
Производство титановой посуды: контроль процессов и риски качества
Резюме: Контроль рисков на стороне покупателя
Titanium manufacturing is fundamentally different from stainless steel or aluminum. Its high reactivity with oxygen and tendency to “gall” requires strict process discipline. Quality cannot be inspected into a titanium pot; it must be manufactured into it.
For OEM buyers, the critical checkpoints are Vacuum Annealing и Inert Gas Welding. Failure in these steps results in delayed cracking and structural failure.
Unlike stainless steel, where surface defects can often be buffed out, titanium defects are usually structural and terminal. Understanding the friction science and metallurgy of the process is essential for evaluating supplier competence.
Этап 1: Подготовка материала и смазка
Процесс начинается с ASTM B265 Класс 1 или Класс 2 катушка. Титан имеет систему ограниченного скольжения по сравнению со сталью, что делает его склонным к разрыву во время первого удара.
1. Заготовка и направление зерна
Титан обладает значительной «плоской анизотропией». Если производитель не учтет направление волокон катушки, в процессе вытяжки чашка будет образовывать неровные края («ушки»), что приведет к чрезмерному расходу материала.
2. Смазка под высоким давлением
Титан любит приваривать к стальным штампам методом холодной сварки. Заводы должны использовать сверхпрочные полимерные пленки или дисульфид молибдена ($MoS_2$) смазочные материалы для предотвращения истирания. На этапе очистки убедитесь, что смазка сертифицирована как безопасная для пищевых продуктов.
Этап 2: Глубокая вытяжка (этап формирования)
This is where the flat disc becomes a 3D vessel. The primary challenge is Spring-back.
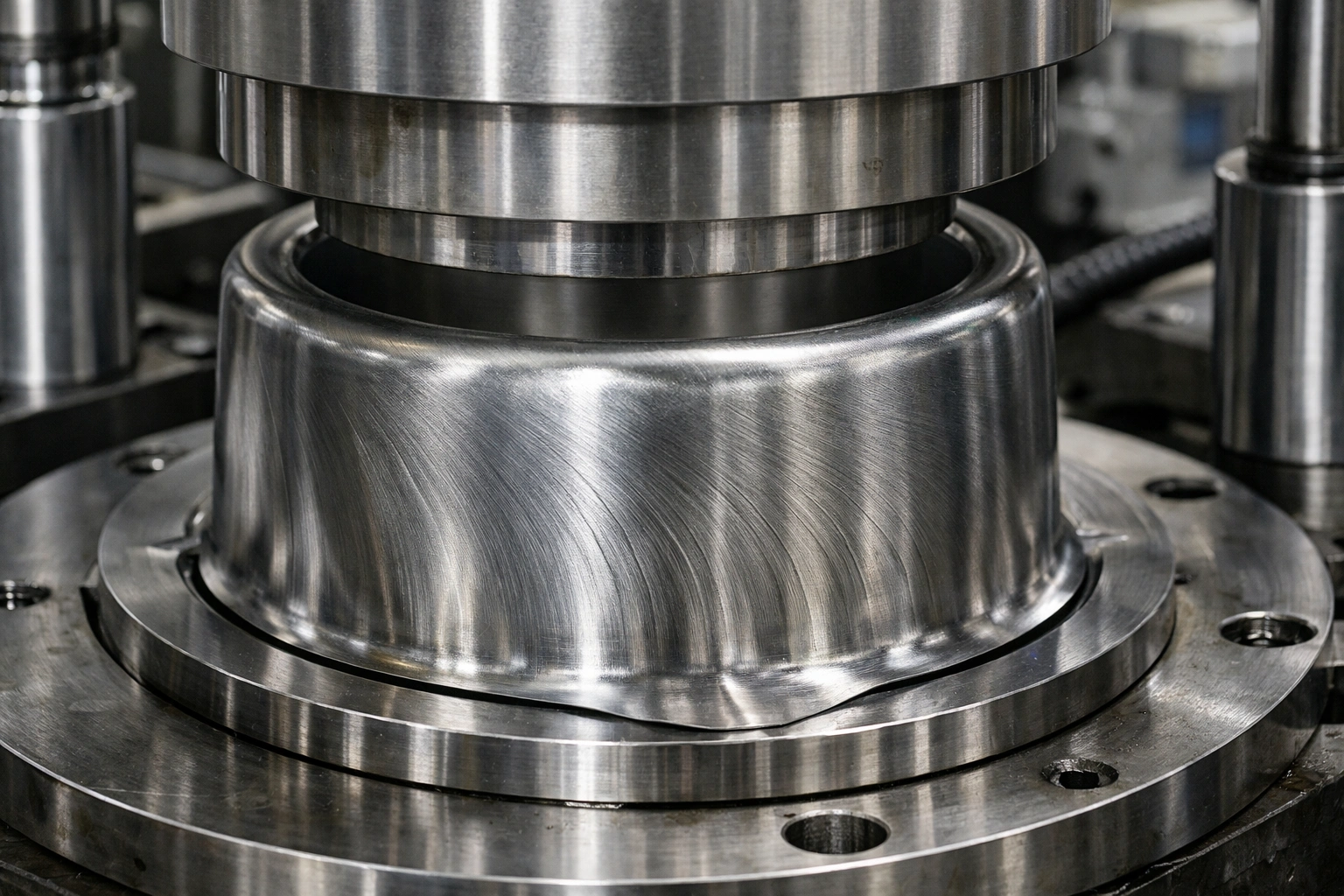
3. Hydraulic Press Forming
Titanium requires slow-speed hydraulic drawing. If the design calls for a 90° wall, the tool might need to be over-bent to 92° so the metal settles back to 90°. Look for “Orange Peel” texture, which indicates poor raw material grain size.
Phase 3: Vacuum Annealing (The Critical Step)
After drawing, the titanium crystal structure is work-hardened. It becomes brittle and prone to stress corrosion cracking.

4. Stress Relief & Vacuum Shielding
At 700°C, titanium avidly absorbs oxygen. Air annealing results in a brittle “Alpha Case” layer. Vacuum Annealing is non-negotiable for maintaining ductility and LFGB safety compliance.
Phase 4: Assembly & Inert Gas Welding

The “Color Test” for Weld Quality
| Weld Color | Quality Status | Structural Implication |
|---|---|---|
| Silver | Perfect | Ideal shielding. Maximum ductility. |
| Straw / Gold | Acceptable | Slight surface oxidation. Acceptable for cookware. |
| Blue / Purple | Risk | Moderate oxidation. Potential brittleness. |
| White Powder | FAIL | Severe oxidation. Weld will likely crack. |
Phase 5: Surface Finishing & Cleaning

5. Surface Treatment & Ultrasonic Cleaning
Whether sandblasted or polished, the final step must be Ultrasonic Degreasing. Incomplete cleaning of polishing wax is the leading cause of consumer complaints and “black residue.”
Phase 6: Final QC & AQL Standards
We recommend AQL 2.5/4.0 for titanium lines:
- White Cloth Test: No grey/black residue on alcohol wipe.
- Flatness: Slight concavity to handle heat expansion.
- Vacuum Integrity: Required for double-wall insulated gear.
- Safety: Rolled rims must be fully closed with zero burrs.
Building a Resilient Supply Chain
Skilled titanium manufacturing is about process control, not just price. Ensure your partner uses vacuum annealing and high-purity Argon.
Deepen Your Knowledge:
Explore our guide on Titanium Cookware Strategic Benefits.









