
Titanyum Tencere İmalatı: Proses Kontrolü ve Kalite Risk Noktaları
Yönetici Özeti: Alıcı Tarafı Risk Kontrolü
Titanyum üretimi temelde paslanmaz çelik veya alüminyumdan farklıdır. Oksijenle olan yüksek reaktivitesi ve “safraya” eğilimi sıkı bir süreç disiplini gerektirir. Kalite titanyum bir tencerede kontrol edilemez; onun içine üretilmelidir.
OEM alıcıları için kritik kontrol noktaları şunlardır: Vakum Tavlama Ve İnert Gaz Kaynağı. Bu adımlardaki başarısızlık, gecikmeli çatlamaya ve yapısal arızaya neden olur.
Yüzey kusurlarının sıklıkla giderilebildiği paslanmaz çeliğin aksine, titanyum kusurları genellikle yapısal ve nihaidir. Sürecin sürtünme bilimini ve metalurjisini anlamak, tedarikçi yeterliliğini değerlendirmek için çok önemlidir.
Aşama 1: Malzeme Hazırlama ve Yağlama
Süreç şununla başlıyor: ASTM B265 Sınıf 1 veya Sınıf 2 bobin. Titanyumun çeliğe kıyasla sınırlı kayma sistemi vardır, bu da onu ilk delme sırasında yırtılmaya yatkın hale getirir.
1. Boşaltma ve Tahıl Yönü
Titanyumun önemli bir “düzlemsel anizotropisi” vardır. Üretici bobinin damar yönünü hesaba katmazsa, kap çekme sırasında düzensiz kenarlar (“kulaklar”) oluşturacak ve bu da aşırı malzeme israfına yol açacaktır.
2. Yüksek Basınçlı Yağlama
Titanyum çelik kalıplara soğuk kaynak yapmayı sever. Fabrikalar ağır hizmet tipi polimer filmler veya molibden disülfür ($MoS_2$) Aşınmayı önlemek için yağlayıcılar. Temizleme aşaması için yağlayıcının gıda açısından güvenli olduğunun onaylandığından emin olun.
Aşama 2: Derin Çekme (Şekillendirme Aşaması)
Düz diskin 3 boyutlu bir kap haline geldiği yer burasıdır. Birincil zorluk Geri yaylanma.
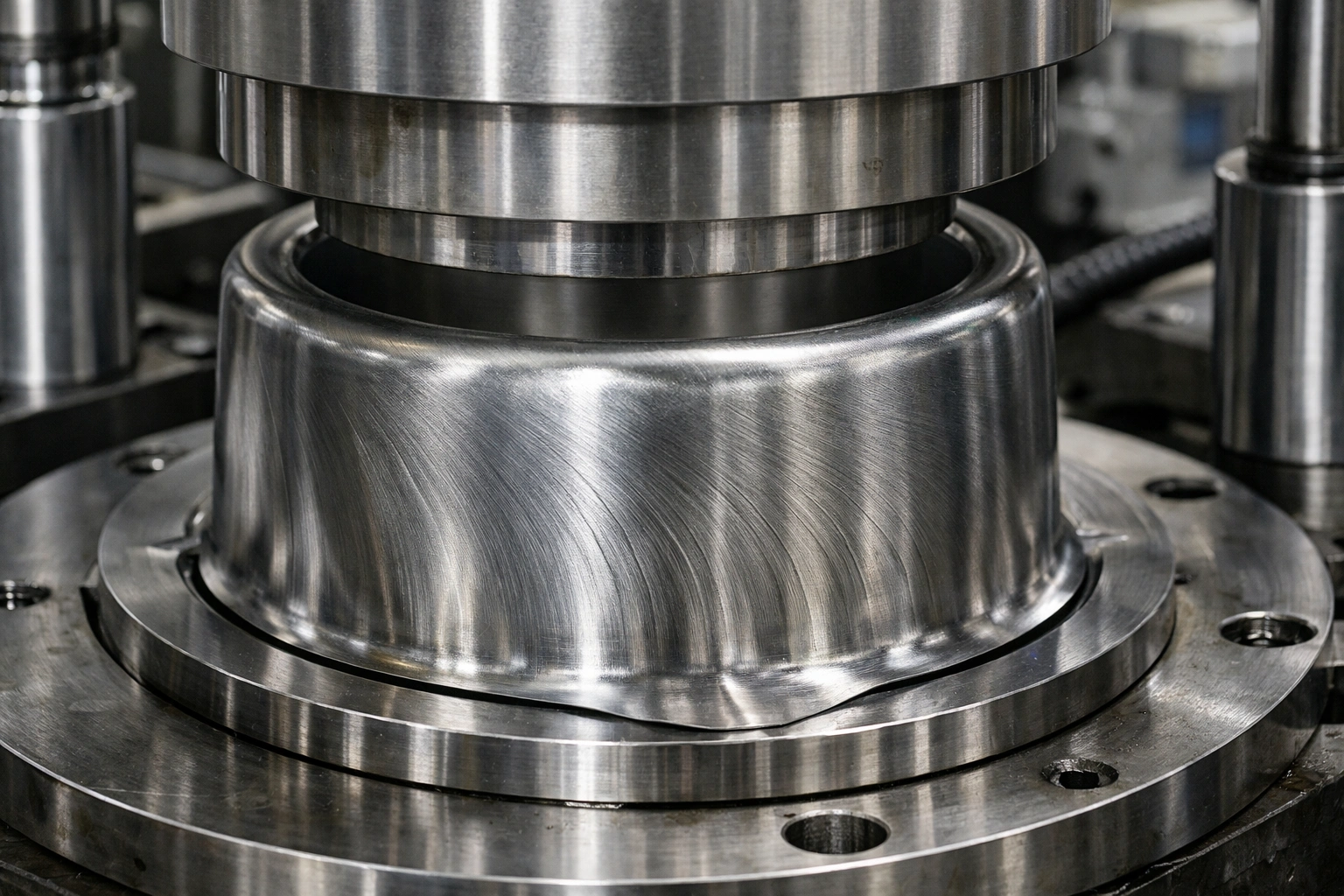
3. Hidrolik Pres Şekillendirme
Titanyum gerektirir yavaş hızlı hidrolik çekme. Tasarım 90°'lik bir duvar gerektiriyorsa, metalin tekrar 90°'ye oturması için aletin 92°'ye kadar aşırı bükülmesi gerekebilir. Hammaddenin zayıf tane boyutunu gösteren “Portakal Kabuğu” dokusunu arayın.
Aşama 3: Vakum Tavlama (Kritik Adım)
Çizimden sonra titanyum kristal yapısı işlenerek sertleştirilir. Kırılgan hale gelir ve stresli korozyon çatlamasına yatkın hale gelir.

4. Gerilim Giderme ve Vakum Koruması
700°C'de titanyum oksijeni hızla emer. Havayla tavlama, kırılgan bir "Alfa Kılıfı" katmanıyla sonuçlanır. Vakum Tavlama Sünekliğin ve LFGB güvenlik uyumluluğunun sürdürülmesi açısından tartışılamaz.
Aşama 4: Montaj ve İnert Gaz Kaynağı

Kaynak Kalitesi için “Renk Testi”
| Kaynak Rengi | Kalite Durumu | Yapısal Etki |
|---|---|---|
| Gümüş | Mükemmel | İdeal koruma. Maksimum süneklik. |
| Saman / Altın | Kabul edilebilir | Hafif yüzey oksidasyonu. Pişirme kapları için kabul edilebilir. |
| Mavi / Mor | Risk | Orta derecede oksidasyon. Potansiyel kırılganlık. |
| Beyaz Toz | HATA | Şiddetli oksidasyon. Kaynak muhtemelen çatlayacaktır. |
Aşama 5: Yüzey İşlem ve Temizleme

5. Yüzey İşleme ve Ultrasonik Temizleme
İster kumlanmış ister cilalanmış olsun, son adım Ultrasonik Yağ Alma. Parlatma mumunun eksik temizlenmesi, tüketici şikayetlerinin ve "siyah kalıntının" başlıca nedenidir.
Aşama 6: Nihai Kalite Kontrol ve AQL Standartları
Tavsiye ediyoruz IQ'su 2.5/4.0 titanyum hatları için:
- Beyaz Kumaş Testi: Alkollü mendilde gri/siyah kalıntı yok.
- Düzlük: Isı genleşmesini karşılamak için hafif içbükeylik.
- Vakum Bütünlüğü: Şunun için gerekli: çift duvarlı yalıtımlı dişli.
- Emniyet: Haddelenmiş jantlar sıfır çapak ile tamamen kapatılmalıdır.
Dayanıklı Bir Tedarik Zinciri Oluşturmak
Nitelikli titanyum üretimi sadece fiyatla değil süreç kontrolüyle de ilgilidir. Partnerinizin vakumlu tavlama ve yüksek saflıkta Argon kullandığından emin olun.
Bilginizi Derinleştirin:
Rehberimizi keşfedin Titanyum Tencere Seti Stratejik Faydaları.









