
Введение
Вы уже шесть месяцев участвуете в программе OEM-производства титана. Дизайн заблокирован. Ваш поставщик прислал многообещающее технико-экономическое обоснование. Финансовый отдел одобрил экономическое обоснование. Разработчики придерживаются графика запуска.
Затем закупки возвращаются с ценами, которые на 40% превышают запланированные в бюджете.
Или ваш ведущий поставщик признает, что не может соблюсти указанные вами допуски.
Или обновление санкций дисквалифицирует ваш источник сырья.
Программа умирает. Не на производстве, где вы, по крайней мере, узнали бы что-то осязаемое, а на этапе планирования, после того как вы потратили бюджет, доверие и календарное время.
Это не редкость. В секторах аэрокосмической промышленности, медицинского оборудования и промышленного OEM примерно 70% программ по производству титана либо отменяются, либо требуют фундаментальной реструктуризации, прежде чем они когда-либо начнут резать металл в больших масштабах. Неудача обычно не драматична. Это тихое признание в конференц-зале: цифры не работают, сроки были вымышленными, или поставщик на самом деле не может сделать то, что заявляет.
Вот что я понял после просмотра более 150 титанических программ за 18 лет: большинство этих неудач предсказуемы. Коренные причины проявляются в одних и тех же местах, программа за программой. Команды игнорируют их, потому что у титана есть ореол — это материал премиум-класса, поэтому есть предположение, что поставщики премиум-класса и бюджеты премиум-класса уладят ситуацию. Они этого не делают.
Что убивает проекты: видимые триггеры
Когда программу по производству титана отменяют, руководство обычно указывает на одну из трех причин: перерасход средств, срывы графика или сбои в работе поставщиков. Это реальные проблемы, но это симптомы, а не причины.
Перерасход средств, который делает недействительным экономическое обоснование
Первоначальный бюджет предполагал, что титан будет стоить X за килограмм, механическая обработка займет Y часов на деталь, а обработка оснастки потребует Z долларов. Затем котировки возвращаются к уровням 1,4X, 2Y и 3Z. Внезапно юнит-экономика перестала поддерживать программу. Финансовый директор спрашивает, почему оценки оказались настолько далекими. Ответ обычно заключается в том, что оценки основывались на общих отраслевых показателях или маркетинговых заявлениях поставщиков, а не на детальной проверке процесса.
Я видел аэрокосмические программы, бюджет которых составлял 450 долларов за фунт обработанного титанового сплава, и обнаружил, что реальная цифра составляет 720 долларов, если принять во внимание износ инструмента, управление охлаждающей жидкостью, протоколы проверок и 70% соотношение закупок к полетам при работе со сложной геометрией. Программы по производству медицинского оборудования предполагают, что стоимость запасов прутков 5-го класса эквивалентна стоимости запасов нержавеющей стали, а затем выясняется, что для титановых поковок требуется 6-месячный срок выполнения заказа и минимальные объемы заказа, что резко увеличивает затраты на хранение запасов.
Задержки в расписании, которые выталкивают запуск за пределы Market Windows
Диаграмма Ганта показала 14 месяцев от заморозки проекта до выпуска в производство. Но он не включал реалистичные сроки закупки сырья (часто 4–6 месяцев для прокатной продукции), циклы проверки первого изделия (8–12 недель, если учитывать повторную резку) или аудит квалификации поставщиков (3–6 месяцев, если вам нужна сертификация AS9100 или ISO 13485). К 10-му месяцу программа отстает на шесть месяцев, а рыночное окно или договорные обязательства исчезают.
Один оборонный подрядчик, которому я посоветовал, построил график, предполагая, что его поставщик титанового литья сможет поставить первые изделия через 90 дней. Фактическое время ожидания у поставщика составило 120 дней еще до того, как он начал оснастку. Программа не прошла предварительную проверку и была отложена.
Несоответствие возможностей поставщиков
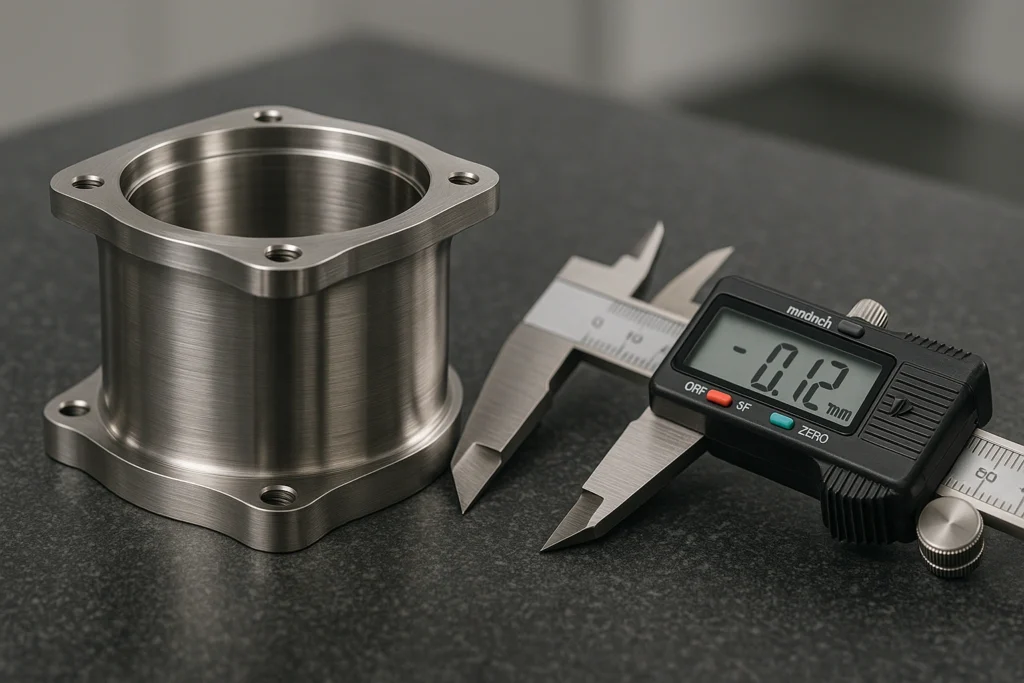
Поставщик утверждает, что они могут удерживать ±0,002 дюйма на тонкостенном титановом корпусе. Они сделали это с алюминием и нержавеющей сталью. Но теплопроводность титана и его деформационное упрочнение означают, что существующий процесс не будет перенесен. Они обнаруживают это после того, как вы заплатили за инструменты.
Или вы узнаете, что выбранный вами завод на самом деле не имеет в наличии указанную вами марку и закалку — им придется заказывать его по специальному заказу, что увеличивает время выполнения заказа и стоимость. Или кузнечный цех, который предложил вашу деталь, никогда не работал с системой сплавов, выбранной вашим инженером, и они не желают брать на себя гарантии механических свойств.
Это видимые причины, по которым программы умирают. Но все они связаны с меньшим набором основных ошибок в том, как команды планируют, проверяют и составляют бюджет титановой работы.
Коренные причины скрываются под поверхностью
Если вы отследите неудачные титановые программы до их истоков, вы обнаружите, что повторяются одни и те же ошибки. Они не экзотика. Это обыденные провалы комплексной проверки, которые сглаживаются оптимизмом, давлением графика или предположением, что «кто-то другой это подтвердил».
Нереалистичные предположения при проектировании для производства
Инженеры проектируют детали, основываясь на том, на что теоретически способен титан, а не на том, что конкретный поставщик может надежно производить в необходимом вам объеме и по цене. Модель CAD показывает толщину стенок сосуда глубокой вытяжки 1,5 мм. Это находится в пределах пластичности материала. Но инструменты поставщика, производительность пресса и управление процессом могут быть проверены только до толщины 2,0 мм. Разница между теоретической и практической технологичностью убивает программы.
Характеристики титанового упрочнения и упругости хорошо документированы, но если ваша команда дизайнеров не работала с ним раньше, они определят характеристики, предполагающие поведение, подобное стали. Изгибы с малым радиусом, тонкие ребра и сложная геометрия, которые являются обычными для нержавеющей стали, становятся инженерными проблемами в титане, и эти проблемы оборачиваются риском затрат и графика.
Пробелы в возможностях поставщиков, замаскированные оптимистичными цитатами
Поставщики хотят работать. Они будут делать ставки на рабочие места, которые находятся на грани или немного превышают их продемонстрированные возможности, делая ставку на то, что они смогут это выяснить, как только будет подписан заказ на покупку. Если вы не подтверждаете их утверждения аудитами процессов, выборками или рекомендациями клиентов, работающих с тем же сплавом и диапазоном допусков, вы доверяете коммерческому предложению.
Я просматривал ответы на запросы предложений, в которых поставщики заявляли о возможности обработки титана «+/-0,001» без каких-либо документированных данных Cpk для этого допуска в указанном сплаве. Под давлением они признали, что это было желательно. Но к тому времени программа была продана руководству, основываясь на этих цифрах.
Недооценка затрат на специальные процессы и инструменты
Титан — это не нержавеющая сталь с лучшими свойствами. Для этого требуется специализированный инструмент (вставки из твердого сплава или CBN, которые стоят в 3–5 раз дороже и изнашиваются быстрее), системы подачи СОЖ под высоким давлением для управления теплом, инертизация для сварки и контроль загрязнения во время формовки и термообработки. Если в вашей модели затрат эти затраты не отражены в отдельных статьях, вы недофинансируете бюджет на 25–40 %.
Программы литья и ковки часто упускают из виду стоимость и время изготовления инструментов, предназначенных для титана. Штампы и формы, соответствующие реакционной способности и температурным профилям титана, не являются готовыми изделиями. Стоимость первой оснастки может составлять от 150 до 500 тысяч долларов в зависимости от сложности детали, а доработка добавляет месяцы.
Регуляторные и санкционные «слепые пятна»
Цепочка поставок титана геополитически сконцентрирована. ВСМПО-АВИСМА в России — один из крупнейших мировых производителей. После вторжения на Украину западные OEM-производители аэрокосмической продукции столкнулись с внезапными ограничениями в закупках. Программы, в которых использовался материал российского происхождения, начали искать альтернативы или подавать заявки на освобождение от санкций, которые могли быть предоставлены, а могли и не быть предоставлены.
В 2024 году Канада временно разрешила Airbus продолжать использовать российский титан для защиты рабочих мест, но это исключение. Большинство программ не допускают отказов. Если ваша цепочка поставок включает в себя источники, находящиеся под санкциями, и у вас нет предварительно проверенных альтернатив, изменение политики может в одночасье уничтожить вашу программу.
Даже за пределами санкций экспортный контроль (ITAR, EAR) и требования к отслеживаемости (AS9100, ISO 13485) увеличивают накладные расходы на документацию, аудит и проверку первого изделия, которые команды обычно недооценивают. Программа, которая выглядит жизнеспособной с технической и финансовой точки зрения, все равно может потерпеть неудачу, если не смоделировать бремя соблюдения требований.
Цепочка поставок: концентрированный риск
Добыча титана хрупка в отличие от стали и алюминия. Меньше производителей губки, меньше заводов, способных производить листы и заготовки аэрокосмического качества, а также меньше кузнечных цехов с оборудованием и сертификатами для обработки высокопрочных сплавов. Такая концентрация означает более длительное время выполнения заказа, более высокие минимальные требования и большую подверженность сбоям из-за одного источника.
Сроки поставки сырья длительны и негибки
Срок изготовления прокатной продукции — плиты, листы, прутки, заготовки — часто составляет 16–24 недели, и это при условии, что в производственном графике завода указана ваша марка и размер. Если вам нужна специальная термообработка, нестандартные размеры или отслеживание партии, требующее специальной плавки, добавьте 8–12 недель. Программы, которые предполагают, что «титан доступен», не подтверждая время очереди поставщика и минимальный объем заказа, часто слишком поздно обнаруживают, что материал не прибудет вовремя, чтобы уложиться в сроки поставки первой партии.
Данные Геологической службы США за 2024 год показывают, что волатильность цен и рыночные условия привели к задержке или остановке некоторых отечественных проектов по добыче и переработке титана. Когда производство на первичном этапе замедляется, производители перерабатывающего производства ощущают это как увеличение времени выполнения заказов и борьбу за распределение ресурсов.
Геополитическая опасность реальна
Российская компания ВСМПО-АВИСМА поставляет значительную долю мирового производства авиационно-космического титана. Boeing разорвал отношения после вторжения на Украину. Airbus подал заявку и получил в Канаде временное разрешение на продолжение закупок у ВСМПО для защиты местных рабочих мест, но это не долгосрочное решение. Программы, в которых использовался материал российского происхождения без указания запасных источников, столкнулись с бинарным выбором: изменить дизайн с учетом имеющихся поставок или отменить.
Китай является еще одним крупным производителем, но ITAR и ограничения экспортного контроля ограничивают возможности использования этого материала. Если ваша программа имеет оборонное применение или применение двойного назначения, китайский титан может быть запрещен, что еще больше сужает базу ваших поставщиков.
Квалификация новых поставщиков занимает месяцы
Вы не можете просто сменить завод или кузнец в середине программы без повторной проверки. Аэрокосмические и медицинские программы требуют документированной прослеживаемости, проверки механических свойств и проверки первого изделия. Квалификация нового поставщика часто означает 3–6 месяцев аудита, выборочного тестирования и оформления документов — времени, которого нет у большинства программ, когда поставщик терпит неудачу.
Реальность затрат, которую никто не хочет моделировать
Титановые программы терпят неудачу из-за затрат чаще, чем из-за любого другого отдельного фактора. Не потому, что титан по своей природе недоступен, а потому, что команды систематически недооценивают то, что нужно для производства деталей необходимого уровня качества.
Износ инструментов и расходных материалов очень жесток
Обработка титана разрушает инструменты. Твердосплавные вставки, которые служат 200 деталям из нержавеющей стали, могут прослужить 30 из Ti-6Al-4V. Вам нужны системы подачи СОЖ под высоким давлением (а не охлаждающая жидкость, используемая для стали), чтобы управлять образованием стружки и нагревом. Если ваша модель затрат предполагает стойкость инструмента и расходных материалов, эквивалентную стали, ваша ошибка будет в три-пять раз.
Я видел модели затрат, построенные на скорости обработки алюминия применительно к титану с «коэффициентом сложности» 1,5x. Реальный коэффициент приближается к 4-6x, если учесть скорость подачи, смену инструмента, интервалы проверки и риск брака.
Коэффициенты покупок и полетов шокируют финансовые команды
В аэрокосмической отрасли соотношение закупок к расходам 10:1 или выше является обычным явлением для сложных поковок и механически обработанных компонентов. Вы покупаете 10 фунтов титановой заготовки для производства готовой детали весом 1 фунт. Остальные 9 фунтов станут дорогими фишками. Если ваша модель затрат предполагает соотношение 2:1 (типично для отливок или почти чистых форм), вы недорасходуете бюджет на материал на 400%.
Затраты на первую статью и квалификацию не являются обязательными
Аэрокосмические и медицинские программы требуют проверок первых изделий, которые выходят далеко за рамки проверок размеров. Вы платите за металлургический анализ, неразрушающий контроль (УЗИ, рентген, цветной контроль), проверку механических свойств и документацию по отслеживанию. Один выпуск первого изделия может стоить 50–150 тысяч долларов в зависимости от сложности детали и требований сертификации.
Если ваш дизайн меняется во время разработки (а это происходит почти всегда), вы платите за дополнительные первые статьи. Программам, в которых предусмотрен один цикл первой статьи, обычно требуется три.
Минимальный объем заказа и стоимость запасов
Мельницы и кузницы имеют минимальный заказ. Вам может понадобиться 500 фунтов определенного сорта и закалки, но минимум завода составляет 2000 фунтов. Теперь вы несете затраты на запасы, управляете хранением и отслеживанием материалов, которые не будете использовать в течение 18 месяцев, и надеетесь, что прогнозы спроса не изменятся.
Для программ с небольшими объемами (производство в первый год менее 1000 единиц) нагрузка на минимальный заказ может сделать стоимость материала на единицу неприемлемой.
Разрыв между проектированием и производством
Худшие сюрпризы случаются, когда то, что одобрено инженерами на бумаге, противоречит тому, что реально может создать производство. Это не проблема коммуникации — это пробел в проверке. Команды завершают проектирование на основе спецификаций материалов и возможностей САПР, не подтверждая, что какой-либо поставщик в их сети может надежно производить эти элементы в заданном объеме, по стоимости и в установленные сроки.
Физические свойства титана делают этот разрыв больше, чем у стали или алюминия. Скорость упрочнения, упругость, термическая чувствительность и риск загрязнения — все это означает, что элемент, который легко обрабатывается или формируется в одном материале, становится проектом разработки процесса обработки титана. А разработка процесса требует времени и денег, которые программа не заложила в бюджет.
Функции, которые кажутся осуществимыми, но на самом деле таковыми не являются
В проекте указана толщина стенки титанового сосуда под давлением 0,040 дюйма. Предел текучести материала подтверждает это. Стресс-анализ проходит. Но когда вы отправляете отпечаток поставщикам, вы узнаете, что их процесс гидроформовки проверен только до 0,060 дюйма для этого диаметра и сплава. Они могут попытаться разработать 0,040 дюйма, но это займет шесть месяцев и 200 тысяч долларов на испытания инструмента, а у вас нет ни того, ни другого.
Отверстия с жесткими допусками в титане смещаются во время обработки по мере снятия остаточных напряжений. Конструкция предусматривает ±0,001 дюйма для глубокого отверстия. Процесс поставщика стабильно обеспечивает ±0,003 дюйма. Для достижения ±0,001 дюйма потребуется несколько проходов черновой обработки, снятие напряжений между операциями и окончательное хонингование, что утроит время цикла и стоимость.
Допуски, игнорирующие возможности процесса
Инженеры иногда указывают допуски более жесткие, чем на самом деле требует программа, потому что «чем жестче, тем лучше» или потому, что они копируют конструкцию из нержавеющей стали. В титане ненужная герметичность напрямую приводит к стоимости. Допуск ±0,005 дюйма может быть достигнут за одну операцию обработки. Допуск ±0,002 дюйма требует многоосного ЧПУ, среды с контролируемой температурой и контроля после обработки — все это увеличивает стоимость единицы продукции на 30–50%.
Я проверял программы, в которых в проекте были указаны допуски на плоскостность, требующие операций притирки, для которых у поставщика не было оборудования. Программе пришлось либо ослабить спецификацию (что требовало повторной проверки и отсрочки запуска), либо найти нового поставщика (что добавило 3-4 месяца).
Предположения о существенной собственности, которые не передаются
Титан имеет превосходное соотношение прочности и веса и коррозионную стойкость, но не является полноценной заменой стали. Конструкторы иногда берут проверенный компонент из нержавеющей стали, заменяют его в системе САПР на титан и предполагают, что конструкция все еще работает. Обычно это не так.
Модуль упругости титана примерно вдвое меньше модуля упругости стали, а это означает, что детали больше прогибаются под нагрузкой. Конструкция кронштейна, достаточно жесткая из стали, может потребовать увеличения толщины ребер или секций из титана, что приведет к увеличению веса, стоимости и сложности, которых не было в исходном бизнес-кейсе.
Конструкции сварных соединений, проверенные на нержавеющей стали, часто выходят из строя в титане из-за чувствительности к тепловому воздействию и риска загрязнения. Угловой сварной шов, который является обычным для стали 316L, требует защиты инертным газом, точного контроля нагрева и снятия напряжений после сварки в Ti-6Al-4V — иначе он треснет.
Система профилактики: что на самом деле работает
Закономерность ясна: программы, дожившие до запуска, выполняют определенную домашнюю работу, которую неудавшиеся программы пропускают. Речь идет не о больших бюджетах или более опытных командах, а о проверке предположений до того, как они станут обязательствами. Вот что работает.
Начните с производственных ограничений, а не материальных возможностей
Не проектируйте, основываясь на том, на что теоретически способен титан. Разрабатывайте дизайн на основе того, что поставщики, включенные в короткий список, продемонстрировали, что они могут воспроизводимо производить сплав, диапазон допусков и объем, который вам нужен. Это означает привлечение партнеров-производителей на этапе проектирования, а не после его заморозки.
Прежде чем заблокировать элемент (толщину стенки, допуск отверстия, геометрию сварного соединения), получите письменное подтверждение как минимум от двух квалифицированных поставщиков о том, что они создали аналогичные элементы в одной и той же системе материалов. Запрашивайте данные о возможностях процесса (Cpk), а не устные заверения. Если никто из вашей базы поставок раньше этого не делал, вы не указываете деталь, вы указываете программу разработки. Бюджет и график соответственно.
Проверьте возможности поставщика с помощью аудита процессов и пробных запусков
Ответы на запросы предложений являются торговыми документами. Поставщики будут заявлять о возможностях, которых у них нет, делая ставку на то, что они смогут это выяснить, как только получат ваш заказ на покупку. Защитите себя, пройдя проверку перед принятием решения.
Проводить аудит процессов на местах. Просмотрите список их оборудования, записи о калибровке и сертификаты оператора. Попросите просмотреть недавние отчеты о проверке первых изделий для аналогичных деталей из того же сплава. Если они заявляют о возможности обработки ±0,001 дюйма, запросите данные Cpk, показывающие, что они соблюдали этот допуск в течение всего производственного цикла, а не только на единичном образце.
Для критически важных функций оплатите предсерийные образцы до заключения контракта с поставщиком. Прогон пробы стоимостью 15 тысяч долларов, который показывает, что поставщик не может соблюсти ваши допуски, избавляет вас от обязательств по инструментам стоимостью 500 тысяч долларов, которые вы не можете возместить.
Создайте модели затрат, отражающие реальное бремя титана
Прекратите использовать стальные или алюминиевые структуры затрат с множителем сложности. Создавайте модели затрат, специфичные для титана, которые включают в себя специализированные нагрузки: твердосплавные инструменты с 10-кратным износом, системы подачи СОЖ под высоким давлением, защиту инертным газом, увеличенное время цикла, повышенный риск брака и накладные расходы на проверку первого изделия.
Учитывайте реалистичное соотношение покупок и перелетов. Если вы обрабатываете сложные детали для аэрокосмической отрасли из заготовок, примите соотношение от 8:1 до 12:1, а не 2:1, которое вы видите при отливках. Соответственно умножьте стоимость сырья.
Бюджет на три цикла первых статей, а не на один. Дизайн всегда меняется в процессе разработки. Каждое изменение, влияющее на форму, соответствие или функцию, требует повторной проверки и повторной сертификации. Программам, в которых предусмотрена одна первая статья, обычно требуется три, и в конечном итоге они борются за увеличение бюджета, что задерживает программу.
Моделирование сроков выполнения заказов на основе сырья, а не обещаний поставщика
Указанное вашим поставщиком время выполнения предполагает, что у него есть материал в наличии. Обычно они этого не делают. Срок поставки титановой продукции от производителя или завода по производству губки составляет 16–24 недели, и это при условии, что ваш сорт и размеры находятся в их очереди на производство. Специальные плавки, нестандартные размеры или требования к отслеживаемости добавляют 8–12 недель.
Постройте график своей программы, используя время подготовки сырья в качестве критического пути. Уточните у отдела закупок вашего поставщика, а не у отдела продаж, какой материал у него действительно есть на складе, что покрывают его соглашения об отзыве и какое время очереди завод указывает для новых заказов. Добавьте 20% буфера на случай задержек, проблем с распределением или приостановок качества.
Предварительная оценка альтернатив цепочки поставок до того, как они вам понадобятся
Не используйте титановые программы из одного источника. База поставок слишком сконцентрирована и слишком подвержена геополитическим потрясениям. Прежде чем приступить к производству, найдите хотя бы одного резервного поставщика как сырья, так и переработки.
Это означает, что вы должны проводить проверки, анализировать образцы и заполнять документы, пока у вас еще есть запас по графику, а не после того, как ваш основной источник провалится. Да, это требует предоплаты. Но это лишь малая часть того, что вы потеряете, если обновление санкций, распределение поставок или проблемы с качеством у вашего единственного источника уничтожат программу.
Для аэрокосмических и оборонных программ убедитесь, что вся ваша цепочка поставок — от губки до готовой детали — не связана с санкционированными источниками или что у вас есть предварительно одобренные исключения. Российский и китайский титан может быть дешевле или быстрее, но если изменение политики сделает его недоступным в середине программы, ваша экономия средств испарится.
Проведите предварительный анализ рисков
Прежде чем представить программу руководству для окончательного утверждения, проведите структурированный анализ рисков с участием представителей различных подразделений: проектирования, производства, закупок, качества, регулирования и финансов. Используйте контрольный список:
- Подтвердили ли по крайней мере два квалифицированных поставщика, что они могут изготовить этот проект в письменном виде с данными Cpk?
- Включает ли модель затрат специальные инструменты, расходные материалы, инспекции и отходы для титана?
- Строятся ли сроки на основе подтвержденных сроков поставки сырья, а не на маркетинговых обещаниях поставщиков?
- Имеем ли мы квалифицированных резервных поставщиков как сырья, так и переработки?
- Избегает ли цепочка поставок источников, находящихся под санкциями или под экспортным контролем, или у нас есть исключения?
- Заложили ли мы в бюджет три цикла создания первой статьи и итерацию дизайна?
- Являются ли указанные допуски функциональными требованиями или они заимствованы из стальных/алюминиевых конструкций?
Если вы не можете ответить «да» на все эти вопросы, вы не готовы брать на себя обязательства. Отложите программу, заполните пробелы или смиритесь с тем, что вы играете с вероятностью неудачи 70%.

Дивиденды от усердия
Программам, которые попадают в производство, не повезло. Это те случаи, когда кто-то имел смелость сказать: «Мы еще не готовы», когда бизнес был вынужден принять на себя обязательства. Это программы, которые потратили дополнительные восемь недель на проверку претензий поставщиков или заплатили 40 тысяч долларов за предсерийные образцы, обнаружившие фатальный дефект еще до того, как инструменты были вырезаны.
В данный момент такое усердие кажется дорогим. Это задерживает прогнозы доходов и расстраивает руководителей, которые хотят обязательств. Но это лишь малая часть стоимости отмены программы после того, как вы потратили 18 месяцев и израсходовали бюджет на разработку.
The 30% of titanium programs that succeed do one thing differently: they treat feasibility validation as a prerequisite for commitment, not an afterthought. They assume supplier claims are optimistic until proven otherwise. They build timelines from material lead times, not backward from launch dates. And they accept that preventing a bad program from starting is a better outcome than heroically trying to rescue one that never should have been approved.
If your titanium program feels like it’s on shaky ground, it probably is. The question is whether you’ll acknowledge that in a conference room today, or in a post-mortem review eighteen months from now.









