
Titanyum OEM · Teslim Süresi Stratejisi
Yazan: Max JiangKasım 16, 2025Okuma süresi: ~12–15 dakika
Titanyum OEM üretimindeki üretim gecikmeleri çok yüksek bir bedel taşıyor. Tek bir geç teslimat, uçak montaj programlarını bozabilir, tıbbi cihazların lansmanını erteleyebilir veya zaten zayıf olan marjları silen sözleşme cezalarını tetikleyebilir. Bu kılavuz, gecikmelerin neden meydana geldiğini ve OEM'lerin titanyum değer zincirinin tamamında bunları sistematik olarak nasıl önleyebileceğini açıklamaktadır.

Geç titanyum teslimatları havacılık, medikal ve endüstriyel OEM programları arasında dalga dalga yayılıyor; ancak gecikmelerin çoğu doğru sistemlerle önlenebilir.
İçindekiler
- 1. Üretim Gecikmelerinin Temel Nedenlerini Anlamak
- 2. Tedarik Zinciri ve Malzeme Yönetiminde Uzmanlaşmak
- 3. Proaktif Kalite Sistemleri Oluşturmak
- 4. Mevzuat ve Uyumluluk Gereksinimlerinde Gezinme
- 5. Uygulama Çerçevesi: Stratejiden Eyleme
- Sonuç: Rekabet Avantajı Olarak Önleme
Titanyum OEM üretimindeki üretim gecikmeleri çok yüksek bir bedel taşıyor. Tek bir geç teslimat, uçak montaj programlarını bozabilir, tıbbi cihazların lansmanını erteleyebilir veya zaten zayıf olan marjları silen sözleşme cezalarını tetikleyebilir. Rakamlar hikayeyi anlatıyor: Dövme titanyum bileşenler, hammadde siparişinden bitmiş parçaya kadar 6 ila 18 ay sürebilir; ham titanyumun tedarik edilmesi ise yaklaşık dokuz ay sürer. Gecikmeler bu zaman çizelgelerini daha da uzattığında (bazen 12 ay veya daha fazla), kademeli etkiler tedarik zincirindeki her paydaşı etkiler.
Ancak çoğu gecikme kaçınılmaz değildir. Bunlar tanımlanabilir temel nedenlerden kaynaklanmaktadır: sınırlı görünürlüğe sahip gergin tedarik zincirleri, yeniden çalışmayı gerektiren kalite hataları, ekipman arızaları, denetim kesintileri ve çok katmanlı tedarikçiler arasında kapasite darboğazları. Havacılık, tıbbi cihaz, otomotiv ve endüstriyel OEM sektörlerinde faaliyet gösteren üretim yöneticileri ve satın alma ekipleri için soru artık titanyum üretiminin doğası gereği öngörülemez olup olmadığı değildir. Kuruluşunuzun sistematik önleme önlemleri alıp almadığıdır.
Bu makale, tedarik zinciri tasarımı ve kalite sistemi mimarisinden düzenleyici navigasyon ve kapasite planlamasına kadar titanyum üretimindeki gecikmelerin mekaniğini ve bunları önlemeye yönelik kanıtlanmış stratejileri ortaya koymaktadır.
Üretim Gecikmelerinin Temel Nedenlerini Anlamak
Titanyum üretiminde birden fazla yol kullanılır: frezeleme ve işleme, dövme, hassas döküm ve katmanlı imalat. Her biri farklı teknik ve zamanlama risklerini beraberinde getirir.
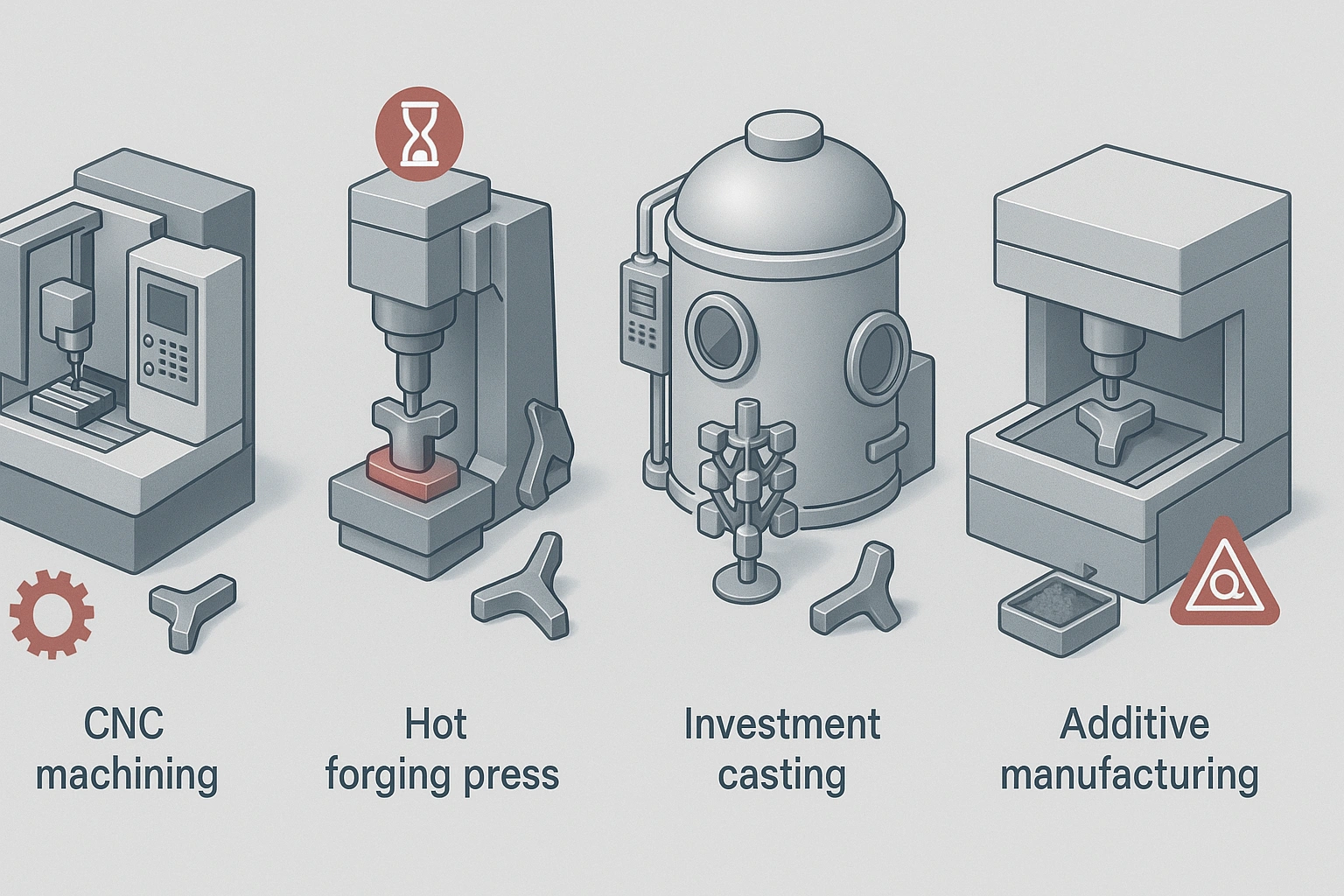
İşleme, dövme, döküm ve eklemeli imalatın her biri, süreç düzeyinde yönetilmesi gereken benzersiz gecikme risklerini beraberinde getirir.
İşleme ve frezeleme
İşleme ve frezeleme: Düşük ısı iletkenliği, kesme ısısının yaklaşık �'inin talaş yerine takıma girmesine neden olur, takımın aşınmasını hızlandırır ve çalışma ortasında takımın arızalanması riskini artırır. Ti-6Al-4V en güçlü alaşım olmaya devam ediyor, ancak daha yüksek mukavemetli beta alaşımları (Ti-10V-2Fe-3Al, Ti-5Al-5V-5Mo-3Cr) daha da düşük işlenebilirliğe sahiptir ve daha düşük hızlar gerektirir. Pratik karşı önlemler (pozitif talaş geometrisi, tırmanma frezeleme, yüksek basınçlı takım içinden soğutma sıvısı) takım ömrüne yardımcı olur, ancak fizik hâlâ işlemeyi sık sık ekipman stresi, plansız takım değişiklikleri ve program değişkenliği kaynağı haline getiriyor.
Dövme
Dövme: Dövme, parçaları şekillendirmek için basınç kuvvetlerini kullanır, güç-ağırlık oranlarını ve mikro yapısal tutarlılığı optimize eder. Tipik diziler presleme, temizleme, taşlama ve ısıl işlem adımlarını parça başına birkaç kez tekrarlar. Dövme tedarikçileri genellikle birden fazla OEM'e hizmet verdiğinden ve uzun kalifikasyon döngüleriyle karşı karşıya kaldığından, kapasite kısıtlamaları ve birikmiş siparişler döngü sürelerini önemli ölçüde uzatabilir.
Hassas döküm
Hassas döküm: Titanyum dökümü, metalin reaktivitesi nedeniyle vakumlu eritme ve özel seramik sistemleri gerektirir. Yaygın kusurlar arasında, sıcak izostatik presleme (HIP) ile hafifletilen merkez hattı büzülme gözenekliliği ve daha sonra inert atmosferlerde gerçekleştirilen kaynak onarımları yer alır. Titanyum ayrıca kimyasal öğütme ile çıkarılması gereken, oksijenle zenginleştirilmiş bir "alfa kılıfı" tabakası oluşturmak için seramik kalıplarla da reaksiyona girer. Her iyileştirme adımı (HIP, kaynak onarımı, alfa kılıfının çıkarılması) döngü süresini artırır ve yeniden işleme riskini ortaya çıkarır.
Eklemeli üretim (AM)
Eklemeli üretim (AM): Toz yataklı füzyon işlemleri (lazer PBF ve elektron ışınıyla eritme), hammadde gereksinimlerini, mikro yapıyı, mekanik özellikleri, termal işleme, HIP'yi, incelemeyi ve sertifikasyonu tanımlayan ASTM F2924 ve F3001 gibi standartlar kapsamında titanyum bileşenleri için giderek daha nitelikli hale geliyor. Güncel ISO/ASTM 52928:2024, hem işlenmemiş hem de yeniden kullanılmış toz için özellikleri, test yöntemlerini ve kalite güvencesini kapsayan toz yaşam döngüsü yönetimini kodlar. AM, karmaşık geometriler için teslim sürelerini kısaltabilirken, gecikmeleri önlemek için dikkatle yönetilmesi gereken toz kalitesi döngüleri, işlem sonrası HIP programları ve yeterlilik belgelerini sunar.
Tedarik zinciri ve malzeme kısıtlamaları
Tedarik zinciri ve malzeme kısıtlamaları: Ham titanyum teslim süreleri şu anda yaklaşık dokuz ay sürüyor ve döküm veya dövme parçalar için uçtan uca üretim döngüleri 6 ila 18 aydan fazla sürüyor. OEM'ler genellikle doğrudan tedarikçilerinin ötesinde derin bir görünürlükten yoksundur, bu da talep sinyallerinin zincir boyunca iletilmemesi durumunda sipariş zamanlama uyumsuzluklarına ve program kaymalarına neden olur.
Kalite kontrol hataları
Kalite kontrol hataları: HIP ve kaynak onarımı gerektiren döküm gözenekliliği, kimyasal frezeleme yoluyla alfa kılıfının çıkarılması ve ısı nedeniyle işleme takımı arızalarının tümü, yeniden çalışmayı ve itme programlarını tetikleyebilir. Kalite kaçakları geç yakalandığında (son denetim veya müşteri girişi denetimi sırasında) döngü sıfırlanır.
Ekipman ve süreç kısıtlamaları
Ekipman ve süreç kısıtlamaları: Isıl işlem fırınları, vakumlu eritme ekipmanı ve yüksek basınçlı soğutma sıvısı dağıtım sistemleri kritik darboğazlardır. Bu özel süreçlerin çoğu, birden fazla OEM tarafından kabul edilen, endüstri tarafından yönetilen, ikinci taraf bir denetim programı olan Nadcap akreditasyonu kapsamına girmektedir. Akreditasyon eksikliği veya denetimdeki uygunsuzluklar, düzeltici faaliyetler tamamlanana kadar sevkiyatların durdurulmasına neden olabilir.
İşgücü ve mühendislik kapasitesi boşlukları
İşgücü ve mühendislik kapasitesi boşlukları: Pandemi sonrası iş gücü kayıpları, OEM'ler, 1. Kademe tedarikçiler, dökümhaneler ve demirhanelerde yeni parça kalifikasyonunu ve üretim sorunlarını gidermeyi yavaşlattı. 3 ila 6 aylık işe alım süreleri ve çok yıllık deneyim eğrileri, sermaye mevcut olsa bile kapasitenin bir gecede eklenemeyeceği anlamına gelir.
Mevzuata uygunluk darboğazları
Mevzuata uygunluk darboğazları: Savunma programları, dar istisnalar dışında, ABD'de veya nitelikli ülkelerde eritilmiş veya üretilen titanyumun alımını kısıtlayan DFARS özel metal hükümleriyle karşı karşıyadır. Tıbbi cihaz OEM'leri için, FDA'nın Kalite Yönetim Sistemi Düzenlemesi (QMSR) artık referans olarak ISO 13485:2016'yı içermektedir ve 2 Şubat 2026'dan itibaren tam olarak yürürlüğe girecektir. Sistem güncellemeleri, eğitim ve denetim değişiklikleri, kuruluşlar geçiş yaptıkça verimi geçici olarak etkileyebilir.
Şekil 1: Etki alanına göre kategorize edilmiş, OEM titanyum üretimindeki üretim gecikmelerinin temel nedenleri. Bu birbirine bağlı faktörlerin anlaşılması, hedefe yönelik önleme stratejilerine olanak sağlar.
Tedarik Zinciri ve Malzeme Yönetiminde Uzmanlaşmak
2024-2025'teki titanyum tedarik zinciri, Rus olmayan, havacılık onaylı sünger üretiminin artması, Çin'in endüstriyel sınıf pazarındaki hızlı kapasite eklemeleri ve hammadde alımını azaltan OEM üretim oranı ayarlamaları ile yeniden şekillendirildi. Havacılık ve uzay onaylı sünger üretimi Japonya, Kazakistan ve Suudi Arabistan'da 89.000 tona yükseldi; Japonya'nın düşük üretimi, Kazakistan'daki (UKTMP) yüksek kullanım ve Suudi Arabistan'daki artış (AMIC Toho Titanium Metal) ile dengelendi. Bu arada Çin, sünger üretimini kabaca 220.000 ton civarında sabit tuttu, ancak kapasiteyi agresif bir şekilde genişletmeye devam etti (2024 sonuna kadar yıllık 260.000 ton ve muhtemelen yılda 320.000 tona kadar olması tahmin ediliyor), bu da iç pazarda arz fazlası oluşmasına neden oldu. Bununla birlikte, Çin süngeri henüz kritik havacılık uygulamaları için uygun değil, havacılık onaylı malzemede sızdırmazlık bırakıyor ve bazı Batılı külçe eriticileri ile ABD'li tüketicilerin Çin süngerini ek olarak test etmelerine neden oluyor.
Batı ticari saflık dereceli 2 titanyum külçe için sözleşme fiyatları kilogram başına 11,50-12,50 $ olarak değerlendirilirken, yerel Çin TA2 dereceli külçelerin kilogram başına kabaca 7,14-7,41 $ olduğu belirlendi. Bu spreadler, yeterliliğin izin verdiği ölçüde daha düşük maliyetli kaynakların araştırılmasını teşvik eder.

Titanyum sünger, külçe, dövme ve OEM rotaları uzun bir küresel tedarik zinciri oluşturur. Görünürlük ve gerçekçi teslim süreleri gecikmeleri önlemek açısından kritik öneme sahiptir.
Talep sinyalizasyonunu ve envanter stratejilerini güçlendirin: Dolaylı tedarikçilere güvenilir, düşük volatiliteli, uzun vadeli talep sinyalleri sağlayın. Birçok 2. Kademe ve 3. Kademe tedarikçi, OEM üretim hızlarına ilişkin görünürlükten yoksundur ve kapasite kararlarını güncel olmayan veya eksik bilgilere dayanarak vermektedir. Program sürprizlerini azaltmak için kritik alaşımlar için yönlendirilmiş satın alımları ve düşük hacimli parçalar için tampon stok tutmayı düşünün.
Daha fazla sözleşme riski ve güvenli kapasite üstlenin: Daha uzun vadeli sözleşmeler (10+ yıl), hacim garantileri ve satış sonrası parçalar için primler sunun. Yükseliş-düşüş döngüleri ve program şokları tedarikçi güvenini ve sınırlı kapasite genişlemelerini aşındırdı. Stratejik durumlarda, sınırlı dış tedarikçilere bağımlılığı azaltmak için kurum içi döküm veya dövme kapasitesine ortak yatırım yapın veya bu kapasiteyi geliştirin.
Tedarikçi tesislerine deneyimli mühendislik desteği dağıtın: Dökümhanelerde ve demirhanelerde süreçlerin istikrara kavuşturulmasına ve kalifikasyon ve sorun giderme işlemlerinin hızlandırılmasına yardımcı olmak için OEM mühendislerini yeniden işe alın veya görevlendirin. OEM mühendislerinin sahip olduğu derin süreç bilgisi, öğrenme eğrilerini kısaltabilir ve aksi takdirde yeniden çalışma döngülerini tetikleyecek kalite kaçışlarını önleyebilir.
Üretilebilirlik için rota alternatifleri ve tasarım kullanın: Mümkün olduğunda, parçaları dökümden veya dövmeden katmanlı imalata veya gelişmiş işlemeye kadar döndürün. Üretilebilirliği geliştirmek ve çoklu kaynak kullanılabilirliğini sağlamak için performans özelliklerini ve alaşım seçeneklerini yeniden gözden geçirin. Sıkı, eski toleranslarla tasarlanan parçalar tek bir tedarikçiye ve tek bir süreç rotasına kilitlenebilir, bu da gecikme riskini artırır.
Gerçekçi teslim sürelerine göre satın alma siparişlerini planlayın: Tedarik takvimlerini, döküm ve dövme parçalar için gerçek 6-18+ aylık uçtan uca döngülere ve ayrıca yaklaşık dokuz aylık ham titanyum tedarik penceresine göre hizalayın. Uzun vadeli öğeler için önden yüklemeli siparişler ve istek uyandıran zaman çizelgelerini değil, tedarik tabanının fiziğini ve ekonomisini yansıtan program tamponları oluşturun.
Şekil 2: Dökme ve dövme titanyum bileşenler için tipik uçtan uca üretim zaman çizelgesi. Kırmızı işaretler, proaktif yönetimin en yüksek program korumasını sağladığı ortak gecikme noktalarını gösterir.
Proaktif Kalite Sistemleri Oluşturmak
Kalite hataları, en pahalı gecikme etkenleri arasında yer alır çünkü geç ortaya çıkarlar ve birden fazla süreç adımı yoluyla yeniden çalışmayı zorunlu kılarlar. Son denetim sırasında keşfedilen bir döküm hatası, parçayı HIP, kaynak onarımı, kimyasal frezeleme ve yeniden denetim yoluyla geri göndererek programa haftalar veya aylar ekleyebilir. Proaktif kalite sistemleri sorunları erken yakalar ve kusurların yayılmasını önler.
AS9145'e göre Gelişmiş Ürün Kalite Planlaması (APQP) ve Üretim Parçası Onay Süreci (PPAP) uygulamalarını entegre edin: Konseptten üretime kadar aşama incelemeleriyle kaliteyi erken planlayın. Hacmi artırmadan önce gerekli hızlarda gösterilen kapasiteyi doğrulamak için PPAP'ı kullanın. Bu yaklaşım, son aşamadaki sürprizleri azaltır ve süreç yeteneğinin varsayılmak yerine kanıtlanmasını sağlar.
Özel süreçlere ilişkin Nadcap akreditasyonunu ve iç denetimleri sürdürün: Isıl işlem, tahribatsız muayene (NDT), kaynak, kimyasal işleme ve katmanlı üretim akreditasyonları, denetim kaynaklı kesintileri azaltır ve süreç kapasitesini artırır. Nadcap, havacılık ve savunma sektörlerinde birden fazla OEM tarafından kabul edilen, sektör tarafından yönetilen, ikinci taraf bir denetim programıdır. Pek çok şirket akreditasyona ihtiyaç duyar ve eksik veya başarısız denetimler, düzeltici faaliyetler tamamlanıncaya kadar sevkiyatların durdurulmasına neden olabilir. Nadcap'i bir uyumluluk yükü olarak değil, süreç iyileştirme aracı olarak değerlendirin.
Gerçek zamanlı proses izleme ve İstatistiksel Proses Kontrolünü (SPC) kullanın: Kritik parametreleri (erime sıcaklıkları, soğuma hızları, takım aşınma göstergeleri, toz nem içeriği) ölçün ve hurda üretmeden önce proses sapmasını tespit etmek için SPC'yi kullanın. Gerçek zamanlı izleme, operatörlerin erken müdahale etmesine olanak tanıyarak hat sonu reddetme sıklığını azaltır.
İlk Ürün Denetimini (FAI) ve süreç içi denetim kapılarını tasarlayın: Mantıksal süreç geçişlerinde (dövme sonrası ancak ısıl işlemden önce, kaba işlemeden sonra ancak bitirme operasyonlarından önce) yapı denetim noktaları, böylece düzeltici eylem hala mümkün olduğunda ve daha az maliyetli olduğunda uyumsuzluklar yakalanır. Boyutsal bir hata veya mikroyapısal anormallik tespit etmek için son incelemeye kadar beklemek çoğu zaman parçanın daha önceki bir operasyondan yeniden başlatılması veya tamamen hurdaya çıkarılması gerektiği anlamına gelir.
Tedarikçi kalite mühendisliğine ve sahadaki mevcudiyete yatırım yapın: Süreç doğrulamayı, temel neden analizini ve düzeltici eylemi desteklemek için kalite mühendislerini Kademe 1 ve Kademe 2 tedarikçilere görevlendirin. Tedarikçide yerleşik kalite ekipleri, ortaya çıkan sorunları sistematik hale gelmeden önce tespit ederek iade edilen parçaların hacmini azaltabilir ve kesintileri planlayabilir.
Şekil 3: Üretim süreci boyunca denetim kapılarının stratejik yerleştirilmesi. Ara kontrol noktalarında erken tespit, kusurların yalnızca son denetimde tespit edilmesi durumunda ortaya çıkan maliyetli yeniden çalışmayı ve program sıfırlamalarını önler.
Mevzuat ve Uyumluluk Gereksinimlerinde Gezinme
Düzenleyici gereklilikler üretim programlarına katı sınırlar getirmektedir. Uyumluluk son tarihinin kaçırılması veya denetimin başarısız olması, parçalar fiziksel olarak hazır olsa bile sevkiyatların durmasına neden olabilir.
Savunma programları ve DFARS özel metaller maddeleri: DFARS 252.225-7008 ve 252.225-7009, ticari kullanıma hazır ürünler ve minimum içerik eşikleri için sınırlı istisnalar dışında, özel metalleri (açıkça titanyum ve titanyum alaşımları dahil) ABD veya nitelikli ülke eritme ve üretimiyle sınırlandırır. Tedarik sözleşmelerinin bu gereklilikleri alt yüklenicilere aktardığından ve malzeme sertifikalarının eriyik kaynağını izlediğinden emin olun. DFARS kapsamında yeni tedarikçilerin kalifikasyonu aylar sürebilir; Tedarikçi denetimlerini ve dokümantasyon incelemelerini ihtiyaçtan çok önce planlayın.
Tıbbi cihaz QMSR ve ISO 13485:2016 uyumluluğu: FDA'nın 2024 nihai kuralı, referans olarak ISO 13485:2016'yı içermektedir ve 2 Şubat 2026'dan itibaren yürürlüğe girecektir. Bu geçiş, sistem güncellemelerini, eğitimi ve denetim uygulamalarındaki değişiklikleri gerektirir. Tıbbi cihaz bölümlerine sahip OEM'ler için, uygulama başlamadan önce uygunsuzlukları belirleyip kapatmak amacıyla iç denetimleri ve boşluk analizlerini şimdi planlayın. Mevzuat hazırlığı, idari olarak sonradan düşünülmüş bir konu olarak değil, kritik bir yol öğesi olarak ele alınmalıdır.
Havacılık ve Uzay KYS (AS9100/IA9100) ve tedarikçi uyumlaştırması: AS9100 ve uluslararası çeşitleri, kuruluşa özgü eklentileri azaltmak ve kaliteyi, programı ve maliyeti iyileştirmek için havacılık kalite yönetim sistemi gereksinimlerini uyumlu hale getirir. Tedarik tabanınızın sertifikalı olduğundan ve dahili süreçlerin standardın risk yönetimi, konfigürasyon kontrolü ve zamanında teslimat vurgusuna uygun olduğundan emin olun. Tedarikçi denetimleri yalnızca sertifikasyon durumunu değil aynı zamanda süreç kontrollerine aktif uygunluğu da doğrulamalıdır.
PPAP, FAI ve Nadcap denetim takvimlerini yapım programlarıyla hizalayın: Üretim Parçası Onay Süreci (PPAP) gönderimlerini, İlk Ürün Denetimlerini (FAI) ve Nadcap denetim pencerelerini planlanan üretim rampalarıyla koordine edin. Denetimleri veya PPAP incelemelerini planlamadan önce parçaların gönderilmeye hazır olmasını beklemek, gereksiz boşta kalma süresine neden olur. Bu kilometre taşlarını en başından itibaren ana programa ekleyin.
Uygulama Çerçevesi: Stratejiden Aksiyona
Uygulamasız strateji, tiyatro planlamaktır. Gecikmeyi önleme ilkelerini operasyonel gerçekliğe dönüştürmek, yapılandırılmış bir uygulama yaklaşımı gerektirir.
Son 12 ay boyunca gecikmenin temel neden analizini yapın: Her gecikmeyi temel nedene (tedarik zinciri, kalite, ekipman, işçilik, mevzuat) göre sınıflandırın ve programın etkisini ölçün. Bu temel çizgi, önleme çabalarının en yüksek getiriyi nerede sağlayacağını ortaya koyar ve yatırım için iş senaryosunu oluşturur.
Kritik yolları haritalayın ve darboğaz operasyonlarını belirleyin: Uçtan uca üretim akışını görselleştirmek için değer akışı haritalama veya kritik zincir proje yönetimini kullanın. Kısıtlayıcı işlemleri belirleyin (genellikle ısıl işlem, HIP veya özel işleme) ve iyileştirme kaynaklarını buraya odaklayın. Zincirin herhangi bir yerindeki darboğazın giderilmesi hiçbir verim artışı sağlamaz.
Kademe 1 ve Kademe 2 tedarikçilerle ortak planlama döngüleri oluşturun: Satın alma siparişi odaklı etkileşimlerden işbirlikçi talep planlamasına geçin. Tedarikçilerin kapasiteyi ve personel sayısını tepkisel olmak yerine proaktif olarak ayarlayabilmeleri için sürekli tahminleri, mühendislik değişikliği süreçlerini ve satış sonrası tahminleri paylaşın.
Fonksiyonlar arası gecikme önleme ekipleri oluşturun: Tedarik, kalite, mühendislik ve üretim kontrol temsilcilerini içeren daimi ekipler oluşturun. Onlara teslim süresi eğilimlerini, tedarikçi durumunu, denetim takvimlerini ve erken uyarı göstergelerini izleme görevi verin. Bu ekipleri, ortaya çıkan riskleri program kaymalarına dönüşmeden önce artırmaları için güçlendirin.
Yalnızca gecikmeli ölçümleri değil, öncü göstergeleri de takip edin ve raporlayın: Zamanında teslimat yüzdesi, gecikmelerin zaten meydana geldiğini size bildiren bir gecikmeli göstergedir. Öncü göstergeler (tedarikçi sipariş onay süresi, takım ömrü eğilimleri, denetim bulgularının kapanma oranları, hammadde stok seviyeleri) size müdahale etmeniz için zaman tanır. Bu sinyalleri ortaya çıkaran ve eşikler aşıldığında eylemi tetikleyen gösterge tabloları oluşturun.
Öncelikle sınırlı parçalar üzerinde pilot iyileştirmeler yapın: Yeni tedarikçi ilişkileri, süreç rotaları veya kalite protokolleri için pilot olarak bir avuç yüksek etkili, yüksek gecikmeli parçayı seçin. Konsepti yönetilebilir bir ölçekte kanıtlayın, öğrenilen dersleri belgeleyin ve ardından portföy genelinde ölçeklendirin. Tedarik tabanının tamamını aynı anda dönüştürmeye çalışmak, kaynakları sulandırır ve yürütme riskini artırır.

Öncü göstergeleri takip eden ve tahminleri tedarikçilerle paylaşan çapraz fonksiyonel ekipler, küçük sorunların zaman aşımına uğrayan krizlere dönüşmesini önleyebilir.
Sonuç: Rekabet Avantajı Olarak Önleme
Titanyum OEM üretimindeki üretim gecikmeleri pahalıdır, yıkıcıdır ve büyük ölçüde önlenebilir. Temel nedenler biliniyor: gergin tedarik zincirleri, kalite hataları, ekipman kısıtlamaları, iş gücü boşlukları ve düzenleyici darboğazlar. Önleme stratejileri kanıtlanmış: daha güçlü talep sinyali, uzun vadeli tedarikçi ortaklıkları, yerleşik mühendislik desteği, proaktif kalite sistemleri ve mevzuata hazırlık planlaması.
Yüksek performanslı OEM'leri zor durumdaki emsallerinden ayıran şey, daha iyi bilgiye veya daha yetenekli tedarikçilere erişim değildir. Sistematik önleme önlemlerini hayata geçirme disiplini ve program güvenilirliğini operasyonel olarak sonradan düşünülmek yerine stratejik bir öncelik olarak ele alma kurumsal kararlılığıdır. Teslimat sürelerinin aylarla ölçüldüğü ve gecikmelerin programlar arasında kademeli olarak yayıldığı bir sektörde, bu disiplin, tedarikçi ilişkileri güçlendikçe, süreç kapasitesi geliştikçe ve kurumsal bilgi derinleştikçe zamanla birleşen bir rekabet avantajı haline gelir.
Soru, kuruluşunuzun gecikmeyi önlemeye yatırım yapmaya gücünün yetip yetmeyeceği değildir. Önemli olan bunu yapmamayı göze alıp alamayacağınızdır.
Titanyum OEM Üretim Gecikmelerinin Önlenmesine İlişkin Sıkça Sorulan Sorular
Aşağıda titanyumun üretilmesinin neden zor olduğuna ilişkin sık sorulan soruların kısa yanıtları bulunmaktadır. Gecikmelerin nereden kaynaklandığı ve OEM'lerin program kaymalarını sistematik olarak nasıl önleyebilecekleri havacılık, tıp ve yüksek performanslı endüstriyel programlar.
-
1. Çeyrek Titanyum neden bu kadar pahalı ve üretimi zor?
Titanyum aşağıdaki nedenlerden dolayı maliyetli ve zorludur:- Ekstraksiyon karmaşıklığı: ilmenit ve rutil gibi minerallerden rafine edilmesi gerekir.
- Kroll süreci: Baskın ekstraksiyon rotası enerji yoğundur ve sıkı bir şekilde kontrol edilir.
- Yüksek reaktivite: yüksek sıcaklıklarda titanyum oksijen, nitrojen ve hidrojen ile reaksiyona girerek vakum veya inert atmosfer gerektirir.
- Uzmanlaşmış işleme: İşlem sonrası dövme, döküm, işleme ve muayene özel ekipman, takım ve uzmanlığa ihtiyaç duyar.
-
2. Çeyrek OEM titanyum üretiminin teslim süreleri nasıl azaltılabilir?
OEM titanyum teslim süreleri şu şekilde azaltılabilir:- Erken tedarikçi katılımı tasarım ve sanayileşme sırasında.
- Stratejik envanter tutma kritik alaşımlar ve düşük hacimli parçalar için.
- Yalın üretim Darboğazları ve katma değeri olmayan adımları ortadan kaldırmak için.
- Gelişmiş teknolojiler karmaşık parçalar için yüksek performanslı işleme ve katmanlı imalat gibi.
- Müzakere edilmiş, gerçekçi teslimat süreleri Teslimat performansına bağlı teşvikler ve cezalar da dahil olmak üzere tedarikçilerle.
-
3. Çeyrek Titanyum tedarik sıkıntısını gidermek için hangi çözümler uygulanıyor?
Endüstri, titanyum arzı sıkıntısını aşağıdaki yollarla çözüyor:- Genişletilmiş titanyum geri dönüşümü Birincil süngere olan bağımlılığı azaltmak için.
- Alternatif üretim yöntemleri bu daha düşük maliyet ve enerji kullanımıdır.
- Tedarik zincirinin dijitalleştirilmesi uçtan uca görünürlük ve tahmine dayalı analitik için.
- Stratejik stoklama Risk ve talebin gerektirdiği kritik malzemeler.
-
4. Çeyrek Titanyum için temel kalite kontrol prosedürleri nelerdir?
Temel kalite kontrolleri şunları içerir:- Hammadde denetimi spesifikasyonlara ve sertifikalara karşı.
- Süreç içi kontroller kritik dövme, döküm, işleme ve ısıl işlem adımlarında.
- Son muayene boyutlar, yüzey ve özellikler.
- Tam dokümantasyon ve izlenebilirlik erimeye ve ısınmaya geri dönün.
- Kimyasal analiz (örneğin, XRF, ICP) alaşım bileşimini doğrulamak için.
- Mekanik test Performansı doğrulamak için (gerilme, sertlik, yorulma, darbe).
-
S5 Üreticiler titanyum bileşenlerdeki kusurları nasıl tespit ediyor?
Üreticiler aşağıdakilerin bir kombinasyonunu kullanır:- Görsel inceleme bariz yüzey sorunları için.
- Ultrasonik test (UT) İç kusurları ve süreksizlikleri tespit etmek.
- Röntgen / radyografi veya CT iç gözenekliliği ve kalıntıları ortaya çıkarmak için.
- Girdap akımı testi (ECT) Yüzey ve yüzeye yakın çatlaklar için.
- Sıvı penetrant muayenesi (LPI) yüzey kırılma kusurları için.
-
S6 Yalın üretim, teslim sürelerini azaltmak için titanyum üretimine uygulanabilir mi?
Evet. Yalın üretim titanyumda oldukça uygulanabilir:- Değer akışı haritalaması darboğazları ve bekleme süresini ortaya çıkarır.
- Standartlaştırılmış çalışma Süreçleri stabilize eder ve değişkenliği azaltır.
- Kaizen ve sürekli iyileştirme Küçük, sık optimizasyonlar sağlayın.
- Atık giderme Döngü süresini kısaltır ve yeniden çalışmayı ve envanteri azaltır.
-
S7 Titanyum tedarik zincirindeki ana riskler nelerdir?
Başlıca riskler şunları içerir:- Tedarik riskleri: hammadde kıtlığı, jeopolitik istikrarsızlık ve sınırlı havacılık onaylı kapasite.
- Üretim riskleri: ekipman arızaları, iş gücü kıtlıkları ve yeniden çalışmayı tetikleyen kalite kaçışları.
- Talep riskleri: değişken derleme oranları ve tahmin hataları.
- Düzenleyici riskler: DFARS, ihracat kontrolleri ve değişen kalite standartları.
- Finansal riskler: Uzun vadeli sözleşmeleri etkileyen fiyat dalgalanmaları ve döviz dalgalanmaları.









