
Kompletny przewodnik po zaopatrzeniu OEM dla marek outdoorowych — obejmujący wybór gatunku, procesy formowania, kontrolę grubości, przepływ pracy w ramach kontroli jakości i standardy cenowe.
Kompletny przewodnik po zaopatrzeniu OEM dla marek outdoorowych — obejmujący wybór gatunku, procesy formowania, kontrolę grubości, przepływ pracy w ramach kontroli jakości i standardy cenowe.
Podsumowanie wykonawcze
Naczynia kuchenne z tytanu stały się materiałem wybieranym przez marki premium outdoorowe i taktyczne.
Dla nabywców OEM, zrozumienie gatunków tytanu, procesów formowania, kontroli grubości i
struktury łańcucha dostaw mają kluczowe znaczenie dla osiągnięcia stabilnej jakości na dużą skalę.
W tym przewodniku podsumowano standardy inżynieryjne 7Titanium dotyczące produkcji naczyń kuchennych, obejmujące:
- — Wybór klasy: Porównanie klasy 1, klasy 2, klasy 5 (Ti64) pod kątem wydajności naczyń kuchennych
- — Procesy formowania: głębokie tłoczenie, przędzenie, kucie, spawanie laserowe, obróbka CNC
- — Thickness strategy: 0.4–0.8mm guidelines for balancing weight & durability
- — Surface treatment: sandblasting, polishing, oxide finish, non-coating hygiene grade
- — OEM & branding options: laser engraving, embossing, handle customization
- — Cost structure: material % / process % / yield rate / mass production scaling
- — Supply chain workflow: R&D → tooling → sampling → small batch → full production
Whether you are upgrading an existing cookware line or building a premium titanium category from the
ground up, this guide provides a clear, engineer-level foundation to ensure your OEM project
meets performance, compliance, and commercial goals.
Why Titanium for Cookware?
Tytan stał się materiałem wybieranym do produkcji najwyższej jakości naczyń do gotowania na świeżym powietrzu ze względu na swoje właściwości niezrównany stosunek wytrzymałości do masy, odporność na korozję, bezpieczeństwo w kontakcie z żywnością oraz długoterminowa trwałość. W przypadku marek OEM tytan oferuje obie zalety inżynieryjne oraz wyraźne zróżnicowanie handlowe w segmencie ultralekkim.
1. Ultralekka konstrukcja
Tytan ma najwyższy stosunek wytrzymałości do masy spośród metali powszechnych. Tytanowa doniczka o grubości 0,5–0,7 mm zachowuje integralność strukturalną znacznie lżejsze niż stal nierdzewna czy aluminium. Idealne do naczyń kuchennych z plecakiem, lądowych, wojskowych i ekspedycyjnych.
2. Odporność na korozję i warunki atmosferyczne
Czysty tytan tworzy stabilną warstwę tlenku, dzięki czemu jest naturalnie odporny na działanie czynników atmosferycznych słoną wodą, wilgocią i korozją chemiczną. Działa niezawodnie w trudnych warunkach zewnętrznych środowiskach, w których powłoki stalowe mogą ulec degradacji.
3. Powierzchnia w 100% niepowlekana, bezpieczna dla żywności
Naczynia kuchenne z tytanu nie wymagają powłoki zapobiegającej przywieraniu, anodowania ani wykończenia chemicznego. Eliminuje to ryzyko uszkodzenia powłoki lub problemów z PFAS/PFOA, zapewniając markę z wyraźnymi komunikatami dotyczącymi zgodności na rynkach UE i USA.
4. Szybkie nagrzewanie i precyzyjna kontrola
Chociaż przewodność cieplna tytanu jest niższa niż aluminium, jest on niezwykle cienki konstrukcja ściany umożliwia szybkie nagrzewanie i elastyczną kontrolę temperatury. Dzięki temu możliwe jest efektywne wykorzystanie paliwa podczas gotowania na świeżym powietrzu.
5. Długoterminowa wartość komercyjna
Naczynia kuchenne z tytanu zapewniają wyższe marże detaliczne i długie cykle życia produktów. Marki czerpią korzyści z pozycjonowania premium, podwyższonej postrzeganej wartości, i silne zróżnicowanie na zatłoczonym rynku naczyń kuchennych.

Gatunki tytanu do naczyń kuchennych
Choosing the correct titanium grade is critical for cookware performance, weight, forming difficulty, and final cost. Outdoor cookware typically uses commercially pure titanium (CP Titanium) for its balance of strength, formability, and food-contact safety, while Grade 5 is used selectively for high-stress structural components.
| Stopień | Kompozycja | Wytrzymałość | Formability | Best Use in Cookware |
|---|---|---|---|---|
| Klasa 1 | 99.5% CP Titanium | Low–Medium | Doskonały | Ultra-light pots, bowls, lids |
| klasa 2 | 99.2% CP Titanium | Średni | Very Good | Mainstream cookware, mugs, frypans |
| Klasa 5 (Ti-6Al-4V) | 6% Al, 4% V | Very High | Niski | Handles, brackets, structural parts (not food-contact) |
Grade Selection Guide
- Klasa 1 — Best for brands prioritizing ultralight performance (thinnest wall forming).
- klasa 2 — Ideal for standard outdoor cookware balancing durability and cost.
- Grade 5 — Used only for load-bearing parts; not for direct cooking surfaces.
For most cookware OEM projects, we typically recommend Grade 1 for minimal weight or Grade 2 for broader product lines requiring higher durability. Grade 5 is incorporated selectively into handles or mechanical joints where increased rigidity is needed.
Zalecana lektura:
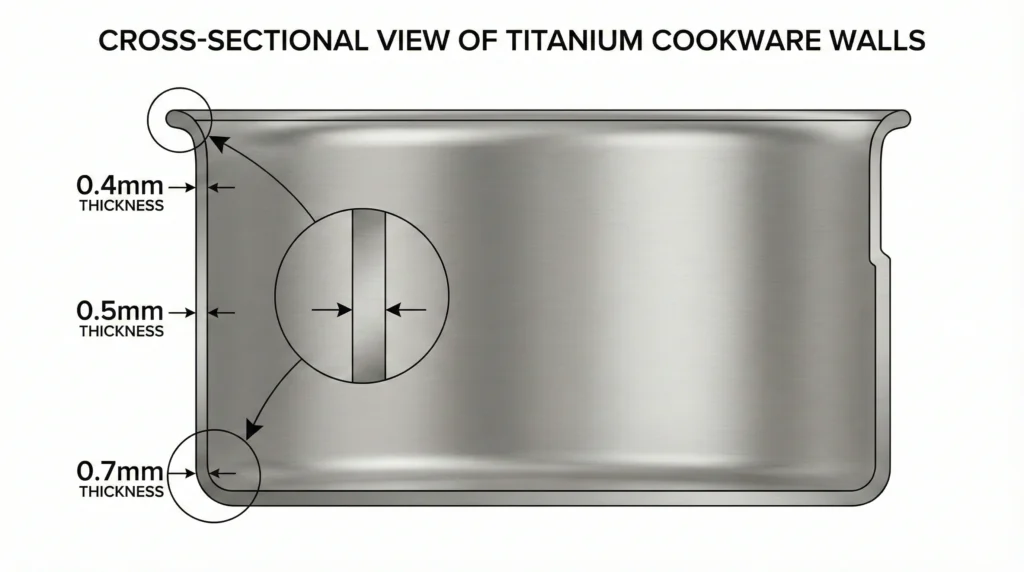
Thickness Strategy for Cookware
Titanium cookware typically ranges from 0.4 mm to 0.8 mm in thickness. Choosing the correct thickness directly influences weight, structural rigidity, heating efficiency, durability, and total production cost. For OEM buyers, defining thickness early ensures correct tooling, forming parameters, and predictable mass-production yield rates.
| Thickness | Waga | Trwałość | Typical Use Cases |
|---|---|---|---|
| 0.40 mm | Ultra-light | Low–Medium | Backpacking pots, minimalist cups, boil-only cooking |
| 0.50 mm | Very light | Średni | Standard camping cookware, all-purpose outdoor sets |
| 0.60 mm | Balanced | Medium–High | High-capacity pots, frypans, general outdoor cooking |
| 0.70–0.80 mm | Cięższy | Wysoki | Large cookware, high-heat tasks, premium durability lines |
The Weight–Strength–Cost Triangle
Thinner walls reduce pack weight but increase forming difficulty.
Thicker walls increase stiffness and resistance to deformation.
Material cost + forming complexity = overall OEM cost level.
OEM Thickness Recommendations
- Ultralight series (fast-boil only): 0.40–0.50 mm
- All-purpose camping cookware: 0.50–0.60 mm
- Large frypans / soup pots: 0.60–0.70 mm
- High durability / premium collections: 0.70–0.80 mm
At 7Titanium, cookware thickness is validated through force deformation testing, yield-rate analysis, and real-world cooking simulations to ensure the selected thickness aligns with your product positioning and market expectations.
Zalecana lektura:
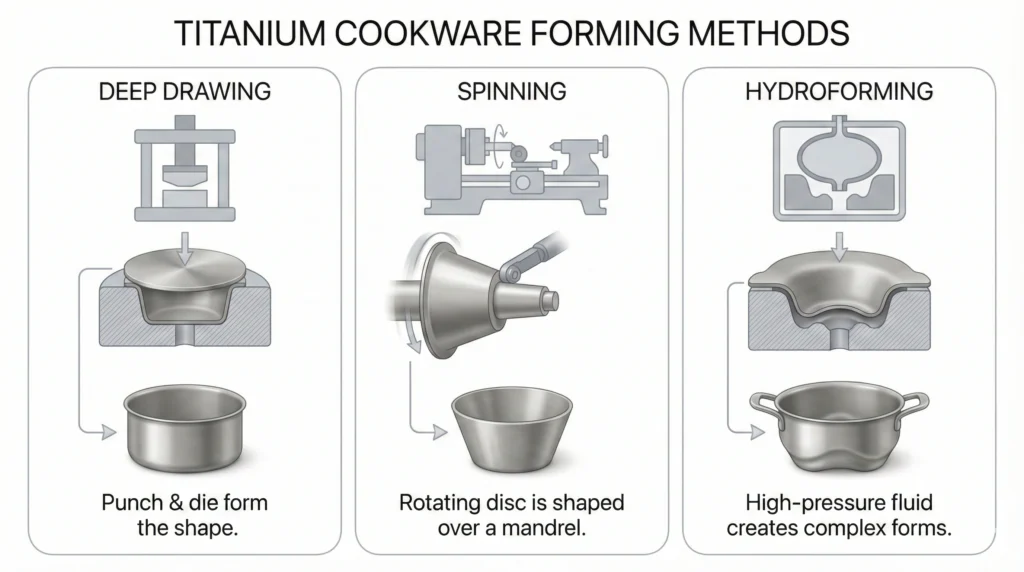
Forming Processes for Titanium Cookware
Titanium’s mechanical properties require specialized forming techniques to achieve
the thin-wall, high-strength structures demanded in outdoor cookware.
Each forming method influences production cost, tooling requirements, yield rate,
and final product performance.
Below is an engineering-level overview of the processes used at 7Titanium.
1. Deep Drawing (深拉伸)
The most common process for titanium pots, cups, and bowls.
Titanium sheets are drawn into shape using high-pressure tooling.
- • Best for 0.4–0.7 mm wall thickness
- • Requires hardened tooling for titanium
- • Lower cost at scale; stable OEM yield rate
- • Perfect for symmetrical shapes: pots, mugs, bowls
2. Spinning
A rotating titanium disc is formed over a mandrel using controlled pressure.
Produces seamless curved walls with excellent structural strength.
- • Suitable for frypans, rounded pots
- • Excellent consistency for thin-wall designs
- • Higher labor & machine cost than deep drawing
- • Premium appearance with smooth continuous curvature
3. Forging
Mainly used for handles, lids, brackets, and high-strength components.
Enhances rigidity and surface hardness.
- • Not for thin-wall cookware bodies
- • Ideal for Grade 5 titanium structural parts
- • Increases strength & precision for mechanical joints
- • Higher cost but required for durability
4. Laser Welding
Required when attaching handles, lugs, multi-piece components,
or hybrid-grade structures. Titanium requires argon protection
to prevent oxidation during welding.
- • Essential for side handles, bail handles, brackets
- • Creates strong, clean seams with minimal deformation
- • Requires strict shielding gas protection
- • Impacts QC & tooling design at early OEM stages
5. CNC Machining
Used for precision components: lid knobs, handle joints,
and high-tolerance interfaces.
- • Suitable for Grade 5 titanium
- • High machining hardness increases tool wear
- • Higher cost, but best for accuracy & premium feel
- • Allows intricate custom branding
OEM Process Selection Framework
- If weight is priority: Deep drawing + annealing for 0.4–0.5 mm cookware.
- If aesthetics are priority: Spinning for seamless curved walls.
- If strength is priority: Forged or CNC Grade 5 titanium components.
- If modular structure: Laser welding with precision jigs.
At 7Titanium, all forming methods are validated through tooling simulation,
force-distribution analysis, and real-world cooking durability tests to ensure
the final cookware meets OEM specifications and market positioning.
Related Articles:

Surface Treatments & Finishing
Titanium cookware requires specialized finishing techniques to achieve the desired aesthetics, cooking performance, corrosion resistance, and brand differentiation. Each finish impacts surface hardness, friction behavior, cleanability, and usability in real outdoor environments.
1. Sandblasting (喷砂)
The most common finish for titanium cookware. Creates a uniform matte texture and enhances grip.
- • Hides micro-scratches effectively
- • Ideal for pot bodies and cups
- • Requires fine ceramic media for titanium
- • Neutral, premium outdoor aesthetic
2. Polishing (抛光)
Produces a smooth reflective finish. Mainly used for premium or presentation-grade cookware.
- • Harder to scratch, easier to wipe clean
- • Higher labor & machine time
- • Suitable for Grade 2 titanium surfaces
- • Not common for ultralight markets
3. Heat Oxidation Finish (火焰氧化色 / 烧色)
Controlled heating creates natural oxide layers with blue–purple tones. Popular in enthusiast and collector markets.
- • 100% chemical-free colorization
- • Each piece has unique color gradients
- • Higher scrap rate than standard finishes
- • Great for “burnt titanium” aesthetic SKUs
4. Laser Engraving (激光雕刻)
The preferred method for branding titanium products. Precise, durable, and does not damage structural integrity.
- • Ideal for logos, graduations, serial numbers
- • Compatible with complex shapes
- • No ink or chemical coating required
- • Best practice for OEM private-label designs
5. Non-Coating Approach (无化学涂层理念)
Unlike stainless steel and aluminum, titanium cookware for outdoor use typically avoids chemical coatings.
- • No Teflon / PFAS / ceramic coating
- • 100% metal–only surface
- • Safe for open flame & high-temperature cooking
- • Must educate consumers on oil-based nonstick usage
OEM Surface Selection Guide
- For ultralight cookware: Sandblasting + fine brushing.
- For premium retail SKUs: Polishing + deep engraving.
- For enthusiast markets: Controlled oxide color finishes.
- For durability-first cookware: Matte blasting + reinforced rim forming.
7Titanium performs all finishing processes in-house for maximum consistency, allowing OEM clients to match textures across cookware sets and control brand identity at a surface-level engineering standard.
Related Articles:

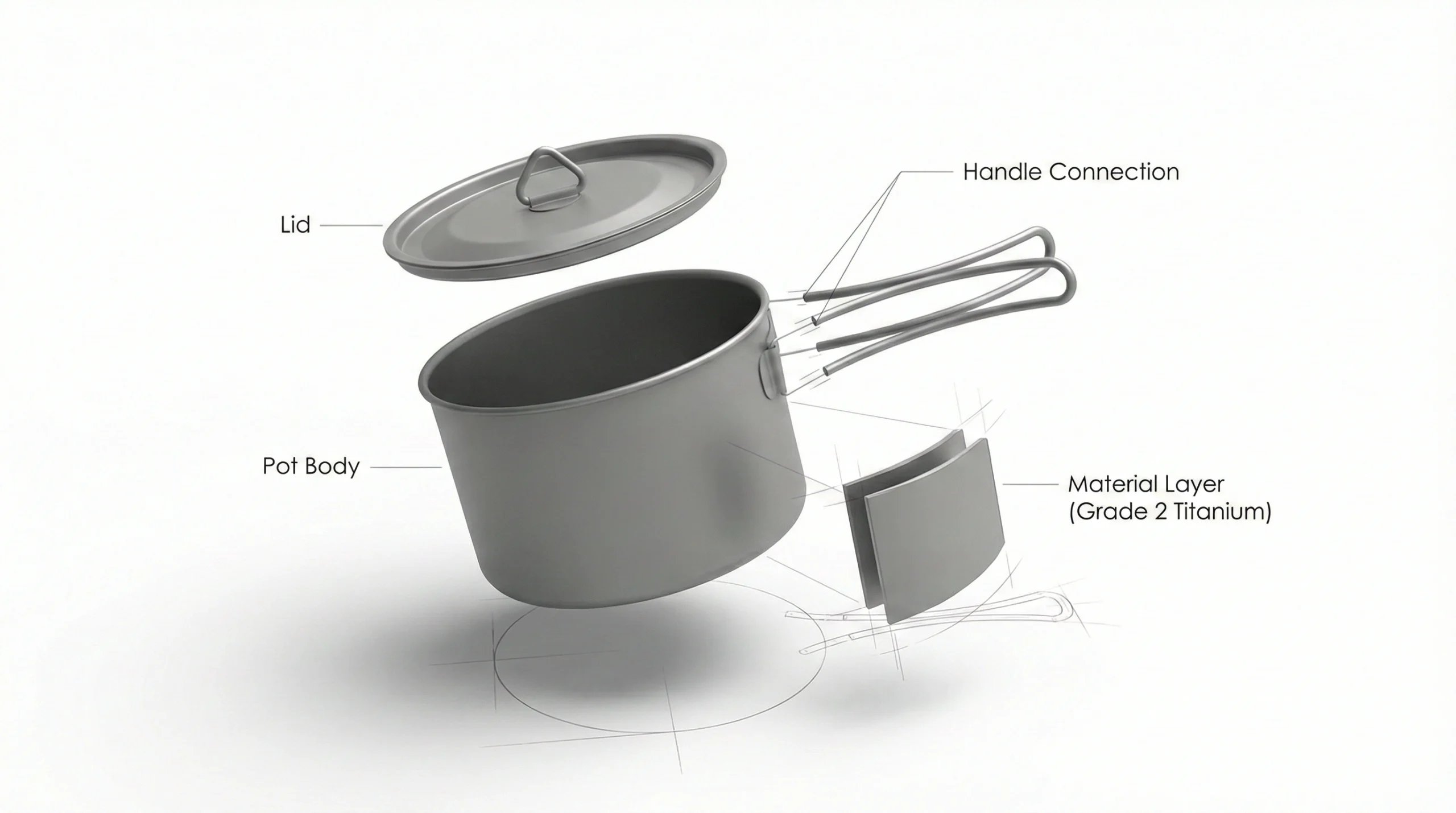
Handle & Lid Engineering
Handle and lid structures directly determine safety, usability, heat transfer control,
packability, and long-term durability of titanium cookware.
Outdoor use environments — open flame, uneven heat, impact, and repeated folding — require
engineering choices different from indoor kitchen cookware.
1. Foldable Wire Handles
The most common choice for ultralight titanium pots and mugs.
Built from Grade 5 titanium or stainless-steel wire, depending on OEM cost targets.
- • Extremely lightweight & compact for backpacking
- • Minimal heat conduction if welded at low contact points
- • Rubber sleeves optional, but not recommended for open flame users
- • Ideal for 300–900ml mugs & small pots
2. Fixed Side Handles
Suitable for cookware ≥ 1.2L that requires stable grip and controlled pouring.
- • Stronger torque resistance than foldable designs
- • Preferred for cooking sets with frying pans
- • Heavier, but provides professional cooking feel
- • Ideal for family camping titanium sets
3. Bail Handles
Optimized for hanging over fire or tripod in bushcraft scenarios.
- • Best for 1–2L pots used on open flame
- • Prevents tipping when cooking heavy contents
- • Requires precision welding for structural integrity
- • Often paired with foldable side handles (dual-function)
4. CNC Titanium Lid Knobs
Premium outdoor brands increasingly request CNC-grade lid knobs for higher durability
and branding control.
- • Grade 5 titanium or aluminum alloy
- • Heat resistant & extremely durable
- • Can be laser engraved or bead-blasted
- • Adds premium identity to OEM cookware lines
5. Lid Fit Engineering
Lid fit affects steam retention, boiling efficiency, and wind resistance.
- • Outdoor cookware prefers loose-fit for boil-over prevention
- • Tight-fit is better for home-style cooking
- • Titanium’s spring-back effect requires precise forming molds
- • Optional steam vent opening for OEM brands
6. Welds vs Rivets
A critical engineering choice that impacts lifetime durability.
- Welded Handles — stronger, seamless, corrosion-free,
preferred for titanium cookware. - Riveted Handles — lower cost but heavier and prone to loosening.
- • Premium outdoor brands almost always choose welded structures
- • Weld quality must match titanium grade (refer to Grade 2 / Grade 5 guide)
OEM Engineering Selection Guide
- Ultralight markets: Foldable wire handles + loose-fit lids.
- Premium retail cookware: Fixed handles + CNC titanium knobs.
- Bushcraft / survival markets: Bail handles + reinforced welds.
- Large-volume OEM projects: Welded handle bases to reduce QC risk.
7Titanium engineers and welders provide in-house jig systems to ensure identical handle angles
and lid alignment across mass production — a key requirement for premium OEM brands.
Related Engineering Guides:
Weight Optimization Strategy
Weight is the core value proposition of titanium cookware. OEM brands must balance durability, packability, heat efficiency, and structural strength while maintaining the lowest possible mass. Weight engineering is not simply “making walls thinner”—it is a multi-variable decision involving material grade, thickness distribution, geometry, and process control.
1. Differential Wall Thickness
Rather than applying a uniform thickness, premium titanium cookware optimizes thickness per zone:
- • Base: 0.5–0.7mm for improved heat distribution
- • Sidewalls: 0.3–0.45mm for maximum weight reduction
- • Rim: reinforced to prevent deformation during welding or lid fit
7Titanium’s forming jigs ensure repeatable thickness distribution during deep drawing.
2. Material Grade Selection
Titanium Grade 2 provides excellent forming capability and a lighter overall weight, while Grade 5 is stronger and allows thinner walls without losing structural rigidity. Choosing the correct grade is a major lever for OEM weight targets.
3. Geometry-Driven Weight Reduction
Shape has measurable impact on weight and manufacturability:
- • Straight-wall pots maximize volume per gram
- • Curved-wall designs improve rigidity, allowing thinner sidewalls
- • Wide-bottom vessels improve heat efficiency and stability
OEM brands should select geometry based on target markets (ultralight vs family camping).
4. Weld and Handle Optimization
Handle bases and weld points are often the heaviest localized areas. Weight can be reduced through:
- • Minimal-contact weld tabs
- • Reduced weld bead length
- • Wire handle designs instead of fixed plates
Proper jig alignment ensures weld strength even with lighter components.
5. Process Control for Thin-Wall Forming
Thin-wall titanium requires stable deep-drawing processes:
- • Lubrication and temperature control to prevent micro-cracking
- • Multi-stage drawing to maintain shape accuracy
- • Spring-back compensation for precise rim diameter
These steps are critical to ensure lightweight products survive real outdoor stress.
6. Weight Benchmarking for OEM Projects
Typical market benchmarks for titanium cookware:
- • 450–600ml mug: 65–95g
- • 750–900ml pot: 105–135g
- • 1.2–1.4L pot: 145–185g
- • Frying pans: 85–140g depending on handle choice
Benchmarking ensures your new OEM model aligns with competitive UL gear standards.
Request a Weight-Engineered OEM Proposal
Our engineers can simulate, optimize, and benchmark weight for any titanium cookware design.

OEM Cost Structure for Titanium Cookware
Titanium cookware requires specialized forming, welding, and surface finishing processes. Understanding the cost structure allows OEM buyers to make informed decisions, reduce development risk, and forecast long-term pricing stability. Titanium is not a commodity product—its cost model is driven by engineering parameters rather than purely volume. The following breakdown reflects how manufacturers calculate real OEM costs.
1. Tooling & Engineering Fixtures
Tooling is the largest upfront cost in titanium cookware development. Each vessel typically requires:
- • Deep-drawing mold
- • Secondary forming / trimming fixtures
- • Handle welding jigs
- • Calibration rings for rim accuracy
Typical range: $1,800 – $6,000 per mold depending on size and complexity. Multi-stage forming increases tooling cost but improves yield rate and consistency.
2. Raw Material (Titanium Sheet Pricing)
Material grade and thickness directly impact pricing. Grade 2 is most common for cookware; Grade 5 is used in ultra-light or high-rigidity designs.
Key variables that influence cost:
- • Titanium spot price (global market volatility)
- • Sheet thickness (0.3mm vs 0.5mm vs 0.7mm)
- • Grade 2 vs Grade 5 material choice
- • Sheet rolling method (annealed vs cold-rolled)
Reference: Titanium Grade Comparison
3. Welding & Assembly
Titanium welding requires argon shielding to prevent oxidation. Skilled TIG welding adds significant cost due to:
- • Labor-intensive weld preparation
- • Multiple weld passes on thicker components
- • Strict heat control to avoid distortion
- • Post-weld cleaning and sandblasting
Welding cost increases with the number of components: wire handles < plate handles < folding handles with brackets.
4. Surface Treatment & Finishing
Finishing determines the final consumer perception. Titanium cookware may include:
- • Sandblasting (uniform matte aesthetic)
- • Fine polishing (premium reflective finish)
- • Acid cleaning (oxide removal)
- • Anti-fingerprint nano-coating (optional)
Finishing is typically 8–15% of total cost depending on process complexity.
5. Quality Control & Yield Rate
Titanium forming has a lower yield rate than aluminum or stainless steel. OEM cost is influenced by:
- • Deep-drawing success rate
- • Weld failure rate
- • Surface defect rejection
- • Dimensional accuracy checks
Better tooling reduces scrap rate, directly lowering unit cost.
6. Packaging & Branding
OEM packaging options significantly affect cost:
- • Bulk pack (lowest cost)
- • Individual boxed sets
- • Custom printing or color packaging
- • EVA storage bags or mesh bags for camping brands
Packaging is often 5–12% of total project cost.
7. Volume & MOQ Tiers
Unit cost decreases with volume because:
- • Tooling is amortized across more units
- • Material waste can be optimized
- • Production line setup cost spreads over batches
Typical OEM cookware MOQ: 300–800 sets per model.
Request a Full OEM Cost Breakdown
Our engineering team can prepare a detailed cost model based on your design, volume, and material requirements.

Supply Chain & QC Workflow for Titanium Cookware OEM Projects
Titanium cookware manufacturing requires a controlled supply chain and a multi-stage quality assurance framework. OEM buyers benefit from understanding how each phase—from material sourcing to final inspection—contributes to performance, durability, and cost consistency. The following workflow reflects the typical production sequence used by professional titanium cookware manufacturers.
1. Raw Material Sourcing & Certification
Cookware production begins with certified titanium sheet from trusted mills. Requirements include:
- • Grade 2 or Grade 5 titanium sheets
- • Mill Test Certificates (MTC / EN 10204 3.1)
- • Thickness accuracy tolerance checks
- • Surface defect inspection before forming
Material selection impacts cost, safety, and long-term supply stability. Reference: Titanium Grades Guide
2. Pre-Production Engineering
Engineering converts design intent into manufacturable specifications. Key actions:
- • CAD refinement and structural review
- • Thickness optimization for weight and rigidity
- • Handle / bracket geometry evaluation
- • Welding path and shielding plan
- • Tooling validation and trial run scheduling
Engineering accuracy determines scrap rate and tooling longevity.
3. Tooling Fabrication & First Article Sample (FAS)
Tooling is built based on the approved engineering files. After tooling completion:
- • First deep-draw trial (checking deformation)
- • Rim accuracy measurement
- • Handle interface and bracket alignment
- • Weld feasibility test
- • Weight target validation
The FAS is submitted to the buyer for evaluation before mass production.
4. Material Preparation & Cutting
Titanium sheet is cut to precise blanks to ensure consistent forming. QC checkpoints include:
- • Sheet thickness tolerance ±0.02–0.05mm
- • Surface oxide removal
- • Burr-free trimming
- • Pre-forming annealing if required
5. Deep Drawing & Forming
Drawing titanium requires high tonnage and lubricated forming to prevent cracking:
- • Multi-stage forming for larger cookware
- • Dimensional accuracy check per batch
- • Rim reinforcement for stability
- • Annealing between draw steps for Grade 5
Reference: Przewodnik po łańcuchu dostaw tytanu i stali nierdzewnej
6. Spawanie, nitowanie i montaż
Spawanie tytanu wymaga środowiska beztlenowego. Kontrola jakości obejmuje:
- • Spawanie TIG w osłonie argonu
- • Kontrola penetracji spoiny i zabarwienia pod wpływem ciepła
- • Kontrola dokładności ustawienia wspornika
- • Test momentu obrotowego składanego uchwytu (jeśli dotyczy)
7. Obróbka i czyszczenie powierzchni
Po formowaniu i spawaniu naczynia kuchenne poddawane są obróbce wykończeniowej:
- • Piaskowanie lub kulkowanie
- • Czyszczenie kwasem w celu usunięcia tlenków
- • Gratowanie i zaokrąglanie krawędzi
- • Opcjonalna nanopowłoka chroniąca przed odciskami palców
8. Wieloetapowa kontrola jakości i kontrola końcowa
Profesjonalna kontrola jakości OEM obejmuje:
- • Pomiar tolerancji wymiarowej
- • 100% wizualna kontrola powierzchni
- • Test wytrzymałości spoiny
- • Weryfikacja wagi i grubości
- • Functional test with flame or induction
QC supervisors sign the batch before packaging begins.
9. Packaging, Labeling & Export Logistics
Packaging depends on brand requirements and shipping mode:
- • Bulk packing for lowest cost
- • Individual retail boxes (custom artwork)
- • EVA or mesh storage bags
- • Carton drop-test compliance
Final steps include freight coordination, customs documentation, and palletization.
Get a Full OEM Supply Chain & QC Plan for Your Cookware Project
Our engineering and QC teams can prepare a detailed plan tailored to your design, target market, and compliance requirements.
Packaging & Branding Options for Titanium Cookware OEM Buyers
Packaging is a critical part of the OEM supply chain—not just for product protection, but also for brand storytelling, retail readiness, and customer experience. Outdoor and DTC brands often require a balance between durability, weight optimization, and visual identity. This section outlines the full range of packaging and branding routes available for titanium cookware projects.
1. Bulk Export Packaging (Most Cost-Efficient)
Ideal for brands that repackage the cookware in their own facilities or 3PL. This method minimizes cost and shipping volume.
- • Polybag or kraft wrap
- • Optional barcode sticker
- • Dense master-carton loading for lowest freight cost
- • Zalecane dla hurtowni B2B i centrów przygotowawczych Amazon FBA
2. Niestandardowe opakowanie detaliczne
Zaprojektowany dla marek premium DTC i sprzedawców detalicznych wymagających wizualnego wyglądu na półce i spójna tożsamość marki.
- • Pudełko detaliczne z nadrukiem w pełnym kolorze
- • Pudełko z papieru pakowego nadającego się do recyklingu (ekologiczne)
- • Minimalistyczne pudełko w kolorze białym lub matowo-czarnym dla marek premium
- • Kod QR, karta instrukcji, instrukcja pielęgnacji
Grafika może być dostarczona w formatach AI/PDF. Dodatek opcjonalny: niestandardowy Listwy wewnętrzne EVA dla ochrony.
3. Miękkie torby do przechowywania (konfiguracja ultralekka)
Popularny wśród marek outdoorowych skupiających się na redukcji wagi. Działa szczególnie dobrze dla Zagnieżdżane naczynia kuchenne, zestawy filiżanek i systemy garnków.
- • Torba siatkowa (ultralekka)
- • Nylonowy pokrowiec Ripstop
- • Heat-resistant felt pouch
- • Branding available via woven label or printed logo
4. EVA + Molded Protective Cases
Offers high-impact resistance and is preferred for premium cookware kits or multi-piece sets.
- • Custom molded EVA case with exact silhouette
- • Zipper or magnetic closure
- • Debossed or printed logo options
- • Ideal for camping sets and luxury outdoor gift bundles
5. Branding Methods (Logo Customization)
Cookware OEM projects typically support multiple branding techniques depending on the desired visual effect and durability.
- • Laser engraving (most common and durable)
- • Embossed / debossed logo (requires tooling)
- • Silk screen printing (for lids, handles, retail boxes)
- • Elektrolityczne znakowanie kolorem (wybrane modele)
Zobacz powiązany przewodnik produkcyjny: OEM Titanium Mugs Guide 2025
6. Wymagania regulacyjne i detaliczne
Opakowania mogą być przygotowane zgodnie ze standardami rynkowymi w celu uproszczenia importu i przepływ pracy w magazynie.
- • Umieszczenie kodu kreskowego UPC/EAN
- • Oznakowanie FDA/UE dotyczące kontaktu z żywnością (jeśli dotyczy)
- • Oznaczenie kraju pochodzenia
- • Instrukcje obsługi zawierające wskazówki dotyczące pielęgnacji
Poproś o makiety opakowań i próbki marki
Nasze zespoły projektowe i inżynieryjne mogą przygotować makiety pudełek do sprzedaży detalicznej, opcje umieszczenia logo, i prototypy opakowań dostosowane do Twojej marki.

Strategia MOQ i planowanie czasu realizacji dla tytanowych naczyń kuchennych OEM
Naczynia kuchenne z tytanu wymagają specjalistycznych procesów formowania, spawania i wykańczania. Ponieważ koszty oprzyrządowania i wydajność partii różnią się od stali nierdzewnej lub aluminium, Kupujący OEM czerpią korzyści ze zrozumienia MOQ, decyzji dotyczących narzędzi i czasów realizacji podzielone na różne kategorie naczyń kuchennych.
1. MOQ według kategorii produktu
Minimalna ilość zamówienia różni się w zależności od złożoności formowania i oprzyrządowania.
- Garnki/miski jednościenne: 300–500 jednostek
- Zestawy naczyń głęboko tłoczonych: 500–800 jednostek
- Patelnie lub naczynia o dużej średnicy: 600–1000 jednostek
- Wieloczęściowe zestawy naczyń kuchennych: 300–500 zestawów
- Niestandardowe zespoły uchwytów: Ponad 1000 sztuk (MOQ do obróbki metalu)
MOQ może być niższe w przypadku próbek inżynieryjnych, partii przed uruchomieniem lub Kickstarter/DTC przebiega weryfikacja.
2. Wpływ oprzyrządowania na MOQ
Inwestycje w narzędzia są największym czynnikiem wpływającym na elastyczność MOQ.
- • Niestandardowe narzędzia do głębokiego tłoczenia umożliwiają produkcję ponad 300 sztuk
- • Wspólne oprzyrządowanie obniża koszty, ale ogranicza dostosowywanie kształtu
- • Formy do wytłaczania logo wymagają oddzielnego oprzyrządowania (opcjonalnie)
- • Tłoczniki z uchwytami zazwyczaj wymagają wyższego MOQ (≥1000 szt.)
Zobacz wskazówki dotyczące narzędzi w: OEM Titanium Mugs Guide 2025
3. Zestawienie czasu realizacji (standard)
Czasy realizacji różnią się w zależności od złożoności produktu i obciążenia fabryki.
- Produkcja oprzyrządowania: 20–35 dni
- Próbka pierwszego artykułu (FAS): 10–15 dni
- Produkcja masowa (300–800 sztuk): 25–35 dni
- Seria na dużą skalę (ponad 1000 jednostek): 35–45 dni
- Niestandardowe uchwyty/pokrywy: +10–20 dni w zależności od oprzyrządowania
Szczyt sezonowy (sierpień – listopad) może wydłużyć czas realizacji; Należy rozważyć zamknięcie w styczniu do planowania rocznego.
4. Czas realizacji opakowania i brandingu
- Drukowanie opakowań detalicznych: 12–18 dni
- Obudowy formowane z pianki EVA: 20–25 dni
- Zatwierdzenie grafiki: 3–5 dni
- Produkcja kodów kreskowych/etykiet: 5–7 dni
Czas realizacji pakowania może przebiegać równolegle z produkcją naczyń kuchennych, co pozwala skrócić całkowity czas.
5. Strategie dla niższych MOQ
Kupujący poszukujący elastyczności mogą zastosować następujące podejścia:
- • Używaj istniejących narzędzi zamiast niestandardowych matryc
- • Standaryzacja konstrukcji uchwytów w wielu jednostkach SKU
- • Zacznij od pojedynczego SKU przed opracowaniem pełnego zestawu
- • Łącz zamówienia w kwartalne partie produkcyjne
- • Wstępnie zatwierdź wykończenie powierzchni i kolor, aby uniknąć powtórek
6. Prognozowanie i planowanie łańcucha dostaw
Profesjonalne marki outdoorowe zazwyczaj planują produkcję, korzystając z:
- • 6-miesięczna prognoza popytu na stabilne SKU
- • Roczny plan amortyzacji narzędzi
- • Rezerwacja przed chińskim Nowym Rokiem (kluczowa dla dostawy w pierwszym kwartale)
- • Kwartalne cykle zamówień dla marek DTC
Zobacz odniesienie do łańcucha dostaw: Przewodnik po łańcuchu dostaw tytanu i stali nierdzewnej
7. Czas realizacji wysyłki (cały świat)
- Próbki FedEx/DHL: 5–8 dni
- Fracht lotniczy: 7–12 dni
- Fracht morski na zachodnie wybrzeże USA: 18–25 dni
- Fracht morski do Europy: 32–40 dni
- Dostępna bezpośrednia wysyłka FBA
Poproś o niestandardowe MOQ i plan czasu realizacji
Nasz zespół może przygotować szczegółowy plan działania w oparciu o docelową datę wprowadzenia na rynek, strukturę SKU, potrzeby narzędziowe i oczekiwaną wielkość produkcji.
Lista kontrolna zapytania ofertowego dla nabywców tytanowych naczyń kuchennych
Kompletne zapytanie ofertowe (zapytanie ofertowe) zapewnia dokładną kalkulację kosztów i szybszą inżynierię dopasowanie i przewidywalne czasy realizacji. Naczynia kuchenne z tytanu charakteryzują się unikalnym formowaniem i wymagania spawalnicze, więc podanie szczegółowych specyfikacji znacznie zmniejsza pętle próbkowania i nieporozumienia w komunikacji. Skorzystaj z poniższej listy kontrolnej, aby przygotować efektywne zapytanie ofertowe dotyczące produkcji OEM.
1. Kategoria produktu i przeznaczenie
Wyjaśnij, co rozwijasz:
- • Pojedynczy garnek / miska / patelnia / pokrywka
- • Wieloczęściowy zestaw naczyń kuchennych
- • System biwakowania gniazdowego
- • Walizka ultralekka i wytrzymała
Zamierzone zastosowanie wpływa na wybór grubości, strategię spawania i docelową masę.
2. Wymiary i dane techniczne
Proszę uwzględnić:
- • Średnica, wysokość, grubość obręczy
- • Docelowa objętość (ml / uncja)
- • Waga docelowa
- • Konstrukcja uchwytu (składana, stała, nitowana)
- • Geometria pokrywy (z otworem na parę lub bez)
Rysunki CAD (STEP/IGES/PDF) znacznie przyspieszają ocenę wykonalności.
3. Klasa i grubość materiału
- • Klasa 2 (komercyjny czysty tytan)
- • Klasa 5 (Ti-6Al-4V dla dużej sztywności)
- • Docelowa grubość blachy (typowo 0,4–0,8 mm)
- • Konstrukcja jednościenna czy konstrukcja dwuścienna
Reference: Titanium Grades Guide
4. Obróbka powierzchni i wykończenie
Określ preferowane wykończenie:
- • Piaskowany, matowy
- • Wykończenie szczotkowane
- • Naturalny tytan oczyszczony kwasem
- • Nano powłoka zapobiegająca odciskom palców (opcjonalnie)
5. Wymagania dotyczące uchwytu i montażu
- • Rękojeść: druciana, tłoczona, CNC, z wstawką drewnianą
- • Interfejs nitowany czy spawany
- • Wymagania dotyczące odporności na ciepło
- • Wymagania dotyczące nośności lub pętli do zawieszania
6. Wymagania dotyczące marki
- • Grawerowanie laserowe (najczęściej)
- • Tłoczenie/wytłaczanie (wymaga oprzyrządowania)
- • Nadruk na wieczku/uchwycie/pudełku do sprzedaży detalicznej
- • Pozycja logo, rozmiar, grubość kreski
Reference: Przewodnik dotyczący marki OEM dotyczący kubków tytanowych
7. Instrukcje pakowania
- • Masowe opakowania eksportowe (najniższy koszt)
- • Pudełko do sprzedaży detalicznej (z nadrukiem lub kraftem)
- • Pokrowiec z siateczki/nylonu/EVA
- • Kod kreskowy, kod QR, karta instrukcji
8. Ilość i prognozowanie
- • Ilość pierwszej partii
- • Prognoza roczna (dla lepszych cen)
- • Czy potrzebne jest niższe MOQ do testów uruchamiania
Zobacz planowanie produkcji w: Przewodnik po łańcuchu dostaw tytanu
9. Zgodność i testowanie
- • LFGB / FDA food-contact requirements
- • BPA-free declarations (if applicable)
- • Drop-test for retail packaging
- • Outdoor flame test expectations
10. Target Price & Delivery Expectations
- • Target FOB or EXW price range
- • Packaging included or excluded
- • Preferred delivery date
- • Destination country or FBA warehouse
Download a Full RFQ Template for Titanium Cookware
Submit your project details and receive a customized RFQ template tailored for cookware, outdoor equipment, or DTC product lines.









