
تصنيع أواني طهي التيتانيوم: التحكم في العمليات ونقاط مخاطر الجودة
ملخص تنفيذي: التحكم في المخاطر من جانب المشتري
يختلف تصنيع التيتانيوم بشكل أساسي عن الفولاذ المقاوم للصدأ أو الألومنيوم. يتطلب تفاعلها العالي مع الأكسجين وميلها إلى "المرارة" انضباطًا صارمًا في العملية. لا يمكن فحص الجودة في وعاء من التيتانيوم؛ يجب أن يتم تصنيعه فيه.
بالنسبة لمشتري OEM، فإن نقاط التفتيش الحاسمة هي التلدين بالفراغ و اللحام بالغاز الخامل. يؤدي الفشل في هذه الخطوات إلى تأخير التشقق والفشل الهيكلي.
على عكس الفولاذ المقاوم للصدأ، حيث يمكن في كثير من الأحيان تلميع عيوب السطح، فإن عيوب التيتانيوم عادة ما تكون هيكلية ونهائية. يعد فهم علم الاحتكاك والمعادن في العملية أمرًا ضروريًا لتقييم كفاءة الموردين.
المرحلة الأولى: تحضير المواد والتشحيم
تبدأ العملية ب ASTM B265 الصف 1 أو الصف 2 لفائف. يتمتع التيتانيوم بأنظمة انزلاق محدودة مقارنة بالفولاذ، مما يجعله عرضة للتمزق أثناء التثقيب الأولي.
1. التقطيع واتجاه الحبوب
يحتوي التيتانيوم على "تباين مستو" كبير. إذا لم تأخذ الشركة المصنعة في الاعتبار اتجاه حبيبات الملف، فسوف يشكل الكوب حواف غير متساوية ("أذنين") أثناء السحب، مما يؤدي إلى إهدار المواد بشكل مفرط.
2. التشحيم عالي الضغط
يحب التيتانيوم اللحام البارد لقوالب الفولاذ. يجب أن تستخدم المصانع أفلام بوليمر شديدة التحمل أو ثاني كبريتيد الموليبدينوم ($MoS_2$) مواد التشحيم لمنع التهيج. تأكد من أن مادة التشحيم معتمدة بأنها آمنة للطعام في مرحلة التنظيف.
المرحلة الثانية: الرسم العميق (مرحلة التشكيل)
هذا هو المكان الذي يصبح فيه القرص المسطح وعاءًا ثلاثي الأبعاد. التحدي الأساسي هو عودة الربيع.
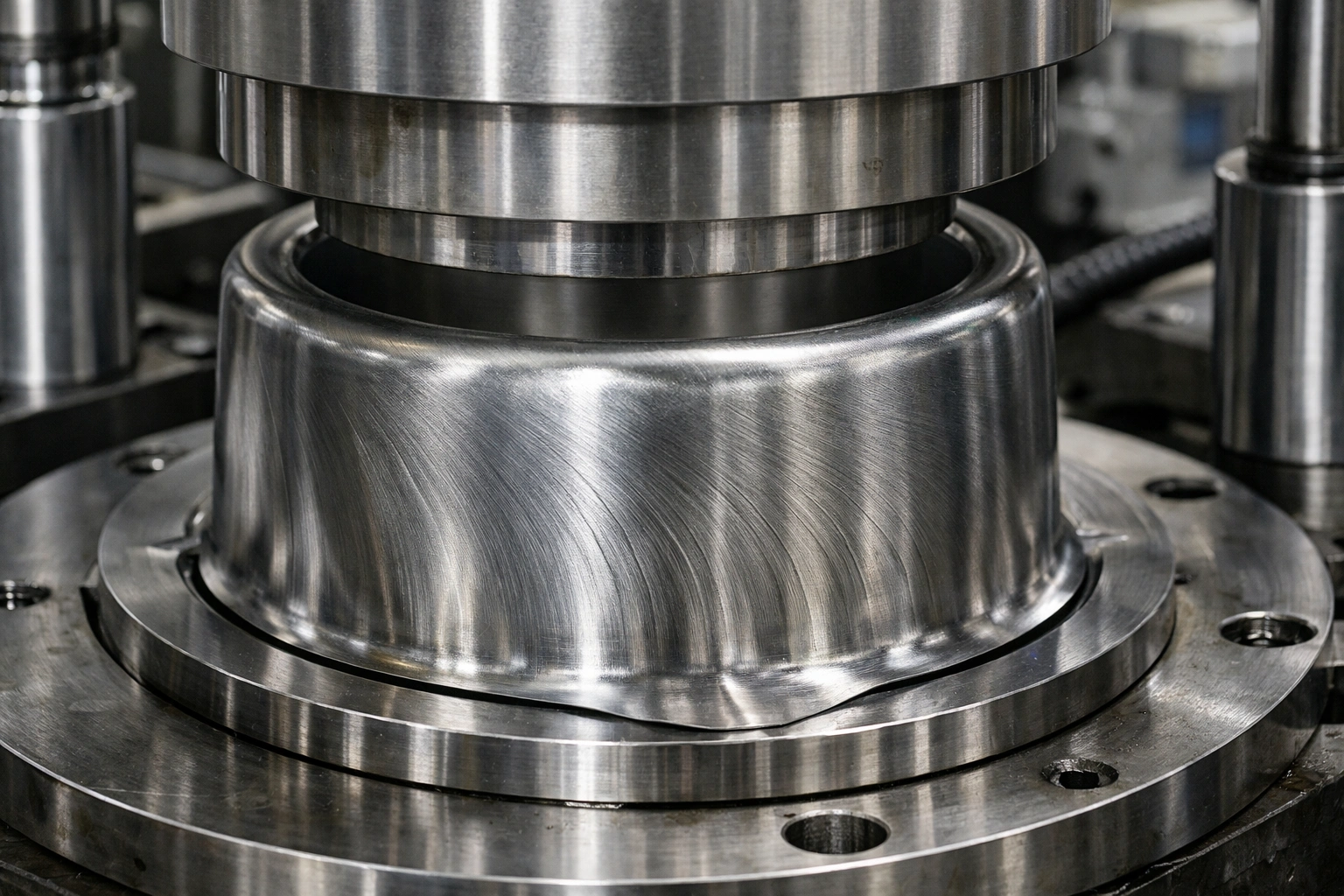
3. التشكيل بالضغط الهيدروليكي
يتطلب التيتانيوم رسم هيدروليكي بطيء السرعة. إذا كان التصميم يتطلب جدارًا بزاوية 90 درجة، فقد تحتاج الأداة إلى الانحناء الزائد إلى 92 درجة حتى يستقر المعدن مرة أخرى على 90 درجة. ابحث عن نسيج "قشر البرتقال"، الذي يشير إلى ضعف حجم حبيبات المادة الخام.
المرحلة 3: التلدين بالفراغ (الخطوة الحاسمة)
بعد الرسم، يتم تقوية هيكل بلورات التيتانيوم. يصبح هشًا وعرضة للتشقق الناتج عن التآكل الإجهادي.

4. تخفيف التوتر والحماية من الفراغ
عند 700 درجة مئوية، يمتص التيتانيوم الأكسجين بشغف. ينتج عن التلدين بالهواء طبقة "حالة ألفا" هشة. التلدين بالفراغ غير قابل للتفاوض للحفاظ على الليونة والامتثال للسلامة LFGB.
المرحلة الرابعة: التجميع واللحام بالغاز الخامل

"اختبار اللون" لجودة اللحام
| لون اللحام | حالة الجودة | الآثار الهيكلية |
|---|---|---|
| فضي | ممتاز | التدريع المثالي. أقصى ليونة. |
| القش / الذهب | مقبول | أكسدة سطحية طفيفة. مقبول لتجهيزات المطابخ. |
| أزرق / أرجواني | مخاطرة | أكسدة معتدلة. هشاشة محتملة. |
| مسحوق أبيض | يفشل | الأكسدة الشديدة. من المحتمل أن يتشقق اللحام. |
المرحلة الخامسة: تشطيب وتنظيف الأسطح

5. المعالجة السطحية والتنظيف بالموجات فوق الصوتية
سواء كانت مصقولة أو مصقولة، يجب أن تكون الخطوة الأخيرة إزالة الشحوم بالموجات فوق الصوتية. يعد التنظيف غير الكامل لشمع التلميع هو السبب الرئيسي لشكاوى المستهلكين و"البقايا السوداء".
المرحلة 6: معايير مراقبة الجودة و AQL النهائية
نحن نوصي معدل الذكاء 2.5/4.0 لخطوط التيتانيوم:
- اختبار القماش الأبيض: لا توجد بقايا رمادية/سوداء على مسح الكحول.
- التسطيح: تقعر طفيف للتعامل مع التمدد الحراري.
- سلامة الفراغ: مطلوب ل معدات معزولة بجدار مزدوج.
- أمان: يجب أن تكون الحافات المدرفلة مغلقة بالكامل بدون أي نتوءات.
بناء سلسلة توريد مرنة
إن تصنيع التيتانيوم الماهر يتعلق بالتحكم في العملية، وليس السعر فقط. تأكد من أن شريكك يستخدم التلدين الفراغي والأرجون عالي النقاء.
تعميق معرفتك:
استكشف دليلنا على فوائد تجهيزات المطابخ المصنوعة من التيتانيوم.









