
A complete OEM sourcing guide for outdoor brands — covering grade selection, forming processes, thickness control, QC workflow, and pricing benchmarks.
A complete OEM sourcing guide for outdoor brands — covering grade selection, forming processes, thickness control, QC workflow, and pricing benchmarks.
Управляющее резюме
Titanium cookware has become the material of choice for premium outdoor and tactical brands.
For OEM buyers, understanding titanium grades, forming processes, thickness control, and
supply chain structures is critical to achieving stable quality at scale.
This guide summarizes 7Titanium’s engineering standards for cookware production, covering:
- — Grade selection: Grade 1, Grade 2, Grade 5 (Ti64) comparison for cookware performance
- — Forming processes: deep drawing, spinning, forging, laser welding, CNC finishing
- — Стратегия толщины: рекомендации по толщине 0,4–0,8 мм для баланса веса и долговечности.
- — Обработка поверхности: пескоструйная обработка, полировка, оксидирование, гигиенический класс без покрытия.
- — Возможности OEM и брендинга: лазерная гравировка, тиснение, индивидуализация ручек
- — Структура затрат: % материала / % процесса / выход продукции / масштабирование массового производства
- — Рабочий процесс цепочки поставок: НИОКР → оснастка → отбор проб → небольшая партия → полное производство.
Независимо от того, модернизируете ли вы существующую линейку посуды или создаете титановую категорию премиум-класса из
С самого начала это руководство представляет собой четкую основу для инженерного уровня, позволяющую гарантировать, что ваш OEM-проект
соответствует производительности, соответствию требованиям и коммерческим целям.
Почему титан для посуды?
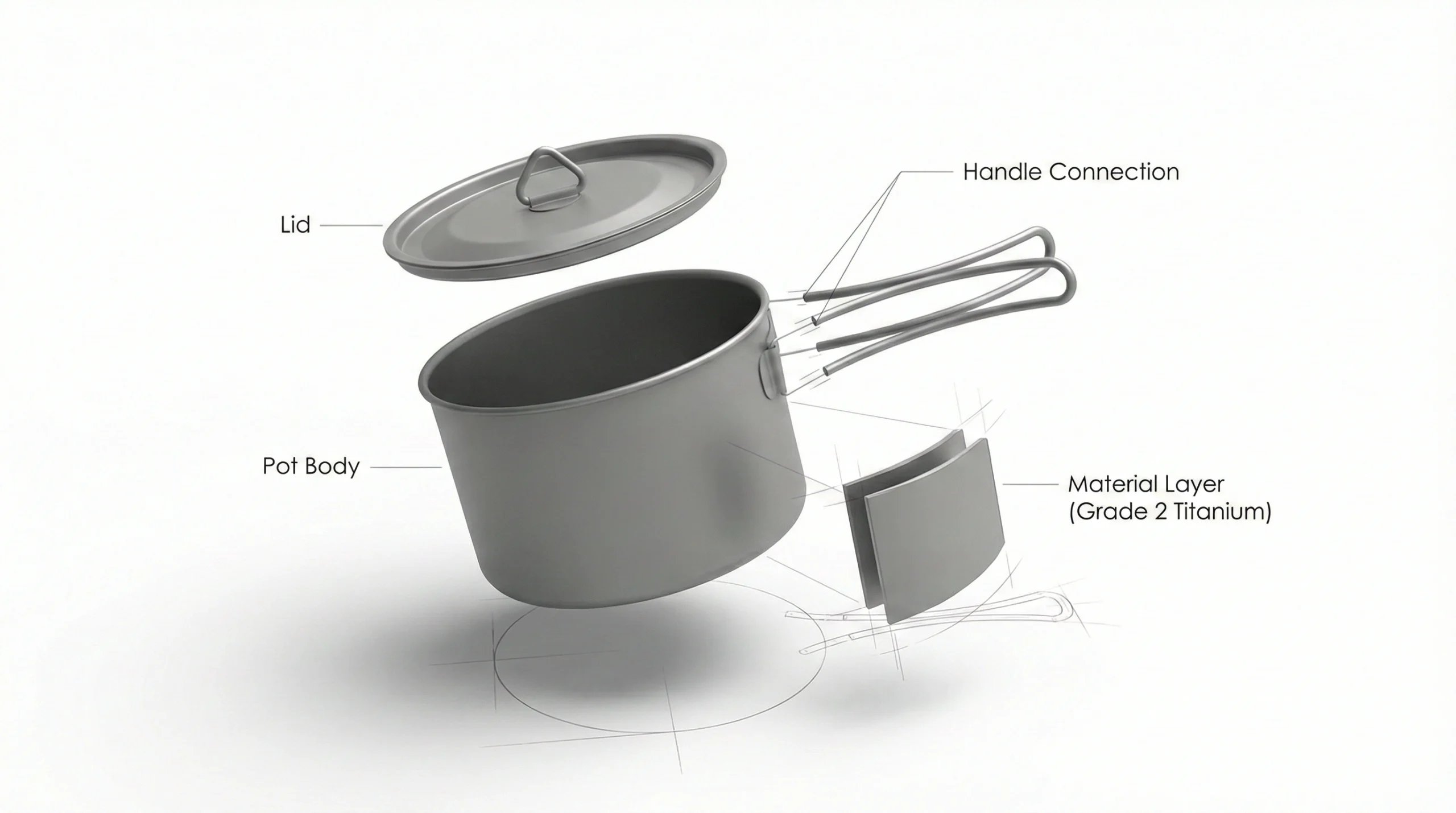
Титан стал предпочтительным материалом для изготовления уличной посуды премиум-класса благодаря своим свойствам. непревзойденное соотношение прочности и веса, коррозионная стойкость, безопасность при контакте с пищевыми продуктами и длительная долговечность. Для OEM-брендов титан предлагает оба инженерных преимущества: и четкая коммерческая дифференциация в сегменте сверхлегких самолетов.
1. Сверхлегкая конструкция
Титан имеет самое высокое соотношение прочности к весу среди обычных металлов. Титановый горшок толщиной 0,5–0,7 мм сохраняет структурную целостность, оставаясь при этом значительно легче нержавеющей стали или алюминия. Идеально подходит для походной, сухопутной, военной и экспедиционной посуды.
2. Устойчивость к коррозии и атмосферным воздействиям
Чистый титан образует стабильный оксидный слой, что делает его естественно устойчивым к соленая вода, влажность и химическая коррозия. Он надежно работает в суровых условиях на открытом воздухе. средах, где стальные покрытия могут разрушаться.
3. 100% поверхность без покрытия, безопасная для пищевых продуктов.
Титановая посуда не требует антипригарного покрытия, анодирования и химической обработки. Это устраняет риски разрушения покрытия или проблем, связанных с ПФАС/ПФОК, предоставляя брендам с четкими сообщениями о соблюдении требований для рынков ЕС и США.
4. Быстрый нагрев с точным контролем.
Although titanium’s thermal conductivity is lower than aluminum, its extremely thin wall design allows quick heating and responsive temperature control. This results in efficient fuel usage for outdoor cooking.
5. Long-Term Commercial Value
Titanium cookware commands higher retail margins and long product life cycles. Brands benefit from a premium positioning, elevated perceived value, and strong differentiation in a crowded cookware market.

Марки титана для посуды
Выбор правильной марки титана имеет решающее значение для производительности, веса и качества посуды. сложность формирования и окончательная стоимость. В уличной кухонной посуде обычно используются коммерчески чистые титан (CP Titanium) за баланс прочности, формуемости и безопасности при контакте с пищевыми продуктами, в то время как класс 5 используется выборочно для структурных элементов, подвергающихся высоким нагрузкам.
| Оценка | Состав | Сила | Формируемость | Лучшее использование в кухонной посуде |
|---|---|---|---|---|
| 1 класс | Титан 99,5% CP | Низкий–средний | Отличный | Сверхлегкие кастрюли, миски, крышки |
| 2 класс | Титан 99,2% CP | Середина | Очень хороший | Обычная посуда, кружки, сковороды |
| 5 класс (Ти-6Ал-4В) | 6% Ал, 4% В | Очень высокий | Низкий | Ручки, кронштейны, детали конструкции (не контактирующие с пищевыми продуктами) |
Руководство по выбору классов
- 1 класс — Лучше всего подходит для расстановки приоритетов брендов сверхлегкая производительность (формирование самой тонкой стенки).
- 2 класс — Идеально подходит для стандартная уличная посуда баланс долговечности и стоимости.
- Grade 5 — Used only for load-bearing parts; not for direct cooking surfaces.
For most cookware OEM projects, we typically recommend Grade 1 for minimal weight or Grade 2 for broader product lines requiring higher durability. Grade 5 is incorporated selectively into handles or mechanical joints where increased rigidity is needed.
Recommended Reading:
Thickness Strategy for Cookware
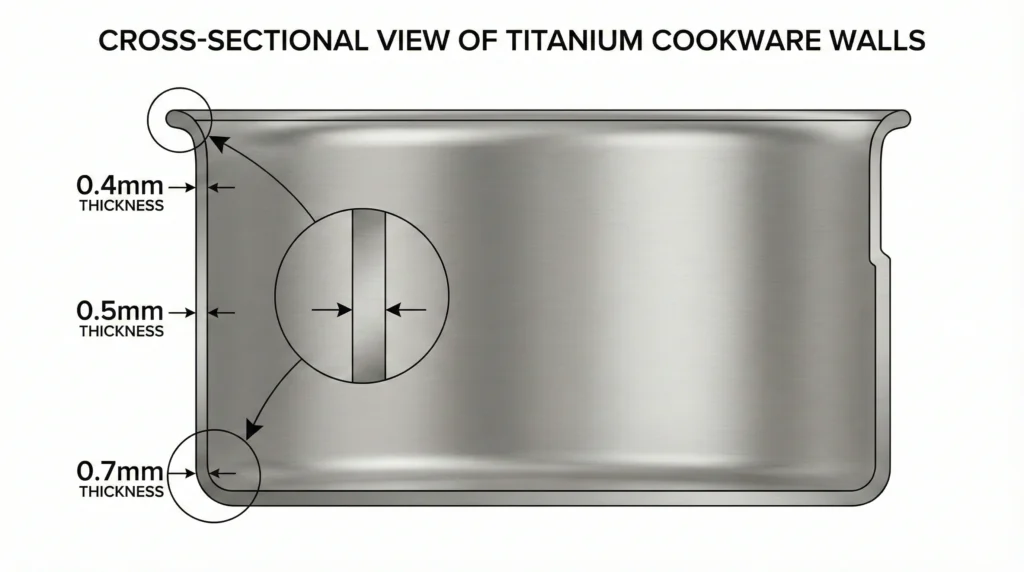
Titanium cookware typically ranges from 0.4 mm to 0.8 mm in thickness. Choosing the correct thickness directly influences weight, structural rigidity, heating efficiency, durability, and total production cost. For OEM buyers, defining thickness early ensures correct tooling, forming parameters, and predictable mass-production yield rates.
| Толщина | Масса | Долговечность | Typical Use Cases |
|---|---|---|---|
| 0.40 mm | Ультра-легкий | Низкий–средний | Backpacking pots, minimalist cups, boil-only cooking |
| 0.50 mm | Very light | Середина | Standard camping cookware, all-purpose outdoor sets |
| 0.60 mm | Balanced | Medium–High | High-capacity pots, frypans, general outdoor cooking |
| 0.70–0.80 mm | Тяжелее | Высокий | Large cookware, high-heat tasks, premium durability lines |
The Weight–Strength–Cost Triangle
Thinner walls reduce pack weight but increase forming difficulty.
Thicker walls increase stiffness and resistance to deformation.
Material cost + forming complexity = overall OEM cost level.
OEM Thickness Recommendations
- Ultralight series (fast-boil only): 0.40–0.50 mm
- All-purpose camping cookware: 0.50–0.60 mm
- Large frypans / soup pots: 0.60–0.70 mm
- High durability / premium collections: 0.70–0.80 mm
At 7Titanium, cookware thickness is validated through force deformation testing, yield-rate analysis, and real-world cooking simulations to ensure the selected thickness aligns with your product positioning and market expectations.
Recommended Reading:
Forming Processes for Titanium Cookware
Titanium’s mechanical properties require specialized forming techniques to achieve
the thin-wall, high-strength structures demanded in outdoor cookware.
Each forming method influences production cost, tooling requirements, yield rate,
and final product performance.
Below is an engineering-level overview of the processes used at 7Titanium.
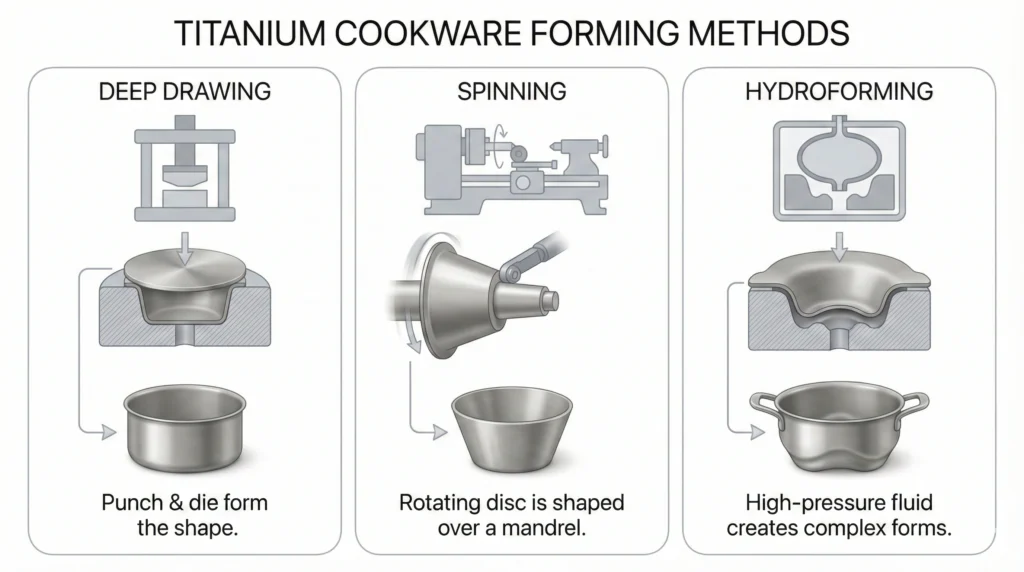
1. Deep Drawing (深拉伸)
The most common process for titanium pots, cups, and bowls.
Titanium sheets are drawn into shape using high-pressure tooling.
- • Best for 0.4–0.7 mm wall thickness
- • Requires hardened tooling for titanium
- • Lower cost at scale; stable OEM yield rate
- • Perfect for symmetrical shapes: pots, mugs, bowls
2. Spinning
A rotating titanium disc is formed over a mandrel using controlled pressure.
Produces seamless curved walls with excellent structural strength.
- • Suitable for frypans, rounded pots
- • Excellent consistency for thin-wall designs
- • Higher labor & machine cost than deep drawing
- • Premium appearance with smooth continuous curvature
3. Forging
Mainly used for handles, lids, brackets, and high-strength components.
Enhances rigidity and surface hardness.
- • Not for thin-wall cookware bodies
- • Ideal for Grade 5 titanium structural parts
- • Increases strength & precision for mechanical joints
- • Higher cost but required for durability
4. Laser Welding
Required when attaching handles, lugs, multi-piece components,
or hybrid-grade structures. Titanium requires argon protection
to prevent oxidation during welding.
- • Essential for side handles, bail handles, brackets
- • Creates strong, clean seams with minimal deformation
- • Requires strict shielding gas protection
- • Impacts QC & tooling design at early OEM stages
5. CNC Machining
Used for precision components: lid knobs, handle joints,
and high-tolerance interfaces.
- • Suitable for Grade 5 titanium
- • High machining hardness increases tool wear
- • Higher cost, but best for accuracy & premium feel
- • Allows intricate custom branding
OEM Process Selection Framework
- If weight is priority: Deep drawing + annealing for 0.4–0.5 mm cookware.
- If aesthetics are priority: Spinning for seamless curved walls.
- If strength is priority: Forged or CNC Grade 5 titanium components.
- If modular structure: Laser welding with precision jigs.
At 7Titanium, all forming methods are validated through tooling simulation,
force-distribution analysis, and real-world cooking durability tests to ensure
the final cookware meets OEM specifications and market positioning.

Surface Treatments & Finishing
Titanium cookware requires specialized finishing techniques to achieve the desired aesthetics, cooking performance, corrosion resistance, and brand differentiation. Each finish impacts surface hardness, friction behavior, cleanability, and usability in real outdoor environments.
1. Sandblasting (喷砂)
The most common finish for titanium cookware. Creates a uniform matte texture and enhances grip.
- • Hides micro-scratches effectively
- • Ideal for pot bodies and cups
- • Requires fine ceramic media for titanium
- • Neutral, premium outdoor aesthetic
2. Polishing (抛光)
Produces a smooth reflective finish. Mainly used for premium or presentation-grade cookware.
- • Harder to scratch, easier to wipe clean
- • Higher labor & machine time
- • Suitable for Grade 2 titanium surfaces
- • Not common for ultralight markets
3. Heat Oxidation Finish (火焰氧化色 / 烧色)
Controlled heating creates natural oxide layers with blue–purple tones. Popular in enthusiast and collector markets.
- • 100% chemical-free colorization
- • Each piece has unique color gradients
- • Higher scrap rate than standard finishes
- • Great for “burnt titanium” aesthetic SKUs
4. Laser Engraving (激光雕刻)
The preferred method for branding titanium products. Precise, durable, and does not damage structural integrity.
- • Ideal for logos, graduations, serial numbers
- • Compatible with complex shapes
- • No ink or chemical coating required
- • Best practice for OEM private-label designs
5. Non-Coating Approach (无化学涂层理念)
Unlike stainless steel and aluminum, titanium cookware for outdoor use typically avoids chemical coatings.
- • No Teflon / PFAS / ceramic coating
- • 100% metal–only surface
- • Safe for open flame & high-temperature cooking
- • Must educate consumers on oil-based nonstick usage
OEM Surface Selection Guide
- For ultralight cookware: Sandblasting + fine brushing.
- For premium retail SKUs: Polishing + deep engraving.
- For enthusiast markets: Controlled oxide color finishes.
- For durability-first cookware: Matte blasting + reinforced rim forming.
7Titanium performs all finishing processes in-house for maximum consistency, allowing OEM clients to match textures across cookware sets and control brand identity at a surface-level engineering standard.
Похожие статьи:

Handle & Lid Engineering
Handle and lid structures directly determine safety, usability, heat transfer control,
packability, and long-term durability of titanium cookware.
Outdoor use environments — open flame, uneven heat, impact, and repeated folding — require
engineering choices different from indoor kitchen cookware.
1. Foldable Wire Handles
The most common choice for ultralight titanium pots and mugs.
Built from Grade 5 titanium or stainless-steel wire, depending on OEM cost targets.
- • Extremely lightweight & compact for backpacking
- • Minimal heat conduction if welded at low contact points
- • Rubber sleeves optional, but not recommended for open flame users
- • Ideal for 300–900ml mugs & small pots
2. Fixed Side Handles
Suitable for cookware ≥ 1.2L that requires stable grip and controlled pouring.
- • Stronger torque resistance than foldable designs
- • Preferred for cooking sets with frying pans
- • Heavier, but provides professional cooking feel
- • Ideal for family camping titanium sets
3. Bail Handles
Optimized for hanging over fire or tripod in bushcraft scenarios.
- • Best for 1–2L pots used on open flame
- • Prevents tipping when cooking heavy contents
- • Requires precision welding for structural integrity
- • Often paired with foldable side handles (dual-function)
4. CNC Titanium Lid Knobs
Premium outdoor brands increasingly request CNC-grade lid knobs for higher durability
and branding control.
- • Grade 5 titanium or aluminum alloy
- • Heat resistant & extremely durable
- • Can be laser engraved or bead-blasted
- • Adds premium identity to OEM cookware lines
5. Lid Fit Engineering
Lid fit affects steam retention, boiling efficiency, and wind resistance.
- • Outdoor cookware prefers loose-fit for boil-over prevention
- • Tight-fit is better for home-style cooking
- • Titanium’s spring-back effect requires precise forming molds
- • Optional steam vent opening for OEM brands
6. Welds vs Rivets
A critical engineering choice that impacts lifetime durability.
- Welded Handles — stronger, seamless, corrosion-free,
preferred for titanium cookware. - Riveted Handles — lower cost but heavier and prone to loosening.
- • Premium outdoor brands almost always choose welded structures
- • Weld quality must match titanium grade (refer to Grade 2 / Grade 5 guide)
OEM Engineering Selection Guide
- Ultralight markets: Foldable wire handles + loose-fit lids.
- Premium retail cookware: Fixed handles + CNC titanium knobs.
- Bushcraft / survival markets: Bail handles + reinforced welds.
- Large-volume OEM projects: Welded handle bases to reduce QC risk.
7Titanium engineers and welders provide in-house jig systems to ensure identical handle angles
and lid alignment across mass production — a key requirement for premium OEM brands.
Related Engineering Guides:
Weight Optimization Strategy
Weight is the core value proposition of titanium cookware. OEM brands must balance durability, packability, heat efficiency, and structural strength while maintaining the lowest possible mass. Weight engineering is not simply “making walls thinner”—it is a multi-variable decision involving material grade, thickness distribution, geometry, and process control.
1. Differential Wall Thickness
Rather than applying a uniform thickness, premium titanium cookware optimizes thickness per zone:
- • Base: 0.5–0.7mm for improved heat distribution
- • Sidewalls: 0.3–0.45mm for maximum weight reduction
- • Rim: reinforced to prevent deformation during welding or lid fit
7Titanium’s forming jigs ensure repeatable thickness distribution during deep drawing.
2. Material Grade Selection
Titanium Grade 2 provides excellent forming capability and a lighter overall weight, while Grade 5 is stronger and allows thinner walls without losing structural rigidity. Choosing the correct grade is a major lever for OEM weight targets.
3. Geometry-Driven Weight Reduction
Shape has measurable impact on weight and manufacturability:
- • Straight-wall pots maximize volume per gram
- • Curved-wall designs improve rigidity, allowing thinner sidewalls
- • Wide-bottom vessels improve heat efficiency and stability
OEM brands should select geometry based on target markets (ultralight vs family camping).
4. Weld and Handle Optimization
Handle bases and weld points are often the heaviest localized areas. Weight can be reduced through:
- • Minimal-contact weld tabs
- • Reduced weld bead length
- • Wire handle designs instead of fixed plates
Proper jig alignment ensures weld strength even with lighter components.
5. Process Control for Thin-Wall Forming
Thin-wall titanium requires stable deep-drawing processes:
- • Lubrication and temperature control to prevent micro-cracking
- • Multi-stage drawing to maintain shape accuracy
- • Spring-back compensation for precise rim diameter
These steps are critical to ensure lightweight products survive real outdoor stress.
6. Weight Benchmarking for OEM Projects
Typical market benchmarks for titanium cookware:
- • 450–600ml mug: 65–95g
- • 750–900ml pot: 105–135g
- • 1.2–1.4L pot: 145–185g
- • Frying pans: 85–140g depending on handle choice
Benchmarking ensures your new OEM model aligns with competitive UL gear standards.
Request a Weight-Engineered OEM Proposal
Our engineers can simulate, optimize, and benchmark weight for any titanium cookware design.

OEM Cost Structure for Titanium Cookware
Titanium cookware requires specialized forming, welding, and surface finishing processes. Understanding the cost structure allows OEM buyers to make informed decisions, reduce development risk, and forecast long-term pricing stability. Titanium is not a commodity product—its cost model is driven by engineering parameters rather than purely volume. The following breakdown reflects how manufacturers calculate real OEM costs.
1. Tooling & Engineering Fixtures
Tooling is the largest upfront cost in titanium cookware development. Each vessel typically requires:
- • Deep-drawing mold
- • Secondary forming / trimming fixtures
- • Handle welding jigs
- • Calibration rings for rim accuracy
Typical range: $1,800 – $6,000 per mold depending on size and complexity. Multi-stage forming increases tooling cost but improves yield rate and consistency.
2. Raw Material (Titanium Sheet Pricing)
Material grade and thickness directly impact pricing. Grade 2 is most common for cookware; Grade 5 is used in ultra-light or high-rigidity designs.
Key variables that influence cost:
- • Titanium spot price (global market volatility)
- • Sheet thickness (0.3mm vs 0.5mm vs 0.7mm)
- • Grade 2 vs Grade 5 material choice
- • Sheet rolling method (annealed vs cold-rolled)
Ссылка: Titanium Grade Comparison
3. Welding & Assembly
Titanium welding requires argon shielding to prevent oxidation. Skilled TIG welding adds significant cost due to:
- • Labor-intensive weld preparation
- • Multiple weld passes on thicker components
- • Strict heat control to avoid distortion
- • Post-weld cleaning and sandblasting
Welding cost increases with the number of components: wire handles < plate handles < folding handles with brackets.
4. Surface Treatment & Finishing
Finishing determines the final consumer perception. Titanium cookware may include:
- • Sandblasting (uniform matte aesthetic)
- • Fine polishing (premium reflective finish)
- • Acid cleaning (oxide removal)
- • Anti-fingerprint nano-coating (optional)
Finishing is typically 8–15% of total cost depending on process complexity.
5. Quality Control & Yield Rate
Titanium forming has a lower yield rate than aluminum or stainless steel. OEM cost is influenced by:
- • Deep-drawing success rate
- • Weld failure rate
- • Surface defect rejection
- • Dimensional accuracy checks
Better tooling reduces scrap rate, directly lowering unit cost.
6. Packaging & Branding
OEM packaging options significantly affect cost:
- • Bulk pack (lowest cost)
- • Individual boxed sets
- • Custom printing or color packaging
- • EVA storage bags or mesh bags for camping brands
Packaging is often 5–12% of total project cost.
7. Volume & MOQ Tiers
Unit cost decreases with volume because:
- • Tooling is amortized across more units
- • Material waste can be optimized
- • Production line setup cost spreads over batches
Typical OEM cookware MOQ: 300–800 sets per model.
Request a Full OEM Cost Breakdown
Our engineering team can prepare a detailed cost model based on your design, volume, and material requirements.

Supply Chain & QC Workflow for Titanium Cookware OEM Projects
Titanium cookware manufacturing requires a controlled supply chain and a multi-stage quality assurance framework. OEM buyers benefit from understanding how each phase—from material sourcing to final inspection—contributes to performance, durability, and cost consistency. The following workflow reflects the typical production sequence used by professional titanium cookware manufacturers.
1. Raw Material Sourcing & Certification
Cookware production begins with certified titanium sheet from trusted mills. Requirements include:
- • Grade 2 or Grade 5 titanium sheets
- • Mill Test Certificates (MTC / EN 10204 3.1)
- • Thickness accuracy tolerance checks
- • Surface defect inspection before forming
Material selection impacts cost, safety, and long-term supply stability. Reference: Titanium Grades Guide
2. Pre-Production Engineering
Engineering converts design intent into manufacturable specifications. Key actions:
- • CAD refinement and structural review
- • Thickness optimization for weight and rigidity
- • Handle / bracket geometry evaluation
- • Welding path and shielding plan
- • Tooling validation and trial run scheduling
Engineering accuracy determines scrap rate and tooling longevity.
3. Tooling Fabrication & First Article Sample (FAS)
Tooling is built based on the approved engineering files. After tooling completion:
- • First deep-draw trial (checking deformation)
- • Rim accuracy measurement
- • Handle interface and bracket alignment
- • Weld feasibility test
- • Weight target validation
The FAS is submitted to the buyer for evaluation before mass production.
4. Material Preparation & Cutting
Titanium sheet is cut to precise blanks to ensure consistent forming. QC checkpoints include:
- • Sheet thickness tolerance ±0.02–0.05mm
- • Surface oxide removal
- • Burr-free trimming
- • Pre-forming annealing if required
5. Deep Drawing & Forming
Drawing titanium requires high tonnage and lubricated forming to prevent cracking:
- • Multi-stage forming for larger cookware
- • Dimensional accuracy check per batch
- • Rim reinforcement for stability
- • Annealing between draw steps for Grade 5
6. Welding, Riveting & Assembly
Titanium welding requires oxygen-free environments. QC includes:
- • TIG welding with argon shielding
- • Weld penetration and heat tint inspection
- • Bracket alignment accuracy check
- • Foldable handle torque-test (if applicable)
7. Surface Treatment & Cleaning
After forming and welding, cookware undergoes finishing:
- • Sandblasting or bead blasting
- • Acid cleaning for oxide removal
- • Deburring and edge rounding
- • Optional nano-coating for fingerprints
8. Multi-Stage QC & Final Inspection
Professional OEM QC includes:
- • Dimensional tolerance measurement
- • 100% visual surface inspection
- • Weld strength test
- • Weight and thickness verification
- • Functional test with flame or induction
QC supervisors sign the batch before packaging begins.
9. Packaging, Labeling & Export Logistics
Packaging depends on brand requirements and shipping mode:
- • Bulk packing for lowest cost
- • Individual retail boxes (custom artwork)
- • EVA or mesh storage bags
- • Carton drop-test compliance
Final steps include freight coordination, customs documentation, and palletization.
Get a Full OEM Supply Chain & QC Plan for Your Cookware Project
Our engineering and QC teams can prepare a detailed plan tailored to your design, target market, and compliance requirements.
Packaging & Branding Options for Titanium Cookware OEM Buyers
Packaging is a critical part of the OEM supply chain—not just for product protection, but also for brand storytelling, retail readiness, and customer experience. Outdoor and DTC brands often require a balance between durability, weight optimization, and visual identity. This section outlines the full range of packaging and branding routes available for titanium cookware projects.
1. Bulk Export Packaging (Most Cost-Efficient)
Ideal for brands that repackage the cookware in their own facilities or 3PL. This method minimizes cost and shipping volume.
- • Polybag or kraft wrap
- • Optional barcode sticker
- • Dense master-carton loading for lowest freight cost
- • Recommended for B2B wholesale and Amazon FBA prep centers
2. Custom Retail Packaging
Designed for premium DTC brands and retailers requiring visual shelf appeal and consistent brand identity.
- • Full-color printed retail box
- • Recyclable kraft paper box (eco-focused)
- • Minimalist white or matte-black box for premium brands
- • QR code, instruction card, care manual
Artwork can be supplied in AI/PDF formats. Optional add-on: custom EVA interior molding for protection.
3. Soft Storage Bags (Ultralight Setup)
Popular with outdoor brands focused on weight savings. Works particularly well for nesting cookware, cup sets, and pot systems.
- • Mesh bag (ultralight)
- • Ripstop nylon pouch
- • Heat-resistant felt pouch
- • Branding available via woven label or printed logo
4. EVA + Molded Protective Cases
Offers high-impact resistance and is preferred for premium cookware kits or multi-piece sets.
- • Custom molded EVA case with exact silhouette
- • Zipper or magnetic closure
- • Debossed or printed logo options
- • Ideal for camping sets and luxury outdoor gift bundles
5. Branding Methods (Logo Customization)
Cookware OEM projects typically support multiple branding techniques depending on the desired visual effect and durability.
- • Laser engraving (most common and durable)
- • Embossed / debossed logo (requires tooling)
- • Silk screen printing (for lids, handles, retail boxes)
- • Electrolytic color marking (select models)
See related manufacturing guide: OEM Titanium Mugs Guide 2025
6. Regulatory & Retail Requirements
Packaging can be prepared according to market standards to simplify import and warehouse workflows.
- • UPC/EAN barcode placement
- • FDA / EU food-contact labeling (if applicable)
- • Country-of-origin marking
- • Instruction manuals with care guidance
Request Packaging Mockups & Branding Samples
Our design and engineering teams can prepare retail box mockups, logo placement options, and packaging prototypes tailored to your brand.

MOQ Strategy & Lead Time Planning for Titanium Cookware OEM
Titanium cookware requires specialized forming, welding, and finishing processes. Because tooling costs and batch efficiencies differ from stainless steel or aluminum, OEM buyers benefit from understanding how MOQ, tooling decisions, and lead times are structured across different cookware categories.
1. MOQ by Product Category
The minimum order quantity varies based on forming complexity and tooling.
- Single-wall pots / bowls: 300–500 units
- Deep-drawn cookware sets: 500–800 units
- Fry pans or wide-diameter vessels: 600–1000 units
- Multi-piece cookware kits: 300–500 sets
- Custom handle assemblies: 1000+ pieces (metal forming MOQ)
MOQ can be lower for engineering samples, pre-launch batches, or Kickstarter/DTC validation runs.
2. Tooling Impact on MOQ
Tooling investment is the biggest driver of MOQ flexibility.
- • Custom deep-draw tooling enables 300+ unit production
- • Shared tooling lowers cost but limits shape customization
- • Emboss molds for logo require separate tooling (optional)
- • Handle stamping dies typically require higher MOQ (≥1000 pcs)
See tooling guidance in: OEM Titanium Mugs Guide 2025
3. Lead Time Breakdown (Standard)
Lead times differ by product complexity and factory load.
- Tooling fabrication: 20–35 days
- First Article Sample (FAS): 10–15 days
- Mass production (300–800 units): 25–35 дней
- Large-scale runs (1,000+ units): 35–45 days
- Custom handles / lids: +10–20 days depending on tooling
Seasonal peaks (Aug–Nov) may extend lead times; January shutdown should be considered for annual planning.
4. Lead Time for Packaging & Branding
- Retail box printing: 12–18 days
- EVA molded cases: 20–25 days
- Artwork approval: 3–5 дней
- Barcode/label production: 5–7 days
Packaging lead times can run in parallel with cookware production to shorten total timeline.
5. Strategies for Lower MOQ
Buyers seeking flexibility can use the following approaches:
- • Use existing tooling instead of custom dies
- • Standardize handle design across multiple SKUs
- • Start with a single SKU before full kit development
- • Combine orders into quarterly production batches
- • Pre-approve surface finish & color to avoid re-runs
6. Forecasting & Supply Chain Planning
Professional outdoor brands typically plan production using:
- • 6-month demand forecast for stable SKUs
- • Annual tooling amortization plan
- • Pre-Chinese New Year reservation (critical for Q1 delivery)
- • Quarterly reorder cycles for DTC brands
See supply chain reference: Titanium vs Stainless Steel Supply Chain Guide
7. Shipping Lead Times (Global)
- FedEx / DHL samples: 5–8 days
- Air freight: 7–12 дней
- Sea freight to US West Coast: 18–25 days
- Sea freight to Europe: 32–40 days
- FBA direct shipment available
Request a Custom MOQ & Lead Time Plan
Our team can prepare a detailed roadmap based on your target launch date, SKU structure, tooling needs, and expected production volume.
RFQ Checklist for Titanium Cookware Buyers
A complete RFQ (Request for Quotation) ensures accurate costing, faster engineering alignment, and predictable lead times. Titanium cookware has unique forming and welding requirements, so providing detailed specifications significantly reduces sampling loops and miscommunication. Use the following checklist to prepare an effective RFQ for OEM production.
1. Product Category & Intended Use
Clarify what you are developing:
- • Single pot / bowl / fry pan / lid
- • Multi-piece cookware set
- • Nesting camping system
- • Ultralight vs heavy-duty use case
Intended use affects thickness selection, welding strategy, and weight targets.
2. Dimensions & Engineering Data
Please include:
- • Diameter, height, rim thickness
- • Target volume (ml / oz)
- • Target weight
- • Handle design (folding, fixed, riveted)
- • Lid geometry (with steam hole or not)
CAD drawings (STEP/IGES/PDF) significantly accelerate feasibility assessment.
3. Material Grade & Thickness
- • Grade 2 (commercial pure titanium)
- • Grade 5 (Ti-6Al-4V for high rigidity)
- • Target sheet thickness (0.4–0.8 mm typical)
- • Single-wall vs double-wall construction
Ссылка: Titanium Grades Guide
4. Surface Treatment & Finish
Specify your preferred finish:
- • Sandblasted matte
- • Brushed finish
- • Acid-cleaned natural titanium
- • Nano anti-fingerprint coating (optional)
5. Handle & Assembly Requirements
- • Handle style: wire, stamped, CNC, wood insert
- • Riveted vs welded interface
- • Heat resistance requirements
- • Load-bearing or hanging loop requirements
6. Branding Requirements
- • Laser engraving (most common)
- • Embossing / debossing (requires tooling)
- • Print on lid / handle / retail box
- • Logo position, size, stroke thickness
7. Packaging Instructions
- • Bulk export packaging (lowest cost)
- • Retail box (printed or kraft)
- • Mesh / nylon / EVA pouch
- • Barcode, QR code, instruction card
8. Quantity & Forecasting
- • First batch quantity
- • Annual forecast (for better pricing)
- • Whether you need lower MOQ for launch testing
See production planning in: Titanium Supply Chain Guide
9. Compliance & Testing
- • LFGB / FDA food-contact requirements
- • BPA-free declarations (if applicable)
- • Drop-test for retail packaging
- • Outdoor flame test expectations
10. Target Price & Delivery Expectations
- • Target FOB or EXW price range
- • Packaging included or excluded
- • Preferred delivery date
- • Destination country or FBA warehouse
Download a Full RFQ Template for Titanium Cookware
Submit your project details and receive a customized RFQ template tailored for cookware, outdoor equipment, or DTC product lines.









