
Fabricação de panelas de titânio: controle de processo e pontos de risco de qualidade
Resumo executivo: Controle de risco do lado do comprador
A fabricação de titânio é fundamentalmente diferente do aço inoxidável ou do alumínio. Sua alta reatividade com oxigênio e tendência a “galhas” exige rigorosa disciplina de processo. A qualidade não pode ser inspecionada em um recipiente de titânio; deve ser fabricado nele.
Para compradores OEM, os pontos de verificação críticos são Recozimento a Vácuo e Soldagem a Gás Inerte. A falha nessas etapas resulta em fissuração retardada e falha estrutural.
Ao contrário do aço inoxidável, onde os defeitos superficiais muitas vezes podem ser eliminados, os defeitos do titânio são geralmente estruturais e terminais. Compreender a ciência do atrito e a metalurgia do processo é essencial para avaliar a competência do fornecedor.
Fase 1: Preparação e Lubrificação do Material
O processo começa com ASTM B265 Grau 1 ou Grau 2 bobina. O titânio possui sistemas de deslizamento limitados em comparação ao aço, tornando-o propenso a rasgar durante o punção inicial.
1. Corte e direção do grão
O titânio tem uma “anisotropia planar” significativa. Se o fabricante não levar em conta a direção da fibra da bobina, o copo formará bordas irregulares (“orelhas”) durante a trefilação, levando ao desperdício excessivo de material.
2. Lubrificação de alta pressão
O titânio adora soldar a frio em matrizes de aço. As fábricas devem usar filmes de polímeros resistentes ou dissulfeto de molibdênio ($MoS_2$) lubrificantes para evitar escoriações. Certifique-se de que o lubrificante seja certificado como seguro para alimentos para a fase de limpeza.
Fase 2: Estampagem Profunda (Estágio de Formação)
É aqui que o disco plano se torna um recipiente 3D. O principal desafio é Primavera de volta.
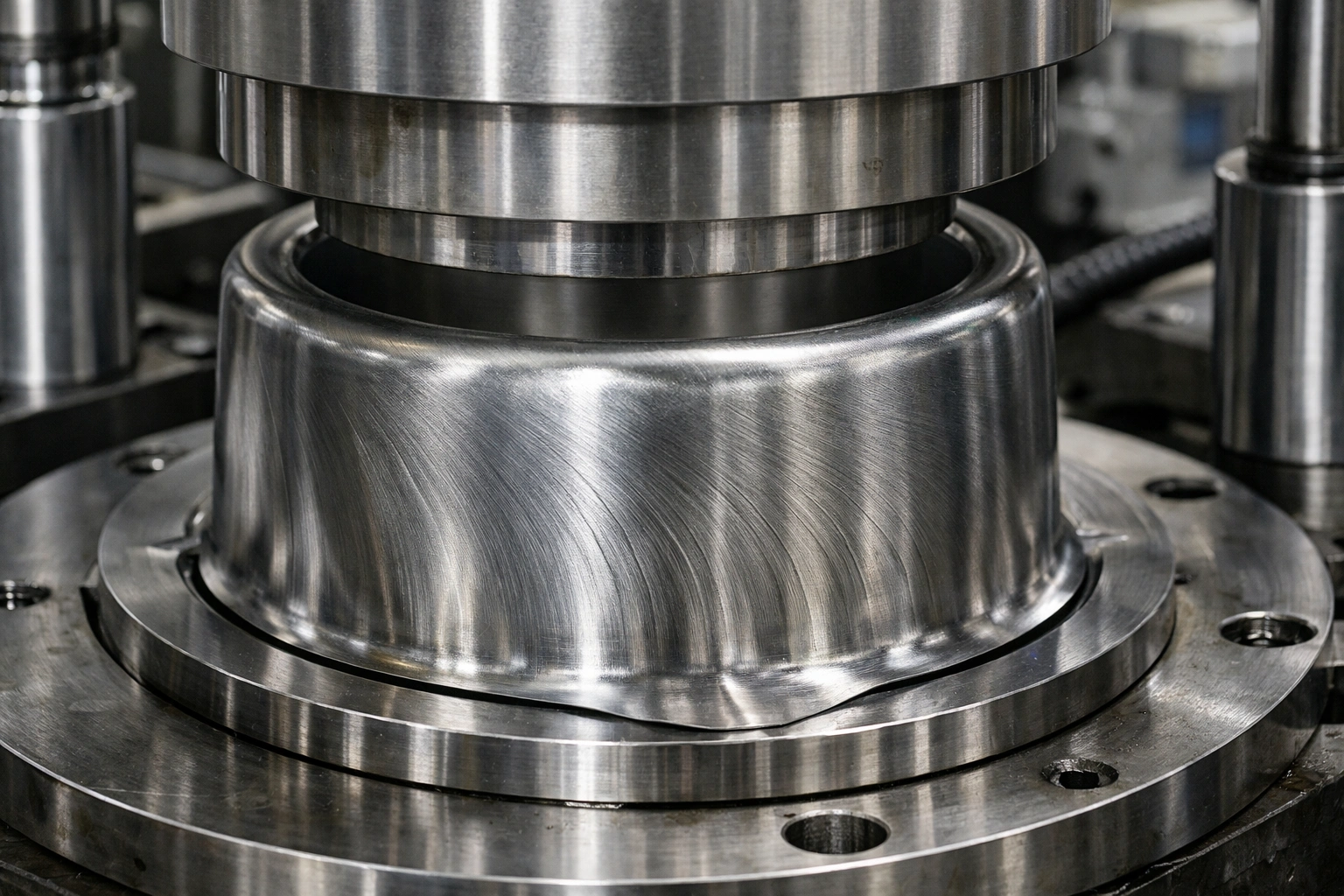
3. Formação de prensa hidráulica
O titânio requer desenho hidráulico de baixa velocidade. Se o projeto exigir uma parede de 90°, a ferramenta pode precisar ser dobrada demais para 92° para que o metal retorne a 90°. Procure a textura “casca de laranja”, que indica um tamanho de grão pobre da matéria-prima.
Fase 3: Recozimento a Vácuo (A Etapa Crítica)
Após a trefilação, a estrutura cristalina de titânio é endurecida. Torna-se frágil e sujeito a fissuras por corrosão sob tensão.

4. Alívio de estresse e proteção contra vácuo
A 700°C, o titânio absorve avidamente o oxigênio. O recozimento a ar resulta em uma camada frágil “Alpha Case”. Recozimento a Vácuo não é negociável para manter a ductilidade e a conformidade com a segurança do LFGB.
Fase 4: Montagem e Soldagem com Gás Inerte

O “Teste de Cor” para Qualidade de Solda
| Cor da solda | Status de qualidade | Implicação Estrutural |
|---|---|---|
| Prata | Perfeito | Blindagem ideal. Máxima ductilidade. |
| Palha / Ouro | Aceitável | Ligeira oxidação superficial. Aceitável para utensílios de cozinha. |
| Azul / Roxo | Risco | Oxidação moderada. Fragilidade potencial. |
| Pó Branco | FALHAR | Oxidação severa. A solda provavelmente irá rachar. |
Fase 5: Acabamento e Limpeza de Superfície

5. Tratamento de superfície e limpeza ultrassônica
Quer seja jateado ou polido, a etapa final deve ser Desengorduramento Ultrassônico. A limpeza incompleta da cera de polimento é a principal causa de reclamações dos consumidores e de “resíduos pretos”.
Fase 6: Padrões finais de CQ e AQL
Recomendamos QI 2,5/4,0 para linhas de titânio:
- Teste de pano branco: Nenhum resíduo cinza/preto no lenço com álcool.
- Planicidade: Ligeira concavidade para lidar com a expansão térmica.
- Integridade do vácuo: Obrigatório para engrenagem isolada de parede dupla.
- Segurança: Os aros laminados devem estar totalmente fechados e sem rebarbas.
Construindo uma cadeia de suprimentos resiliente
A fabricação qualificada de titânio envolve controle de processo, não apenas preço. Certifique-se de que seu parceiro use recozimento a vácuo e argônio de alta pureza.
Aprofunde seu conhecimento:
Explore nosso guia em Benefícios estratégicos das panelas de titânio.









