
アウトドア ブランド向けの完全な OEM 調達ガイド - グレードの選択、成形プロセス、厚さ管理、QC ワークフロー、価格ベンチマークをカバーします。
アウトドア ブランド向けの完全な OEM 調達ガイド - グレードの選択、成形プロセス、厚さ管理、QC ワークフロー、価格ベンチマークをカバーします。
エグゼクティブサマリー
チタン製調理器具は、高級アウトドア ブランドや戦術ブランドに選ばれる素材となっています。
OEM バイヤー向け、チタンのグレード、成形プロセス、厚さの管理、および
サプライチェーンの構造は、安定した品質を大規模に達成するために重要です。
このガイドは、調理器具製造に関する 7Titanium のエンジニアリング標準を要約しており、以下の内容が含まれています。
- — グレードの選択: 調理器具の性能に関するグレード 1、グレード 2、グレード 5 (Ti64) の比較
- — 成形プロセス: 深絞り、スピニング、鍛造、レーザー溶接、CNC 仕上げ
- — 厚さ戦略: 重量と耐久性のバランスをとるための 0.4 ~ 0.8 mm のガイドライン
- — 表面処理:サンドブラスト、研磨、酸化仕上げ、ノンコーティング衛生グレード
- — OEM およびブランディング オプション: レーザー彫刻、エンボス加工、ハンドルのカスタマイズ
- — コスト構造: 材料% / 工程% / 歩留まり率 / 量産スケール
- — サプライチェーンのワークフロー: 研究開発 → ツーリング → サンプリング → 小規模バッチ → 完全生産
既存の調理器具ラインをアップグレードする場合でも、プレミアム チタン カテゴリを構築する場合でも、
このガイドは、OEM プロジェクトを確実にするための明確なエンジニア レベルの基礎を徹底的に提供します。
パフォーマンス、コンプライアンス、商業上の目標を満たします。
なぜチタンが調理器具に使われるのか?
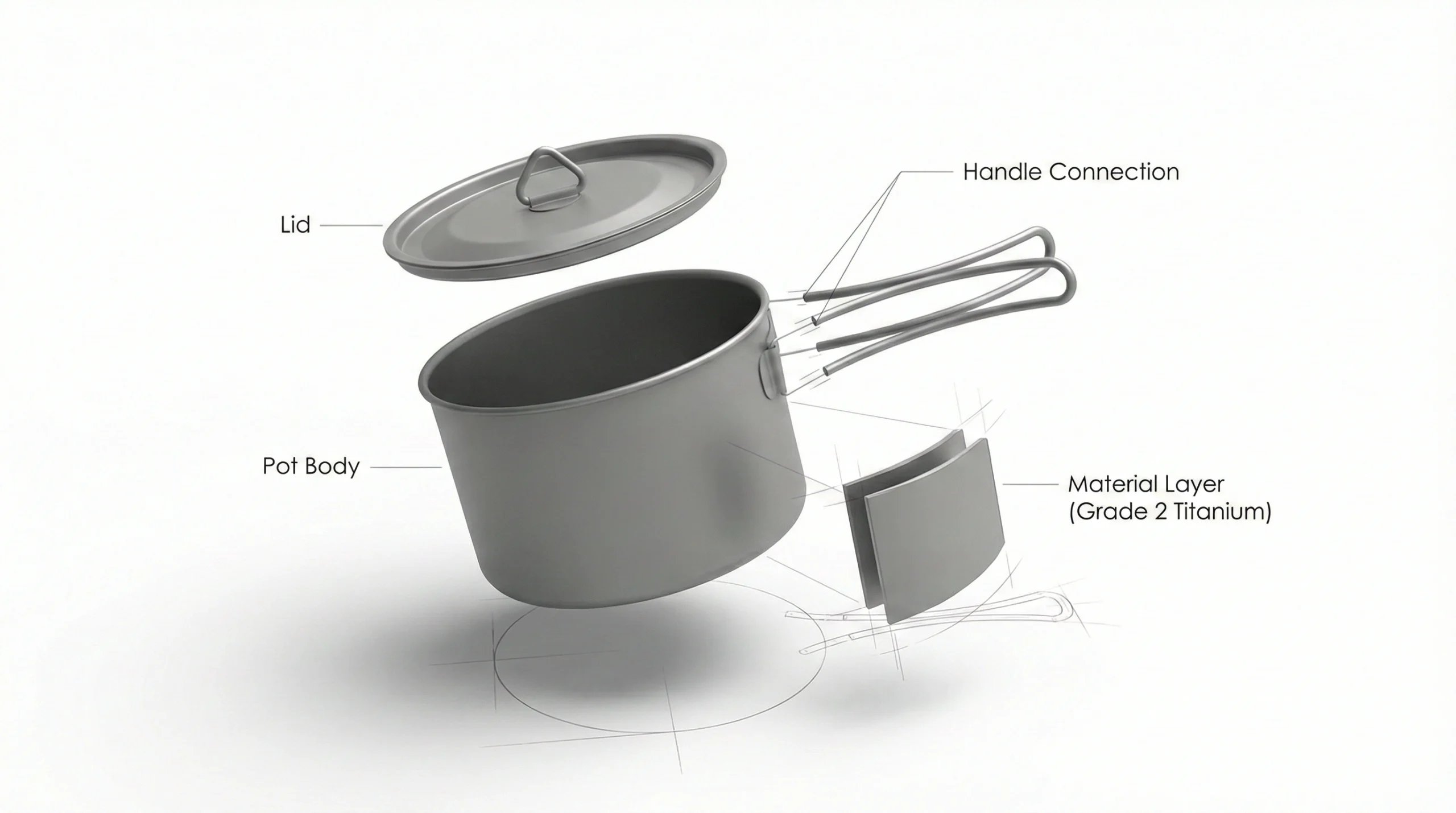
チタンは、その優れた特性により、高級アウトドア用調理器具に選ばれる素材となっています。 比類のない強度対重量比、耐食性、食品との接触の安全性、 長期的な耐久性。 OEM ブランドにとって、チタンは両方のエンジニアリング上の利点を提供します 超軽量セグメントにおける明確な商業的差別化。
1. 超軽量構造
チタンは、一般的な金属の中で最も高い強度対重量比を持っています。 0.5 ~ 0.7 mm のチタンポットは、構造的完全性を維持しながら、 ステンレスやアルミニウムに比べて大幅に軽い。 バックパッキング、陸地旅行、軍用、遠征用の調理器具に最適です。
2. 耐食性と耐候性
純チタンは安定した酸化層を形成し、自然な耐性を備えています。 塩水、湿気、化学腐食。過酷なアウトドアでも確実なパフォーマンスを発揮します スチールコーティングが劣化する可能性のある環境。
3. 100%非コーティングの食品に安全な表面
チタン調理器具には、焦げ付き防止コーティング、陽極酸化、化学仕上げは必要ありません。 これにより、コーティングの破損や PFAS/PFOA の懸念のリスクが排除され、ブランドに優れたサービスが提供されます。 EUおよび米国市場向けの強力なコンプライアンスメッセージを備えています。
4. 正確な制御による高速加熱
チタンはアルミニウムに比べて熱伝導率が低いものの、非常に薄いため、 壁のデザインにより、素早い加熱と応答性の高い温度制御が可能になります。 これにより、屋外での調理で燃料を効率的に使用できます。
5. 長期的な商業価値
チタン調理器具は小売利益率が高く、製品ライフサイクルが長くなります。 ブランドは、プレミアムなポジショニング、知覚価値の向上、 そして、混雑した調理器具市場において強力な差別化を実現します。

調理器具用チタングレード
適切なチタングレードを選択することは、調理器具の性能、重量、 成形の難易度、最終的なコスト。屋外調理器具は通常、商業的に純粋なものを使用します 強度、成形性、食品との接触安全性のバランスを考慮したチタン (CP チタン)、 一方、グレード 5 は高応力構造コンポーネントに選択的に使用されます。
| 学年 | 構成 | 強さ | 成形性 | 調理器具での最適な用途 |
|---|---|---|---|---|
| グレード 1 | 99.5% CP チタン | 低~中 | 素晴らしい | 超軽量のポット、ボウル、蓋 |
| グレード2 | 99.2% CP チタン | 中くらい | とても良い | 主流の調理器具、マグカップ、フライパン |
| グレード 5 (Ti-6Al-4V) | 6% Al、4% V | 非常に高い | 低い | ハンドル、ブラケット、構造部品(食品と接触しないもの) |
グレード選択ガイド
- グレード 1 — 優先順位を重視するブランドに最適 超軽量パフォーマンス (最も薄い壁の形成)。
- グレード2 — こんな方に最適 スタンダードなアウトドア用調理器具 耐久性とコストのバランスを考えます。
- 5年生 — のみに使用されます 耐荷重部品;直接調理面には使用できません。
ほとんどの調理器具 OEM プロジェクトでは、通常、最小重量または最小重量のグレード 1 を推奨します。 グレード 2 は、より高い耐久性を必要とする幅広い製品ラインに対応します。グレード5が組み込まれています 剛性の向上が必要なハンドルや機械的ジョイントに選択的に使用できます。
調理器具の厚さ戦略
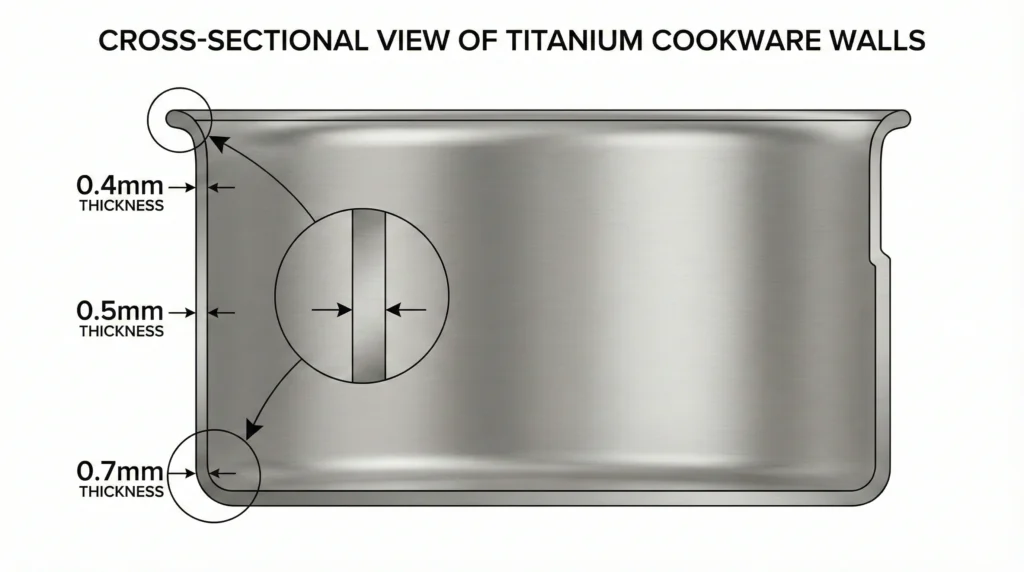
チタン調理器具は通常、以下の範囲にあります。 00.4 mm ~ 0.8 mm 厚さ的には。 適切な厚さを選択すると、重量、構造の剛性、 加熱効率、耐久性、総生産コスト。 OEM購入者の場合、 厚さを早期に定義することで、正しいツーリング、成形パラメータ、 予測可能な量産歩留まり率。
| 厚さ | 重さ | 耐久性 | 典型的な使用例 |
|---|---|---|---|
| 0.40 mm | 超軽量 | 低~中 | バックパッキングポット、ミニマリストカップ、煮るだけの調理 |
| 0.50mm | とても軽い | 中くらい | キャンプの定番調理器具、万能アウトドアセット |
| 0.60 mm | バランスの取れた | 中~高 | 大容量鍋、フライパン、アウトドア調理全般 |
| 00.70 ~ 0.80 mm | 重い | 高い | 大型調理器具、高熱作業、プレミアム耐久ライン |
重量 – 強度 – コストの三角形
壁が薄いとパックの重量は軽減されますが、成形の難易度は高くなります。
壁が厚いと剛性が増し、変形に対する抵抗力が高まります。
材料コスト + 成形の複雑さ = 全体的な OEM コスト レベル。
OEM の推奨厚さ
- ウルトラライト シリーズ (ファストボイルのみ): 00.40 ~ 0.50 mm
- キャンプ用の万能調理器具: 00.50 ~ 0.60 mm
- 大型フライパン・スープポット: 00.60 ~ 0.70 mm
- 高耐久性/プレミアムコレクション: 00.70 ~ 0.80 mm
7Titanium では、調理器具の厚さが力変形テストによって検証されています。 歩留り率分析と実際の調理シミュレーションにより、選択された製品が確実に得られるようにします。 厚さは、製品のポジショニングと市場の期待に一致します。
チタン調理器具の成形プロセス
チタンの機械的特性を実現するには特殊な成形技術が必要です。
アウトドア用調理器具に求められる薄肉高強度構造。
各成形方法は、生産コスト、工具要件、歩留まり率、
そして最終製品のパフォーマンス。
以下は、7Titanium で使用されるプロセスのエンジニアリング レベルの概要です。
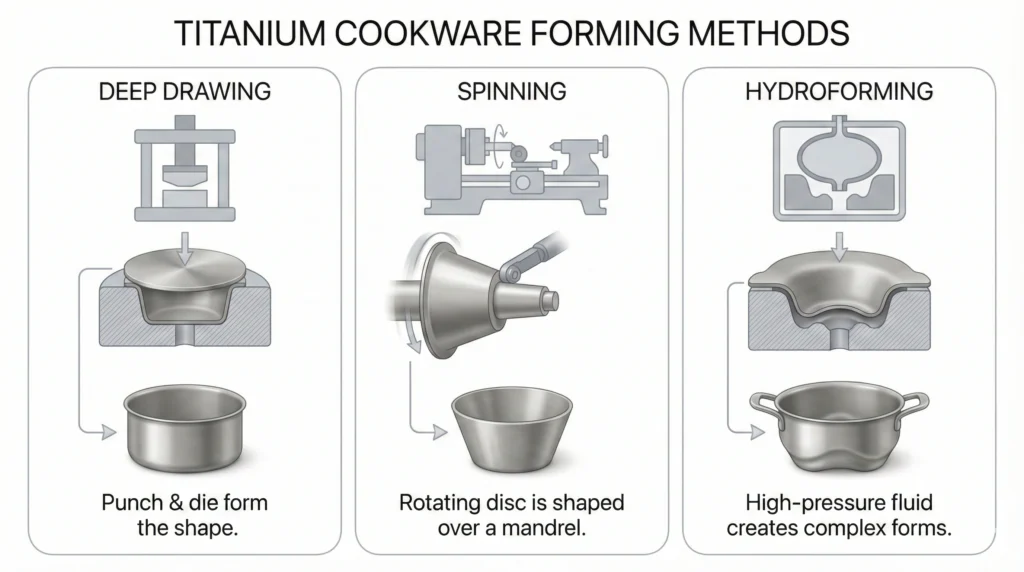
1.深絞り加工
チタン製のポット、カップ、ボウルの最も一般的なプロセス。
チタンシートは高圧工具を使用して成形されます。
- • 壁厚 0.4 ~ 0.7 mm に最適
- • チタン用の硬化工具が必要
- • 大規模なコスト削減。安定したOEM歩留まり率
- • 対称的な形状に最適: ポット、マグカップ、ボウル
2. スピニング
回転するチタン ディスクが、制御された圧力を使用してマンドレル上に形成されます。
構造強度に優れた継ぎ目のない曲面壁を実現します。
- • フライパン、丸い鍋に適しています。
- • 薄肉設計のための優れた一貫性
- • 深絞りよりも人件費と機械コストが高い
- • 滑らかで連続的な曲率を備えたプレミアムな外観
3. 鍛造
主にハンドル、蓋、金具、高強度部品などに使用されます。
剛性と表面硬度を高めます。
- • 薄肉の調理器具本体には使用できません。
- • グレード 5 のチタン構造部品に最適
- • 機械的ジョイントの強度と精度を向上させます。
- • コストは高くなりますが、耐久性が必要です
4. レーザー溶接
ハンドル、ラグ、複数ピースのコンポーネントを取り付けるときに必要です。
またはハイブリッドグレードの構造。チタンにはアルゴン保護が必要です
溶接時の酸化を防ぎます。
- • サイドハンドル、ベイルハンドル、ブラケットに必須
- • 変形を最小限に抑えた、強力できれいな縫い目を作成します。
- • 厳格なシールドガス保護が必要
- • OEM の初期段階での QC および工具設計に影響を与える
5.CNC加工
精密部品に使用されます:蓋のノブ、ハンドルのジョイント、
耐久性の高いインターフェイス。
- • グレード 5 チタンに最適
- • 加工硬度が高いと工具の摩耗が増加します
- • コストは高くなりますが、精度と高級感には最適です
- • 複雑なカスタムブランディングが可能
OEM プロセス選択フレームワーク
- 重量を優先する場合: 0.4~0.5mmの調理器具用の深絞り+焼きなまし。
- 美観を優先する場合: シームレスな曲面壁をスピニングします。
- 強度を優先する場合: 鍛造または CNC グレード 5 チタンコンポーネント。
- モジュール構造の場合: 精密治具を使用したレーザー溶接。
7Titanium では、すべての成形方法がツーリング シミュレーションを通じて検証されており、
力分布分析と実際の調理耐久性テストにより、
最終的な調理器具は OEM 仕様と市場での位置付けを満たします。

表面処理と仕上げ
チタン調理器具を実現するには特殊な仕上げ技術が必要です 望ましい美観、調理性能、耐食性、 そしてブランドの差別化。 各仕上げは表面硬度、摩擦挙動、洗浄性、 実際の屋外環境での使いやすさ。
1.サンドブラスト
チタン調理器具の最も一般的な仕上げ。 均一なマットな質感を生み出し、グリップ力を高めます。
- • 微細な傷を効果的に隠します。
- • 鍋本体やカップに最適です。
- • チタンにはファインセラミックメディアが必要
- • ニュートラルでプレミアムなアウトドアの美学
2. 研磨
滑らかな反射仕上げを実現します。 主に高級またはプレゼンテーショングレードの調理器具に使用されます。
- • 傷がつきにくく、拭き取りやすくなりました。
- • 労働力と機械時間の増加
- • グレード 2 のチタン表面に適しています。
- • 超軽量市場では一般的ではない
3. 熱酸化仕上げ(炎酸化色・灼熱色)
制御された加熱により、青紫色の自然酸化層が形成されます。 愛好家やコレクター市場で人気があります。
- • 100% 化学薬品を使用しない着色
- • 各ピースには独自の色のグラデーションがあります。
- • 標準仕上げよりも高いスクラップ率
- • 「焼き付けチタン」の審美的な SKU に最適
4. レーザー彫刻
チタン製品のブランド化に推奨される方法。 正確で耐久性があり、構造の完全性を損ないません。
- • ロゴ、目盛、シリアル番号に最適
- ・複雑な形状にも対応可能
- • インクや化学コーティングは不要です。
- • OEM プライベート ラベル デザインのベスト プラクティス
5. ノンコーティングアプローチ (化学コーティングの概念なし)
ステンレスやアルミとは異なり、チタン製のアウトドア用調理器具です。 通常、化学コーティングは避けます。
- • テフロン/PFAS/セラミックコーティングなし
- • 100% 金属のみの表面
- • 直火や高温調理にも安全です。
- • 油ベースの焦げ付き防止剤の使用法について消費者を教育する必要がある
OEM 表面選択ガイド
- 超軽量調理器具の場合: サンドブラスト+細かいブラッシング。
- プレミアム小売 SKU の場合: 研磨+深彫り。
- 愛好家市場向け: 制御された酸化物の色仕上げ。
- 耐久性を第一に考えた調理器具の場合: マットブラスト+強化リム成形。
7チタンは一貫性を最大限に高めるためにすべての仕上げプロセスを社内で実行します。 OEM クライアントが調理器具セット間で質感を一致させ、ブランド アイデンティティを制御できるようにする 表面レベルのエンジニアリング標準で。

ハンドルと蓋のエンジニアリング
ハンドルと蓋の構造は、安全性、使いやすさ、熱伝達制御、
チタン調理器具の収納性と長期耐久性。
屋外での使用環境(裸火、不均一な熱、衝撃、繰り返しの折り畳み)では、
屋内キッチンの調理器具とは異なるエンジニアリングの選択肢。
1. 折りたたみ式ワイヤーハンドル
超軽量チタン製のポットやマグカップとして最も一般的な選択肢です。
OEM のコスト目標に応じて、グレード 5 のチタンまたはステンレス鋼のワイヤーから作られています。
- • バックパッキングに最適な非常に軽量かつコンパクト
- • 低接触点で溶接すると熱伝導が最小限に抑えられます。
- • ゴム製スリーブはオプションですが、直火使用者には推奨されません
- • に最適 300~900mlのマグカップと小さなポット
2. 固定サイドハンドル
安定したグリップと制御された注ぎを必要とする1.2L以上の調理器具に適しています。
- • 折りたたみ式デザインよりも強い耐トルク性
- • フライパン付きの調理セットに最適です。
- • 重いですが、プロの調理感を提供します。
- • に最適 ファミリーキャンプチタンセット
3. ベイルハンドル
ブッシュクラフトシナリオで火や三脚にぶら下がるために最適化されています。
- • 直火で使用する1~2Lの鍋に最適です。
- • 重い内容物を調理する際の転倒を防ぎます。
- • 構造の完全性を確保するには精密な溶接が必要です
- • 折りたたみ可能なサイドハンドル(二重機能)と組み合わせられることが多い
4. CNC チタン蓋ノブ
高級アウトドア ブランドは、より高い耐久性を求めて CNC グレードの蓋ノブを求めることが増えています
そしてブランディングコントロール。
- • グレード 5 のチタンまたはアルミニウム合金
- • 耐熱性と耐久性に優れています。
- • レーザー彫刻またはビードブラストが可能
- • OEM調理器具ラインにプレミアムアイデンティティを追加
5. リッドフィットエンジニアリング
蓋のフィット感は、蒸気保持力、沸騰効率、耐風性に影響します。
- • アウトドア調理器具が好まれます ルーズフィット 吹きこぼれ防止用
- • 家庭料理にはタイトフィットの方が適しています
- • チタンのスプリングバック効果には精密な成形金型が必要です
- • OEM ブランド向けのオプションの蒸気抜き開口部
6. 溶接 vs リベット
生涯にわたる耐久性に影響を与える重要なエンジニアリングの選択です。
- 溶接ハンドル — より強く、シームレスで、腐食がなく、
チタン調理器具に最適です。 - リベット留めハンドル — コストは低いですが、重く、緩みやすいです。
- • プレミアムアウトドアブランドはほぼ常に選択します 溶接構造物
- • 溶接品質はチタングレードと一致する必要があります (グレード 2 / グレード 5 ガイドを参照)
OEM エンジニアリング選択ガイド
- ウルトラライト市場: 折りたたみ式ワイヤーハンドル + ゆったりフィットの蓋。
- プレミアム小売調理器具: 固定ハンドル+CNCチタンノブ。
- ブッシュクラフト/サバイバルマーケット: ベイルハンドル + 強化溶接。
- 大量の OEM プロジェクト: QCリスクを軽減するために溶接されたハンドルベース。
7チタンエンジニアと溶接工は、同一のハンドル角度を確保するための社内治具システムを提供しています
量産時の蓋の位置合わせは、プレミアム OEM ブランドにとって重要な要件です。
関連するエンジニアリング ガイド:
重量最適化戦略
重量はチタン調理器具の中核となる価値提案です。 OEM ブランドは、耐久性、収納性、熱効率、 可能な限り最小限の質量を維持しながら構造強度を高めます。 重量工学は単に「壁を薄くする」だけではなく、多変数です。 材料グレード、厚さ分布、形状、およびプロセス制御を含む決定。
1. 壁厚差
プレミアムチタン調理器具は、均一な厚さを適用するのではなく、厚さを最適化します。 ゾーンごとの厚さ:
- • ベース: 熱分布を改善するための 0.5 ~ 0.7 mm
- • サイドウォール: 0.3 ~ 0.45mm で最大限の軽量化を実現
- • リム: 溶接や蓋の取り付け時の変形を防ぐために強化されています。
7チタンの成形治具は、深絞り加工中に再現性のある厚さ分布を保証します。
2. 材質グレードの選択
チタン グレード 2 は優れた成形能力と軽量な全体重量を提供します。 一方、グレード 5 は強度が高く、構造的な剛性を失うことなく壁を薄くすることができます。 適切なグレードを選択することは、OEM の重量目標を決定するための重要な要素となります。
3. 形状に基づいた軽量化
形状は重量と製造可能性に測定可能な影響を与えます。
- • ストレートウォールポットによりグラムあたりの体積が最大化されます。
- • 湾曲した壁のデザインにより剛性が向上し、より薄いサイドウォールが可能になります。
- • 広底容器により熱効率と安定性が向上
OEM ブランドは、ターゲット市場 (超軽量 vs ファミリー キャンプ) に基づいてジオメトリを選択する必要があります。
4. 溶接とハンドルの最適化
多くの場合、ハンドルの付け根と溶接点は局所的に最も重い部分です。 重量は次の方法で減らすことができます。
- • 最小限の接触の溶接タブ
- • 溶接ビードの長さの短縮
- • 固定プレートの代わりにワイヤーハンドル設計
ジグの位置を適切に調整すると、軽量のコンポーネントでも溶接強度が確保されます。
5. 薄肉成形の工程管理
薄肉チタンには安定した深絞りプロセスが必要です。
- • 微小亀裂を防止するための潤滑と温度制御
- ・形状精度を維持するための多段階絞り加工
- • 正確なリム直径のためのスプリングバック補正
これらの手順は、軽量製品が屋外での実際のストレスに耐えられるようにするために重要です。
6. OEM プロジェクトの重量ベンチマーク
チタン調理器具の一般的な市場ベンチマーク:
- • 450 ~ 600ml マグカップ:65 ~ 95g
- • 750 ~ 900ml ポット:105 ~ 135g
- • 1.2 ~ 1.4L ポット:145 ~ 185g
- • フライパン: ハンドルの選択に応じて 85 ~ 140g
ベンチマークにより、新しい OEM モデルが競争力のある UL ギア規格に適合しているかどうかを確認します。
重量設計の OEM 提案をリクエストする
当社のエンジニアは、あらゆるチタン製調理器具の設計の重量をシミュレーション、最適化、ベンチマークすることができます。

チタン調理器具のOEMコスト構造
チタン製調理器具には、特殊な成形、溶接、表面仕上げのプロセスが必要です。 コスト構造を理解することで、OEM バイヤーは情報に基づいた意思決定を行うことができ、コスト削減が可能になります。 開発リスクを分析し、長期的な価格安定性を予測します。 チタンは汎用製品ではありません。そのコストモデルはエンジニアリングパラメータによって決まります。 純粋なボリュームではなく。次の内訳はメーカーの計算方法を反映しています。 実際のOEMコスト。
1. 工具およびエンジニアリング治具
チタン製調理器具の開発において、初期費用が最も大きいのは金型です。 通常、各船舶には次のものが必要です。
- ・深絞り金型
- • 二次成形/トリミング治具
- ・ハンドル溶接治具
- • リム精度のためのキャリブレーションリング
一般的な範囲: 金型あたり $1,800 – $6,000 サイズと複雑さによって異なります。 多段階成形では工具コストは増加しますが、歩留まりと一貫性が向上します。
2. 原材料(チタンシートの価格)
材料のグレードと厚さは価格に直接影響します。 調理器具ではグレード 2 が最も一般的です。グレード5は超軽量設計や高剛性設計に使用されます。
コストに影響を与える主な変数:
- • チタンのスポット価格(世界市場の変動性)
- • シートの厚さ (0.3mm vs 0.5mm vs 0.7mm)
- • グレード 2 とグレード 5 の素材の選択
- • 板圧延法(焼鈍と冷間圧延)
参照: チタンのグレード比較
3. 溶接と組立
チタン溶接には酸化を防ぐためにアルゴンシールドが必要です。 熟練した TIG 溶接を行うと、次の理由によりコストが大幅に増加します。
- • 労働集約的な溶接準備
- • 厚いコンポーネントの複数の溶接パス
- • 歪みを避けるための厳格な熱管理
- • 溶接後の洗浄とサンドブラスト
溶接コストはコンポーネントの数に応じて増加します。 ワイヤーハンドル < plate handles < folding handles with brackets.
4. 表面処理と仕上げ
仕上げは最終的な消費者の認識を決定します。 チタン調理器具には次のものが含まれます。
- • サンドブラスト (均一なマットな美しさ)
- ・精密研磨(プレミアム反射仕上げ)
- ・酸洗浄(酸化物除去)
- • 指紋防止ナノコーティング (オプション)
仕上げは通常、 総コストの 8 ~ 15% プロセスの複雑さによって異なります。
5. 品質管理と歩留まり
チタン成形はアルミニウムやステンレス鋼に比べて歩留まりが低くなります。 OEM コストは次の影響を受けます。
- • 深絞りの成功率
- • 溶接不良率
- • 表面欠陥の除去
- • 寸法精度のチェック
より優れた工具によりスクラップ率が減少し、直接的に単価が下がります。
6. パッケージングとブランディング
OEM パッケージング オプションはコストに大きく影響します。
- • バルクパック (最低コスト)
- • 個別のボックスセット
- • カスタム印刷またはカラーパッケージ
- • キャンプブランドのEVA収納バッグまたはメッシュバッグ
パッケージングは多くの場合、 プロジェクト総コストの 5 ~ 12%。
7. 数量とMOQの階層
単位コストは量に応じて減少します。その理由は次のとおりです。
- • 工具はより多くのユニットにわたって償却されます
- • 材料の無駄を最適化できる
- • 生産ラインのセットアップコストはバッチにまたがる
典型的な OEM 調理器具の MOQ: モデルごとに 300 ~ 800 セット。
OEM の完全なコスト内訳をリクエストする
当社のエンジニアリング チームは、お客様の設計、量、材料の要件に基づいて詳細なコスト モデルを作成できます。

チタン調理器具 OEM プロジェクトのサプライ チェーンと QC ワークフロー
チタン調理器具の製造には、管理されたサプライチェーンと多段階の工程が必要です 品質保証の枠組み。 OEM バイヤーは、各フェーズがどのように行われるかを理解することで利益を得ることができます。 材料調達から最終検査まで - パフォーマンス、耐久性、コストに貢献 一貫性。次のワークフローは、一般的な生産シーケンスを反映しています。 プロのチタン調理器具メーカー。
1. 原材料の調達と認証
調理器具の製造は、信頼できる工場からの認定チタンシートから始まります。 要件には次のものが含まれます。
- • グレード 2 またはグレード 5 のチタンシート
- • 工場試験証明書 (MTC / EN 10204 3.1)
- • 厚さの精度公差チェック
- ・成形前の表面欠陥検査
材料の選択は、コスト、安全性、長期的な供給安定性に影響を与えます。 参照: チタングレードガイド
2. 生産前エンジニアリング
エンジニアリングは、設計意図を製造可能な仕様に変換します。主なアクション:
- • CADの改良と構造の見直し
- • 重量と剛性を高めるための厚さの最適化
- • ハンドル/ブラケットの形状評価
- ・溶接経路と遮蔽計画
- • ツールの検証と試運転のスケジュール設定
エンジニアリングの精度によって、スクラップ率と工具の寿命が決まります。
3. 金型の製作と最初の製品サンプル (FAS)
ツールは、承認されたエンジニアリング ファイルに基づいて構築されます。ツールの完成後:
- ・初の深絞り試作(変形確認)
- ・リム精度測定
- • ハンドルインターフェイスとブラケットの位置合わせ
- ・溶接可能性試験
- • 体重目標の検証
FAS は、量産前に評価のためにバイヤーに提出されます。
4. 材料の準備と切断
チタンシートは正確なブランクにカットされ、安定した成形を保証します。 QC チェックポイントには次のものが含まれます。
- ・板厚公差±0.02~0.05mm
- • 表面酸化物の除去
- • バリのないトリミング
- • 必要に応じて予備成形アニーリング
5. 深絞りと成形
チタンの引き抜きには、亀裂を防ぐために高トン数と潤滑成形が必要です。
- • 大型調理器具向けの多段階成形
- • バッチごとの寸法精度チェック
- • 安定性を高めるリムの補強
- • グレード 5 の絞りステップ間のアニーリング
6. 溶接、リベット留め、組み立て
チタン溶接には酸素のない環境が必要です。 QC には次のものが含まれます。
- • アルゴンシールド付き TIG 溶接
- • 溶接の溶け込みと熱による色合いの検査
- • ブラケットの位置合わせ精度チェック
- • 折りたたみハンドルのトルクテスト (該当する場合)
7. 表面処理と洗浄
成形と溶接の後、調理器具は次のような仕上げを受けます。
- • サンドブラストまたはビーズブラスト
- • 酸化物除去のための酸洗浄
- ・バリ取りとエッジの丸み付け
- • オプションの指紋用ナノコーティング
8. 多段階のQCと最終検査
プロフェッショナルな OEM QC には次の内容が含まれます。
- ・寸法公差測定
- • 100% 目視による表面検査
- ・溶接強度試験
- • 重量と厚さの検証
- • 火炎または誘導による機能テスト
QC 監督者は、包装を開始する前にバッチに署名します。
9. 梱包、ラベル貼り、輸出物流
梱包はブランドの要件と配送方法によって異なります。
- • バルク梱包による最低コスト
- • 個別の小売ボックス (カスタムアートワーク)
- • EVA またはメッシュの収納バッグ
- • カートン落下試験への準拠
最終ステップには、貨物の調整、税関書類作成、パレット積みが含まれます。
調理器具プロジェクトの完全な OEM サプライ チェーンと QC 計画を取得します
当社のエンジニアリングおよび QC チームは、お客様の設計に合わせた詳細な計画を作成できます。 ターゲット市場とコンプライアンス要件。
チタン調理器具 OEM バイヤー向けのパッケージングとブランディングのオプション
パッケージングは、製品の保護だけでなく、OEM サプライ チェーンの重要な部分です。 だけでなく、ブランドのストーリーテリング、小売の準備、顧客エクスペリエンスにも役立ちます。アウトドアや DTC ブランドは多くの場合、耐久性、重量の最適化、見た目のバランスを必要とします。 アイデンティティ。このセクションでは、利用可能なパッケージングおよびブランド化ルートの全範囲を概説します。 チタン調理器具プロジェクト向け。
1. 一括輸出梱包 (最もコスト効率が高い)
自社施設または 3PL で調理器具を再梱包するブランドに最適です。 この方法により、コストと出荷量が最小限に抑えられます。
- • ポリ袋またはクラフトラップ
- • オプションのバーコードステッカー
- • 最低の輸送コストを実現する高密度のマスターカートン積載
- • B2B 卸売および Amazon FBA 準備センターに推奨
2. カスタム小売パッケージ
棚に視覚的にアピールする必要があるプレミアム DTC ブランドや小売店向けに設計されています。 一貫したブランドアイデンティティ。
- • フルカラー印刷されたリテールボックス
- • リサイクル可能なクラフト紙ボックス (環境に配慮した)
- • プレミアムブランド向けのシンプルな白またはマットブラックのボックス
- ・QRコード、説明書、お手入れマニュアル
アートワークはAI/PDF形式で提供できます。 オプションのアドオン: カスタム EVA内装モールディング 保護のために。
3. ソフト収納バッグ (超軽量セットアップ)
軽量化を重視したアウトドアブランドでも人気。特に効果があるのは、 ネスティング調理器具、カップセット、ポットシステム。
- • メッシュバッグ(超軽量)
- • リップストップナイロンポーチ
- ・耐熱フェルトポーチ
- • 織りラベルまたは印刷ロゴによるブランディングが可能
4. EVA + 成型保護ケース
高い耐衝撃性を備え、高級調理器具キットや 複数個セット。
- • 正確なシルエットを備えたカスタム成型 EVA ケース
- • ジッパーまたはマグネット開閉
- • デボス加工または印刷されたロゴのオプション
- • キャンプセットや高級アウトドアギフトバンドルに最適です。
5. ブランディング手法(ロゴカスタマイズ)
調理器具 OEM プロジェクトは通常、状況に応じて複数のブランディング手法をサポートしています。 望ましい視覚効果と耐久性。
- • レーザー彫刻 (最も一般的で耐久性があります)
- • エンボス加工/デボス加工のロゴ (工具が必要)
- • シルクスクリーン印刷(蓋、取っ手、小売箱)
- • 電解カラーマーキング (一部のモデル)
関連する製造ガイドを参照してください。 OEM チタン マグ ガイド 2025
6. 規制および小売要件
市場標準に従ってパッケージを準備できるため、輸入と輸送が簡素化されます。 倉庫のワークフロー。
- • UPC/EAN バーコードの配置
- • FDA / EU の食品と接触するラベル(該当する場合)
- • 原産国の表示
- • お手入れ方法を記載した取扱説明書
パッケージングのモックアップとブランディングのサンプルをリクエストする
当社のデザインチームとエンジニアリングチームは、小売ボックスのモックアップ、ロゴ配置オプション、 あなたのブランドに合わせたプロトタイプのパッケージングも可能です。

チタン調理器具 OEM の MOQ 戦略とリードタイム計画
チタン製調理器具には、特殊な成形、溶接、仕上げプロセスが必要です。 ステンレス鋼やアルミニウムとは工具コストやバッチ効率が異なるため、 OEM バイヤーは、MOQ、工具の決定、リード タイムがどのように行われるかを理解することで利益を得ることができます。 さまざまな調理器具カテゴリにわたって構造化されています。
1. 製品カテゴリー別MOQ
最小注文数量は、成形の複雑さとツールによって異なります。
- シングルウォールポット/ボウル: 300~500台
- 深絞り調理器具セット: 500~800台
- フライパンや直径の広い容器: 600~1000台
- マルチピース調理器具キット: 300~500セット
- カスタムハンドルアセンブリ: 1000個以上 (金属成形MOQ)
エンジニアリングサンプル、発売前バッチ、またはキックスターター/DTC の場合は MOQ が低くなる可能性があります 検証が実行されます。
2. MOQ に対するツールの影響
工具への投資は、MOQ の柔軟性を高める最大の推進力です。
- • カスタム深絞り工具により 300 個以上の生産が可能
- • 共有ツールによりコストは削減されますが、形状のカスタマイズが制限されます
- • ロゴ用のエンボスモールドには別のツールが必要です(オプション)
- • ハンドルスタンピングダイには通常、より高いMOQ (≥1000個) が必要です。
次のツールに関するガイダンスを参照してください。 OEM チタン マグ ガイド 2025
3. リードタイムの内訳(標準)
リードタイムは製品の複雑さと工場の負荷によって異なります。
- 金型の製作: 20~35日
- 最初の記事サンプル (FAS): 10~15日
- 量産 (300 ~ 800 個): 25~35日
- 大規模な実行 (1,000 ユニット以上): 35~45日
- カスタムハンドル/蓋: ツールに応じて +10 ~ 20 日
季節のピーク(8 月から 11 月)にはリードタイムが長くなる可能性があります。 1月の閉鎖を検討すべき 年間計画のために。
4. パッケージングとブランディングのリードタイム
- 小売店の箱の印刷: 12~18日
- EVA 成型ケース: 20~25日
- アートワークの承認: 3~5日
- バーコード/ラベル制作: 5~7日
包装のリードタイムは調理器具の製造と並行して実行できるため、全体のタイムラインが短縮されます。
5. MOQを下げるための戦略
柔軟性を求める購入者は、次のアプローチを使用できます。
- • カスタム金型の代わりに既存のツールを使用する
- • 複数の SKU にわたってハンドル設計を標準化する
- • フルキット開発の前に単一の SKU から開始する
- • 注文を四半期ごとの生産バッチに結合する
- • 再実行を避けるために表面仕上げと色を事前承認する
6. 予測とサプライチェーン計画
プロのアウトドア ブランドは通常、以下を使用して生産を計画します。
- • 安定した SKU の 6 か月の需要予測
- • 年間工具償却計画
- • 旧正月前の予約 (第 1 四半期の納品に重要)
- • DTC ブランドの四半期ごとの再注文サイクル
サプライチェーンのリファレンスを参照してください。 チタンとステンレスのサプライチェーンガイド
7. 出荷リードタイム (グローバル)
- フェデックス / DHL サンプル: 5~8日
- 航空貨物: 7~12日
- 米国西海岸への海上輸送: 18~25日
- ヨーロッパへの海上輸送: 32~40日
- FBA直送可能
カスタムMOQおよびリードタイム計画をリクエストする
私たちのチームは、目標の発売日、SKU 構造、 工具のニーズと予想される生産量。
チタン調理器具購入者向けの RFQ チェックリスト
完全な RFQ (見積依頼) により、正確な原価計算と迅速なエンジニアリングが保証されます。 アライメントと予測可能なリードタイム。チタン調理器具は独特の成形と 溶接要件が大幅に削減されるため、詳細な仕様を提供することで、 サンプリング ループとコミュニケーションの誤り。次のチェックリストを使用して、 OEM生産のための効果的なRFQ。
1. 製品カテゴリーと使用目的
何を開発しているのかを明確にしてください。
- • 片手鍋 / ボウル / フライパン / 蓋
- • マルチピース調理器具セット
- • ネストキャンプシステム
- • 超軽量のユースケースとヘビーデューティのユースケース
使用目的は、厚さの選択、溶接方法、および重量目標に影響します。
2. 寸法と技術データ
以下を含めてください:
- • 直径、高さ、リムの厚さ
- • ターゲット容量 (ml / oz)
- • 目標体重
- • ハンドルデザイン (折りたたみ、固定、リベット留め)
- • 蓋の形状(蒸気穴の有無)
CAD 図面 (STEP/IGES/PDF) により、実現可能性評価が大幅に加速されます。
3. 材質グレードと厚さ
- ・グレード2(市販純チタン)
- ・グレード5(高剛性Ti-6Al-4V)
- • ターゲットシート厚さ (通常 0.4 ~ 0.8 mm)
- • 単壁構造と二重壁構造
参照: チタングレードガイド
4. 表面処理と仕上げ
好みの仕上げを指定してください:
- • サンドブラストマット
- • ブラッシュ仕上げ
- • 酸洗浄された天然チタン
- • ナノ指紋防止コーティング (オプション)
5. ハンドルと組み立ての要件
- • ハンドルのスタイル: ワイヤー、スタンプ、CNC、木製インサート
- • リベット留めと溶接のインターフェース
- • 耐熱性要件
- • 耐荷重または吊り下げループの要件
6. ブランド要件
- • レーザー彫刻 (最も一般的)
- • エンボス加工/デボス加工 (工具が必要)
- • 蓋/ハンドル/小売箱に印刷
- • ロゴの位置、サイズ、ストロークの太さ
7. 梱包手順
- • 一括輸出梱包(最低コスト)
- •小売用ボックス(印刷またはクラフト)
- ・メッシュ/ナイロン/EVAポーチ
- ・バーコード、QRコード、説明書カード
9. コンプライアンスとテスト
- • LFGB / FDA の食品との接触要件
- • BPAフリー宣言(該当する場合)
- • 小売包装の落下試験
- • 屋外燃焼試験の期待
10. 目標価格と納期予想
- • 対象となるFOBまたはEXWの価格帯
- • パッケージが含まれるか含まれないか
- • 配達希望日
- • 仕向国またはFBA倉庫
チタン製調理器具の完全な RFQ テンプレートをダウンロード
プロジェクトの詳細を送信し、目的に合わせてカスタマイズされた RFQ テンプレートを受け取ります。 調理器具、アウトドア用品、または DTC 製品ライン。









