
Produkcja tytanowych naczyń kuchennych: kontrola procesu i punkty ryzyka dotyczącego jakości
Executive Summary: Buyer-Side Risk Control
Titanium manufacturing is fundamentally different from stainless steel or aluminum. Its high reactivity with oxygen and tendency to “gall” requires strict process discipline. Quality cannot be inspected into a titanium pot; it must be manufactured into it.
For OEM buyers, the critical checkpoints are Vacuum Annealing I Inert Gas Welding. Failure in these steps results in delayed cracking and structural failure.
Unlike stainless steel, where surface defects can often be buffed out, titanium defects are usually structural and terminal. Understanding the friction science and metallurgy of the process is essential for evaluating supplier competence.
Phase 1: Material Preparation & Lubrication
The process begins with ASTM B265 klasa 1 lub klasa 2 coil. Titanium has limited slip systems compared to steel, making it prone to tearing during the initial punch.
1. Blanking & Grain Direction
Titanium has significant “planar anisotropy.” If the manufacturer does not account for the grain direction of the coil, the cup will form uneven rims (“ears”) during drawing, leading to excessive material waste.
2. High-Pressure Lubrication
Titanium loves to cold-weld to steel dies. Factories must use heavy-duty polymer films or molybdenum disulfide ($MoS_2$) lubricants to prevent galling. Ensure the lubricant is certified food-safe for the cleaning stage.
Phase 2: Deep Drawing (The Forming Stage)
This is where the flat disc becomes a 3D vessel. The primary challenge is Spring-back.
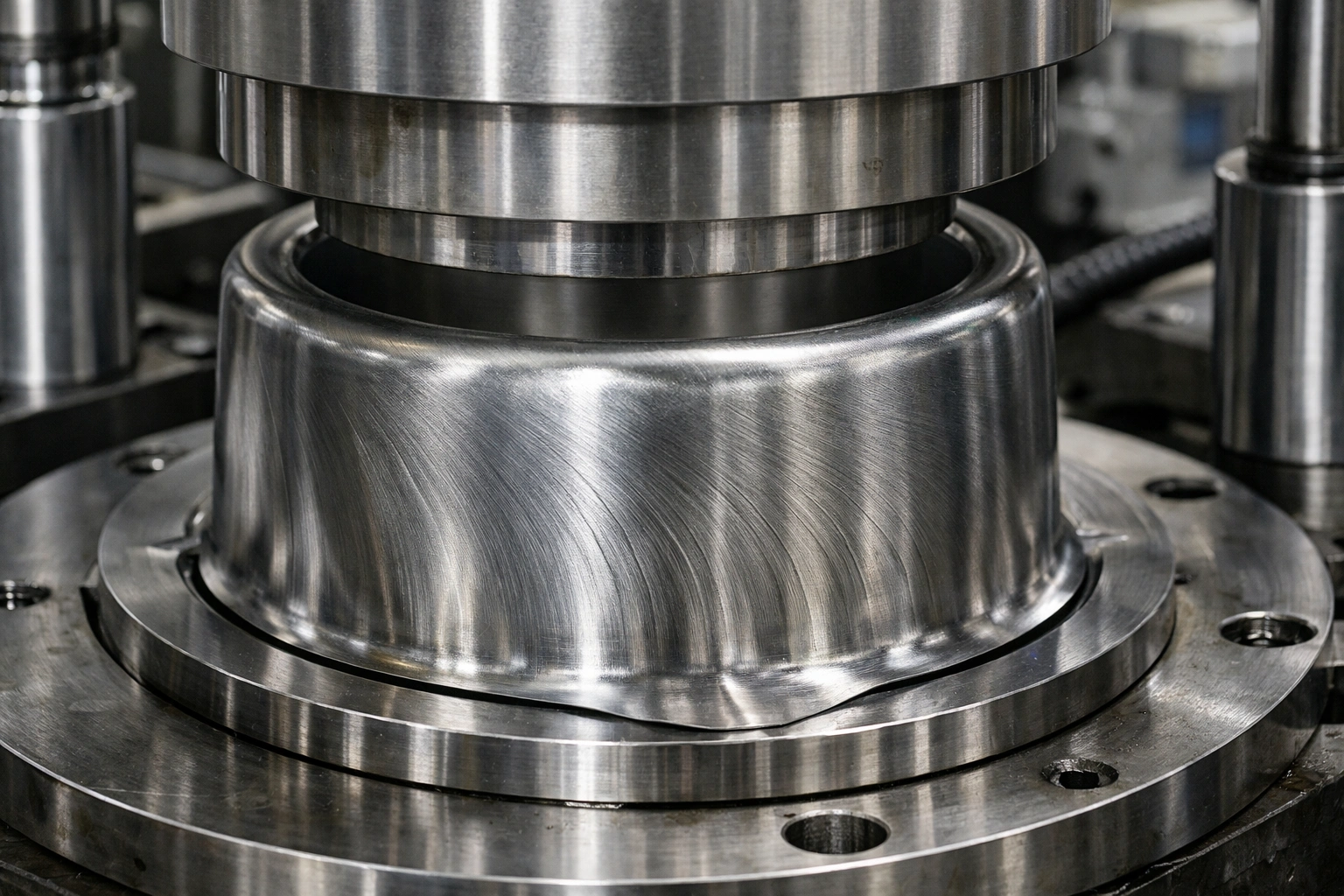
3. Hydraulic Press Forming
Titanium requires slow-speed hydraulic drawing. If the design calls for a 90° wall, the tool might need to be over-bent to 92° so the metal settles back to 90°. Look for “Orange Peel” texture, which indicates poor raw material grain size.
Phase 3: Vacuum Annealing (The Critical Step)
After drawing, the titanium crystal structure is work-hardened. It becomes brittle and prone to stress corrosion cracking.

4. Stress Relief & Vacuum Shielding
At 700°C, titanium avidly absorbs oxygen. Air annealing results in a brittle “Alpha Case” layer. Vacuum Annealing is non-negotiable for maintaining ductility and LFGB safety compliance.
Phase 4: Assembly & Inert Gas Welding

The “Color Test” for Weld Quality
| Weld Color | Quality Status | Structural Implication |
|---|---|---|
| Silver | Doskonały | Ideal shielding. Maximum ductility. |
| Straw / Gold | Acceptable | Slight surface oxidation. Acceptable for cookware. |
| Blue / Purple | Risk | Moderate oxidation. Potential brittleness. |
| White Powder | FAIL | Severe oxidation. Weld will likely crack. |
Phase 5: Surface Finishing & Cleaning

5. Surface Treatment & Ultrasonic Cleaning
Whether sandblasted or polished, the final step must be Ultrasonic Degreasing. Incomplete cleaning of polishing wax is the leading cause of consumer complaints and “black residue.”
Phase 6: Final QC & AQL Standards
We recommend AQL 2.5/4.0 for titanium lines:
- White Cloth Test: No grey/black residue on alcohol wipe.
- Flatness: Slight concavity to handle heat expansion.
- Vacuum Integrity: Required for double-wall insulated gear.
- Safety: Rolled rims must be fully closed with zero burrs.
Building a Resilient Supply Chain
Skilled titanium manufacturing is about process control, not just price. Ensure your partner uses vacuum annealing and high-purity Argon.
Deepen Your Knowledge:
Explore our guide on Titanium Cookware Strategic Benefits.









