
Una guida completa all'approvvigionamento OEM per i marchi outdoor, che copre la selezione della qualità, i processi di formatura, il controllo dello spessore, il flusso di lavoro QC e i parametri di riferimento dei prezzi.
Una guida completa all'approvvigionamento OEM per i marchi outdoor, che copre la selezione della qualità, i processi di formatura, il controllo dello spessore, il flusso di lavoro QC e i parametri di riferimento dei prezzi.
Sintesi
Le pentole in titanio sono diventate il materiale preferito dai marchi tattici e outdoor premium.
Per gli acquirenti OEM, comprensione dei gradi di titanio, processi di formatura, controllo dello spessore e
Le strutture della catena di fornitura sono fondamentali per ottenere una qualità stabile su larga scala.
Questa guida riassume gli standard tecnici di 7Titanium per la produzione di pentole, coprendo:
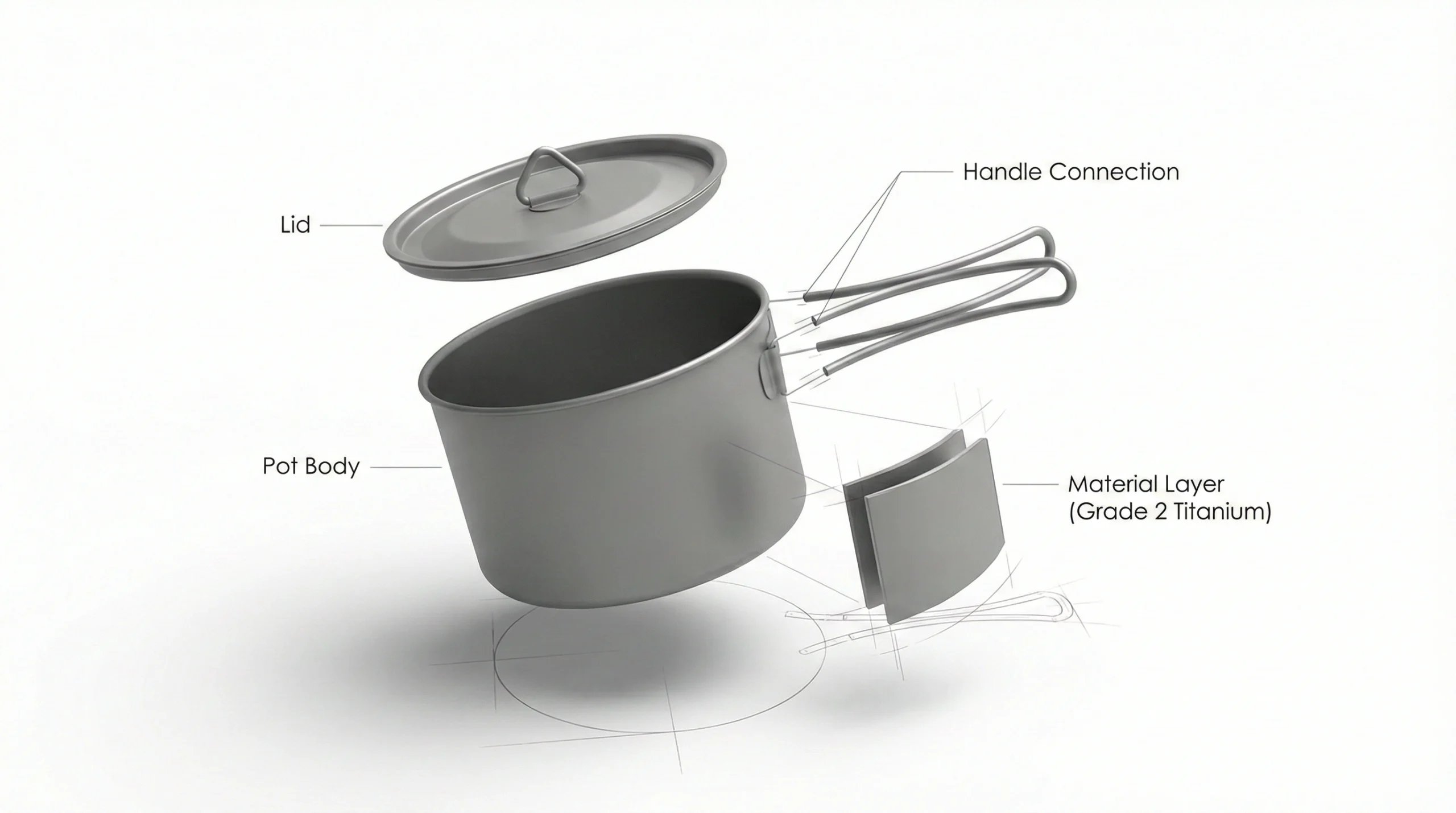
- — Selezione del grado: confronto tra Grado 1, Grado 2, Grado 5 (Ti64) per le prestazioni delle pentole
- — Processi di formatura: imbutitura profonda, filatura, forgiatura, saldatura laser, finitura CNC
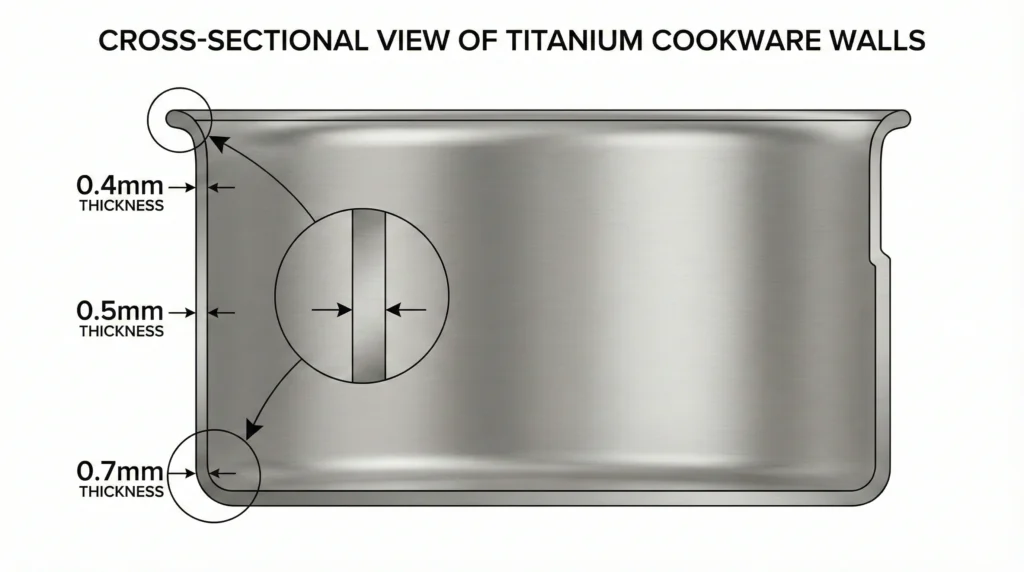
- — Strategia dello spessore: linee guida di 0,4–0,8 mm per bilanciare peso e durata
- — Trattamento superficiale: sabbiatura, lucidatura, ossido, grado igienico senza rivestimento
- — Opzioni OEM e di branding: incisione laser, goffratura, personalizzazione della maniglia
- — Struttura dei costi: % materiale / % processo / tasso di rendimento / scalabilità della produzione di massa
- — Flusso di lavoro della catena di fornitura: ricerca e sviluppo → attrezzature → campionamento → lotti piccoli → produzione completa
Che tu stia aggiornando una linea di pentole esistente o costruendo una categoria premium in titanio dalla
da zero, questa guida fornisce una base chiara, a livello di tecnico, per garantire il vostro progetto OEM
soddisfa gli obiettivi di performance, conformità e commerciali.
Perché il titanio per le pentole?
Il titanio è diventato il materiale preferito per le pentole da esterno premium grazie alla sua rapporto resistenza/peso senza pari, resistenza alla corrosione, sicurezza al contatto con gli alimenti e durabilità a lungo termine. Per i marchi OEM, il titanio offre entrambi i vantaggi tecnici e una chiara differenziazione commerciale nel segmento degli ultraleggeri.
1. Struttura ultraleggera
Il titanio ha il più alto rapporto resistenza/peso tra i metalli comuni. Un vaso in titanio da 0,5–0,7 mm mantiene l'integrità strutturale pur rimanendo significativamente più leggero dell'acciaio inossidabile o dell'alluminio. Ideale per pentole da zaino in spalla, overlanding, militari e da spedizione.
2. Corrosione e resistenza agli agenti atmosferici
Il titanio puro forma uno strato di ossido stabile, che lo rende naturalmente resistente acqua salata, umidità e corrosione chimica. Funziona in modo affidabile in ambienti esterni difficili ambienti in cui i rivestimenti in acciaio possono degradarsi.
3. Superficie 100% non rivestita, adatta agli alimenti
Le pentole in titanio non richiedono rivestimento antiaderente, anodizzazione e finitura chimica. Ciò elimina i rischi di rottura del rivestimento o problemi di PFAS/PFOA, fornendo marchi con forti messaggi di conformità per i mercati UE e USA.
4. Riscaldamento rapido con controllo preciso
Sebbene la conduttività termica del titanio sia inferiore a quella dell’alluminio, è estremamente sottile il design della parete consente un riscaldamento rapido e un controllo reattivo della temperatura. Ciò si traduce in un utilizzo efficiente del carburante per la cucina all’aperto.
5. Valore commerciale a lungo termine
Le pentole in titanio garantiscono margini di vendita al dettaglio più elevati e lunghi cicli di vita del prodotto. I marchi beneficiano di un posizionamento premium, di un elevato valore percepito, e una forte differenziazione in un mercato affollato di pentole.

Gradi di titanio per pentole
La scelta del grado di titanio corretto è fondamentale per le prestazioni, il peso e la difficoltà di formazione e costo finale. Le pentole da esterno vengono in genere utilizzate commercialmente pure titanio (CP Titanium) per il suo equilibrio tra resistenza, formabilità e sicurezza al contatto con gli alimenti, mentre il grado 5 viene utilizzato selettivamente per componenti strutturali ad alto stress.
| Grado | Composizione | Forza | Formabilità | Miglior utilizzo in pentole |
|---|---|---|---|---|
| Grado 1 | Titanio CP al 99,5%. | Basso-medio | Eccellente | Pentole, ciotole, coperchi ultraleggeri |
| Grado 2 | Titanio CP al 99,2%. | Medio | Molto bene | Pentole tradizionali, tazze, padelle |
| Grado 5 (Ti-6Al-4V) | 6% Al, 4% V | Molto alto | Basso | Maniglie, staffe, parti strutturali (non a contatto alimentare) |
Guida alla selezione del grado
- Grado 1 — Ideale per i brand che danno priorità prestazioni ultraleggere (formazione di pareti più sottili).
- Grado 2 — Ideale per pentole da esterno standard bilanciando durata e costi.
- Grado 5 — Usato solo per parti portanti; non per superfici di cottura dirette.
Per la maggior parte dei progetti OEM di pentole, in genere consigliamo il grado 1 per un peso minimo o Grado 2 per linee di prodotti più ampie che richiedono una maggiore durata. Il grado 5 è incorporato selettivamente in maniglie o giunti meccanici dove è necessaria una maggiore rigidità.
Lettura consigliata:
Strategia dello spessore per le pentole
Le pentole in titanio variano tipicamente da 0da 0,4 mm a 0,8 mm di spessore. La scelta dello spessore corretto influenza direttamente il peso, la rigidità strutturale, efficienza di riscaldamento, durata e costo totale di produzione. Per gli acquirenti OEM, la definizione anticipata dello spessore garantisce la corretta attrezzatura, parametri di formatura, e tassi di rendimento prevedibili della produzione di massa.
| Spessore | Peso | Durabilità | Casi d'uso tipici |
|---|---|---|---|
| 00,40mm | Ultraleggero | Basso-medio | Pentole da viaggio, tazze minimaliste, cucina solo bollita |
| 00,50 mm | Molto leggero | Medio | Pentole da campeggio standard, set da esterno multiuso |
| 00,60 mm | Equilibrato | Medio-alto | Pentole di grande capacità, padelle, cucina generale all'aperto |
| 00,70–0,80 mm | Più pesante | Alto | Pentole di grandi dimensioni, attività ad alto calore, linee di massima durata |
Il triangolo peso-forza-costo
Le pareti più sottili riducono il peso del pacco ma aumentano la difficoltà di formatura.
Le pareti più spesse aumentano la rigidità e la resistenza alla deformazione.
Costo del materiale + complessità della formatura = livello di costo OEM complessivo.
Raccomandazioni sullo spessore OEM
- Serie ultraleggera (solo cottura rapida): 00,40–0,50 mm
- Pentole da campeggio multiuso: 00,50–0,60 mm
- Padelle grandi/pentole per zuppe: 00,60–0,70 mm
- Elevata durabilità/collezioni premium: 00,70–0,80 mm
Presso 7Titanium, lo spessore delle pentole viene convalidato attraverso test di deformazione forzata, analisi del tasso di rendimento e simulazioni di cucina nel mondo reale per garantire la selezione lo spessore è in linea con il posizionamento del prodotto e le aspettative del mercato.
Lettura consigliata:
Processi di formatura per pentole in titanio
Le proprietà meccaniche del titanio richiedono tecniche di formatura specializzate per essere raggiunte
le strutture a parete sottile e ad alta resistenza richieste nelle pentole da esterno.
Ciascun metodo di formatura influenza il costo di produzione, i requisiti degli utensili, il tasso di rendimento,
e le prestazioni del prodotto finale.
Di seguito è riportata una panoramica a livello ingegneristico dei processi utilizzati in 7Titanium.
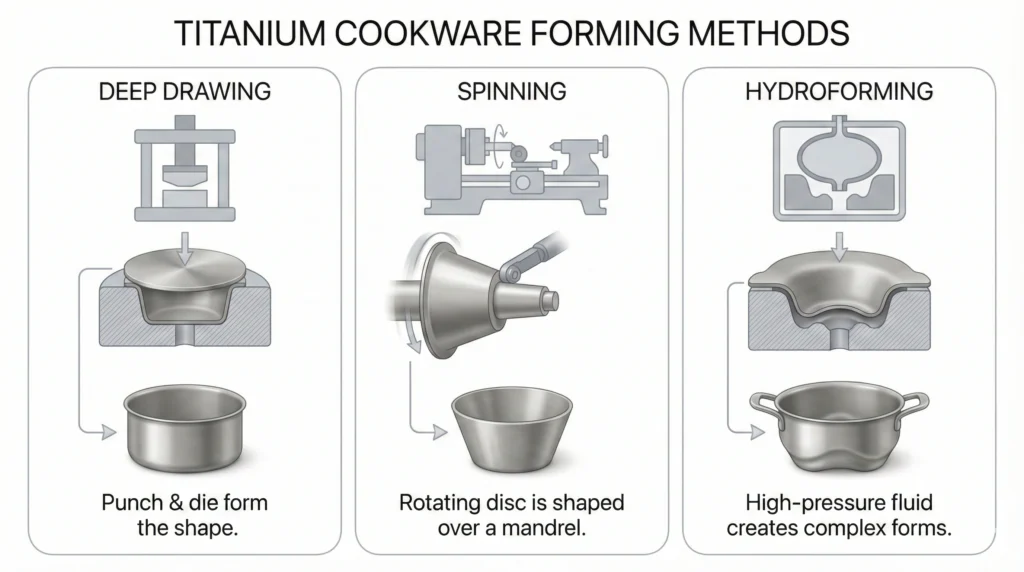
1. Imbutitura profonda
Il processo più comune per pentole, tazze e ciotole in titanio.
Le lastre di titanio vengono modellate utilizzando utensili ad alta pressione.
- • Ideale per spessori di parete di 0,4–0,7 mm
- • Richiede utensili temprati per il titanio
- • Costi inferiori su larga scala; tasso di rendimento OEM stabile
- • Perfetto per forme simmetriche: pentole, tazze, ciotole
2. Filatura
Un disco rotante in titanio viene formato su un mandrino utilizzando una pressione controllata.
Produce pareti curve senza soluzione di continuità con un'eccellente resistenza strutturale.
- • Adatto per padelle, pentole tonde
- • Eccellente consistenza per design a pareti sottili
- • Costi di manodopera e macchinari più elevati rispetto all'imbutitura profonda
- • Aspetto premium con curvatura continua e uniforme
3. Forgiatura
Utilizzato principalmente per maniglie, coperchi, staffe e componenti ad alta resistenza.
Migliora la rigidità e la durezza superficiale.
- • Non per corpi di pentole a parete sottile
- • Ideale per parti strutturali in titanio grado 5
- • Aumenta la resistenza e la precisione dei giunti meccanici
- • Costo più elevato ma necessario per la durabilità
4. Saldatura laser
Necessario per il fissaggio di maniglie, alette, componenti multipezzo,
o strutture di grado ibrido. Il titanio richiede la protezione con argon
per prevenire l'ossidazione durante la saldatura.
- • Indispensabile per maniglie laterali, maniglie a staffa, staffe
- • Crea cuciture resistenti e pulite con una deformazione minima
- • Richiede una protezione rigorosa del gas di protezione
- • Influisce sul controllo di qualità e sulla progettazione degli utensili nelle fasi iniziali dell'OEM
5. Lavorazione CNC
Utilizzato per componenti di precisione: pomelli dei coperchi, giunti delle maniglie,
e interfacce ad alta tolleranza.
- • Adatto per titanio grado 5
- • L'elevata durezza di lavorazione aumenta l'usura dell'utensile
- • Costo più elevato, ma migliore per precisione e sensazione premium
- • Consente un branding personalizzato complesso
Quadro di selezione del processo OEM
- Se il peso è prioritario: Imbutitura + ricottura per pentole da 0,4–0,5 mm.
- Se l'estetica è prioritaria: Filatura per pareti curve senza soluzione di continuità.
- Se la forza è la priorità: Componenti in titanio grado 5 forgiato o CNC.
- Se struttura modulare: Saldatura laser con maschere di precisione.
In 7Titanium, tutti i metodi di formatura sono convalidati attraverso la simulazione degli stampi,
analisi della distribuzione della forza e test di durabilità della cottura nel mondo reale per garantire
le pentole finali soddisfano le specifiche OEM e il posizionamento sul mercato.
Articoli correlati:

Trattamenti e finiture superficiali
Le pentole in titanio richiedono tecniche di finitura specializzate per essere ottenute l’estetica desiderata, le prestazioni di cottura, la resistenza alla corrosione, e differenziazione del marchio. Ciascuna finitura influisce sulla durezza superficiale, sul comportamento di attrito, sulla pulibilità, e usabilità in ambienti esterni reali.
1. Sabbiatura
La finitura più comune per le pentole in titanio. Crea una texture opaca uniforme e migliora la presa.
- • Nasconde efficacemente i micrograffi
- • Ideale per corpi pentola e tazze
- • Richiede mezzi ceramici fini per il titanio
- • Estetica esterna neutra e premium
2. Lucidatura
Produce una finitura riflettente liscia. Utilizzato principalmente per pentole premium o di qualità da presentazione.
- • Più difficile da graffiare, più facile da pulire
- • Maggiore manodopera e tempo macchina
- • Adatto per superfici in titanio di grado 2
- • Non comune per i mercati degli ultraleggeri
3. Finitura con ossidazione a caldo (colore di ossidazione a fiamma/colore di combustione)
Il riscaldamento controllato crea strati di ossido naturale con tonalità blu-viola. Popolare nei mercati degli appassionati e dei collezionisti.
- • Colorazione priva di sostanze chimiche al 100%.
- • Ogni pezzo ha sfumature di colore uniche
- • Tasso di scarto più elevato rispetto alle finiture standard
- • Ottimo per SKU estetici “titanio bruciato”.
4. Incisione laser
Il metodo preferito per marchiare i prodotti in titanio. Preciso, durevole e non danneggia l'integrità strutturale.
- • Ideale per loghi, graduazioni, numeri di serie
- • Compatibile con forme complesse
- • Non sono richiesti inchiostro o rivestimento chimico
- • Migliori pratiche per i progetti di marchi privati OEM
5. Approccio senza rivestimento (nessun concetto di rivestimento chimico)
A differenza dell'acciaio inossidabile e dell'alluminio, le pentole in titanio sono per uso esterno in genere evita i rivestimenti chimici.
- • Nessun rivestimento in Teflon/PFAS/ceramica
- • Superficie 100% solo metallo
- • Sicuro per la cottura a fiamma libera e ad alta temperatura
- • Deve educare i consumatori sull'uso degli antiaderenti a base di olio
Guida alla selezione della superficie OEM
- Per pentole ultraleggere: Sabbiatura + spazzolatura fine.
- Per gli SKU di vendita al dettaglio premium: Lucidatura + incisione profonda.
- Per i mercati degli appassionati: Finiture colore ossido controllato.
- Per pentole che mettono al primo posto la durabilità: Sabbiatura opaca + formatura del bordo rinforzato.
7Titanium esegue tutti i processi di finitura internamente per la massima uniformità, consentendo ai clienti OEM di abbinare le trame dei set di pentole e di controllare l'identità del marchio ad uno standard ingegneristico di livello superficiale.
Articoli correlati:

Ingegneria della maniglia e del coperchio
Le strutture della maniglia e del coperchio determinano direttamente la sicurezza, l'usabilità, il controllo del trasferimento di calore,
comprimibilità e durata a lungo termine delle pentole in titanio.
Gli ambienti per uso esterno (fiamme libere, calore irregolare, urti e piegature ripetute) lo richiedono
scelte ingegneristiche diverse dalle pentole da cucina per interni.
1. Maniglie pieghevoli in filo metallico
La scelta più comune per pentole e tazze in titanio ultraleggero.
Costruito con filo di titanio grado 5 o acciaio inossidabile, a seconda degli obiettivi di costo OEM.
- • Estremamente leggero e compatto per lo zaino in spalla
- • Conduzione di calore minima se saldato a bassi punti di contatto
- • Manicotti in gomma opzionali, ma sconsigliati per gli utilizzatori di fiamme libere
- • Ideale per Tazze e vasetti da 300–900 ml
2. Maniglie laterali fisse
Adatto per pentole ≥ 1,2 L che richiedono una presa stabile e un versamento controllato.
- • Maggiore resistenza alla torsione rispetto ai design pieghevoli
- • Ideale per set da cucina con padelle
- • Più pesante, ma offre una sensazione di cottura professionale
- • Ideale per set da campeggio in titanio per famiglie
3. Maniglie della cauzione
Ottimizzato per essere appeso al fuoco o al treppiede in scenari bushcraft.
- • Ideale per pentole da 1–2 litri utilizzate su fiamma libera
- • Previene il ribaltamento durante la cottura di contenuti pesanti
- • Richiede una saldatura di precisione per l'integrità strutturale
- • Spesso abbinato a maniglie laterali pieghevoli (doppia funzione)
4. Manopole del coperchio in titanio CNC
I marchi premium per l'outdoor richiedono sempre più pomelli del coperchio di qualità CNC per una maggiore durata
e controllo del marchio.
- • Titanio grado 5 o lega di alluminio
- • Resistente al calore ed estremamente durevole
- • Può essere inciso al laser o sabbiato
- • Aggiunge un'identità premium alle linee di pentole OEM
5. Ingegneria del coperchio
L'aderenza del coperchio influisce sulla ritenzione del vapore, sull'efficienza dell'ebollizione e sulla resistenza al vento.
- • Preferisco pentole da esterno vestibilità ampia per la prevenzione del traboccamento
- • La vestibilità attillata è migliore per la cucina casalinga
- • L'effetto elastico del titanio richiede stampi di formatura precisi
- • Apertura opzionale per lo sfiato del vapore per i marchi OEM
6. Saldature e rivetti
Una scelta ingegneristica fondamentale che incide sulla durata nel tempo.
- Maniglie saldate — più forte, senza giunture, esente da corrosione,
preferito per pentole in titanio. - Manici rivettati — costo inferiore ma più pesante e incline ad allentarsi.
- • I marchi premium per l'outdoor scelgono quasi sempre strutture saldate
- • La qualità della saldatura deve corrispondere al grado di titanio (fare riferimento alla guida Grado 2/Grado 5)
Guida alla selezione tecnica OEM
- Mercati ultraleggeri: Manici pieghevoli in filo + coperchi larghi.
- Pentole di alta qualità per la vendita al dettaglio: Maniglie fisse + pomelli in titanio CNC.
- Mercati Bushcraft/sopravvivenza: Maniglie a cauzione + saldature rinforzate.
- Progetti OEM di grandi volumi: Basi delle maniglie saldate per ridurre il rischio di controllo qualità.
Gli ingegneri e i saldatori di 7Titanium forniscono sistemi di maschere interni per garantire angoli di impugnatura identici
e l'allineamento del coperchio durante la produzione di massa: un requisito fondamentale per i marchi OEM premium.
Guide tecniche correlate:
Strategia di ottimizzazione del peso
Il peso è la proposta di valore fondamentale delle pentole in titanio. I marchi OEM devono bilanciare durabilità, comprimibilità, efficienza termica, e resistenza strutturale pur mantenendo la massa più bassa possibile. L’ingegneria del peso non significa semplicemente “rendere i muri più sottili”: è una multivariabile decisione che coinvolge la qualità del materiale, la distribuzione dello spessore, la geometria e il controllo del processo.
1. Spessore della parete differenziale
Invece di applicare uno spessore uniforme, le pentole in titanio premium ottimizzano spessore per zona:
- • Base: 0,5–0,7 mm per una migliore distribuzione del calore
- • Fianchi: 0,3–0,45 mm per la massima riduzione del peso
- • Bordo: rinforzato per evitare deformazioni durante la saldatura o l'inserimento del coperchio
7Le maschere di formatura del titanio garantiscono una distribuzione ripetibile dello spessore durante l'imbutitura profonda.
2. Selezione del grado del materiale
Il titanio grado 2 offre un'eccellente capacità di formatura e un peso complessivo più leggero, mentre il Grado 5 è più resistente e consente pareti più sottili senza perdere rigidità strutturale. La scelta della qualità corretta è un fattore importante per raggiungere gli obiettivi di peso OEM.
Vedere: Gradi di titanio: Grado 2 vs 5
3. Riduzione del peso basata sulla geometria
La forma ha un impatto misurabile sul peso e sulla producibilità:
- • I vasi a pareti diritte massimizzano il volume per grammo
- • Il design delle pareti curve migliora la rigidità, consentendo pareti laterali più sottili
- • I recipienti a fondo largo migliorano l'efficienza termica e la stabilità
I marchi OEM dovrebbero selezionare la geometria in base ai mercati target (ultraleggero o campeggio per famiglie).
4. Ottimizzazione della saldatura e della manipolazione
Le basi delle maniglie e i punti di saldatura sono spesso le aree localizzate più pesanti. Il peso può essere ridotto attraverso:
- • Linguette di saldatura a contatto minimo
- • Lunghezza del cordone di saldatura ridotta
- • Design con maniglie in filo metallico invece di piastre fisse
Il corretto allineamento della maschera garantisce la resistenza della saldatura anche con componenti più leggeri.
5. Controllo del processo per la formatura di pareti sottili
Il titanio a parete sottile richiede processi di imbutitura profonda stabili:
- • Lubrificazione e controllo della temperatura per prevenire microfessurazioni
- • Disegno in più fasi per mantenere la precisione della forma
- • Compensazione del ritorno elastico per un diametro preciso del cerchio
Questi passaggi sono fondamentali per garantire che i prodotti leggeri sopravvivano al reale stress esterno.
6. Benchmarking del peso per progetti OEM
Tipici parametri di riferimento del mercato per le pentole in titanio:
- • Tazza da 450–600 ml: 65–95 g
- • Vaso da 750–900 ml: 105–135 g
- • Pentola da 1,2–1,4 L: 145–185 g
- • Padelle: 85–140 g a seconda del manico scelto
Il benchmarking garantisce che il tuo nuovo modello OEM sia allineato agli standard di ingranaggi UL della concorrenza.
Richiedi una proposta OEM con peso ingegnerizzato
I nostri ingegneri possono simulare, ottimizzare e confrontare il peso per qualsiasi progettazione di pentole in titanio.

Struttura dei costi OEM per pentole in titanio
Le pentole in titanio richiedono processi specializzati di formatura, saldatura e finitura superficiale. Comprendere la struttura dei costi consente agli acquirenti OEM di prendere decisioni informate e ridurre rischio di sviluppo e prevedere la stabilità dei prezzi a lungo termine. Il titanio non è un prodotto di base: il suo modello di costo è determinato da parametri ingegneristici piuttosto che puramente volumetrico. La seguente ripartizione riflette il modo in cui i produttori calcolano costi OEM reali.
1. Attrezzature e attrezzature di ingegneria
L'utensileria rappresenta il costo iniziale maggiore nello sviluppo di pentole in titanio. Ogni nave in genere richiede:
- • Stampo per imbutitura
- • Attrezzature secondarie di formatura/rifilatura
- • Gestire le maschere di saldatura
- • Anelli di calibrazione per la precisione del cerchio
Intervallo tipico: $ 1.800 - $ 6.000 per stampo a seconda delle dimensioni e della complessità. La formatura multistadio aumenta i costi degli utensili ma migliora il tasso di rendimento e la consistenza.
2. Materie prime (prezzi delle lastre di titanio)
La qualità e lo spessore del materiale incidono direttamente sui prezzi. Il grado 2 è più comune per le pentole; Il grado 5 viene utilizzato nei design ultraleggeri o ad alta rigidità.
Variabili chiave che influenzano i costi:
- • Prezzo spot del titanio (volatilità del mercato globale)
- • Spessore della lamiera (0,3 mm vs 0,5 mm vs 0,7 mm)
- • Scelta del materiale di grado 2 rispetto a grado 5
- • Metodo di laminazione della lamiera (ricotto o laminato a freddo)
Riferimento: Confronto dei gradi di titanio
3. Saldatura e assemblaggio
La saldatura del titanio richiede una schermatura con argon per prevenire l'ossidazione. La saldatura TIG qualificata aggiunge costi significativi a causa di:
- • Preparazione della saldatura ad alta intensità di manodopera
- • Passaggi di saldatura multipli su componenti più spessi
- • Controllo rigoroso del calore per evitare distorsioni
- • Pulitura e sabbiatura post saldatura
Il costo della saldatura aumenta con il numero di componenti: maniglie in filo < plate handles < folding handles with brackets.
4. Trattamento e finitura superficiale
La finitura determina la percezione finale del consumatore. Le pentole in titanio possono includere:
- • Sabbiatura (estetica opaca uniforme)
- • Lucidatura fine (finitura riflettente premium)
- • Pulizia acida (rimozione dell'ossido)
- • Nanorivestimento anti-impronte (opzionale)
La finitura è in genere 8-15% del costo totale a seconda della complessità del processo.
5. Controllo qualità e tasso di resa
La formatura del titanio ha un tasso di rendimento inferiore rispetto all'alluminio o all'acciaio inossidabile. Il costo OEM è influenzato da:
- • Tasso di successo dell'imbutitura profonda
- • Tasso di fallimento della saldatura
- • Rifiuto dei difetti superficiali
- • Verifiche di precisione dimensionale
Migliori attrezzature riducono il tasso di scarto, abbassando direttamente il costo unitario.
6. Imballaggio e marchio
Le opzioni di imballaggio OEM influiscono in modo significativo sui costi:
- • Confezione sfusa (costo più basso)
- • Cofanetti individuali
- • Stampa personalizzata o confezione a colori
- • Borse portaoggetti in EVA o borse a rete per marchi da campeggio
L'imballaggio è spesso 5–12% del costo totale del progetto.
7. Livelli di volume e MOQ
Il costo unitario diminuisce con il volume perché:
- • L'attrezzatura viene ammortizzata su più unità
- • Lo spreco di materiale può essere ottimizzato
- • Il costo di installazione della linea di produzione viene ripartito sui lotti
MOQ tipico delle pentole OEM: 300–800 set per modello.
Richiedi una ripartizione completa dei costi OEM
Il nostro team di ingegneri può preparare un modello di costo dettagliato in base ai requisiti di progettazione, volume e materiale.

Catena di fornitura e flusso di lavoro di controllo qualità per progetti OEM di pentole in titanio
La produzione di pentole in titanio richiede una catena di fornitura controllata e articolata in più fasi quadro di garanzia della qualità. Gli acquirenti OEM traggono vantaggio dalla comprensione del funzionamento di ciascuna fase dall'approvvigionamento dei materiali all'ispezione finale: contribuisce a prestazioni, durata e costi consistenza. Il seguente flusso di lavoro riflette la tipica sequenza di produzione utilizzata da produttori di pentole professionali in titanio.
1. Approvvigionamento e certificazione delle materie prime
La produzione di pentole inizia con lastre di titanio certificate provenienti da stabilimenti di fiducia. I requisiti includono:
- • Lamine in titanio di grado 2 o grado 5
- • Certificati di prova di fabbrica (MTC / EN 10204 3.1)
- • Controlli delle tolleranze di precisione dello spessore
- • Ispezione dei difetti superficiali prima della formatura
La selezione dei materiali influisce sui costi, sulla sicurezza e sulla stabilità della fornitura a lungo termine. Riferimento: Guida ai gradi di titanio
2. Ingegneria di pre-produzione
L'ingegneria converte l'intento progettuale in specifiche realizzabili. Azioni chiave:
- • Affinamento CAD e revisione strutturale
- • Ottimizzazione dello spessore per peso e rigidità
- • Valutazione della geometria della maniglia/staffa
- • Percorso di saldatura e piano di schermatura
- • Convalida degli strumenti e pianificazione delle prove
La precisione ingegneristica determina il tasso di scarto e la longevità degli utensili.
3. Fabbricazione di utensili e campione del primo articolo (FAS)
Gli strumenti vengono creati sulla base dei file tecnici approvati. Dopo il completamento dell'attrezzatura:
- • Prima prova di imbutitura (verifica deformazione)
- • Misurazione della precisione del cerchio
- • Gestire l'allineamento dell'interfaccia e della staffa
- • Prova di fattibilità della saldatura
- • Convalida del target di peso
Il FAS viene sottoposto all'acquirente per la valutazione prima della produzione in serie.
4. Preparazione e taglio del materiale
Il foglio di titanio viene tagliato in pezzi grezzi precisi per garantire una formatura coerente. I checkpoint QC includono:
- • Tolleranza sullo spessore della lamiera ±0,02–0,05 mm
- • Rimozione dell'ossido superficiale
- • Rifilatura senza bave
- • Ricottura preformatura se richiesta
5. Imbutitura e formatura profonda
La trafilatura del titanio richiede un tonnellaggio elevato e una formatura lubrificata per evitare fessurazioni:
- • Formatura multistadio per pentole più grandi
- • Controllo dell'accuratezza dimensionale per lotto
- • Rinforzo del cerchio per stabilità
- • Ricottura tra le fasi di trafilatura per il Grado 5
Riferimento: Guida alla catena di fornitura di titanio e acciaio inossidabile
6. Saldatura, rivettatura e assemblaggio
La saldatura del titanio richiede ambienti privi di ossigeno. Il controllo di qualità include:
- • Saldatura TIG con schermatura in argon
- • Ispezione della penetrazione della saldatura e della tinta termica
- • Controllo della precisione dell'allineamento delle staffe
- • Test di coppia della maniglia pieghevole (se applicabile)
7. Trattamento e pulizia della superficie
Dopo la formatura e la saldatura, le pentole vengono sottoposte a finitura:
- • Sabbiatura o pallinatura
- • Pulizia acida per rimozione ossido
- • Sbavatura e arrotondamento dei bordi
- • Nanorivestimento opzionale per le impronte digitali
8. Controllo di qualità multifase e ispezione finale
Il controllo di qualità OEM professionale include:
- • Misurazione della tolleranza dimensionale
- • Ispezione visiva della superficie al 100%.
- • Prova di resistenza della saldatura
- • Verifica del peso e dello spessore
- • Prova funzionale con fiamma o induzione
I supervisori del controllo qualità firmano il lotto prima che inizi il confezionamento.
9. Imballaggio, etichettatura e logistica di esportazione
L'imballaggio dipende dai requisiti del marchio e dalla modalità di spedizione:
- • Imballaggio sfuso al costo più basso
- • Scatole individuali per la vendita al dettaglio (grafica personalizzata)
- • Borse portaoggetti in EVA o rete
- • Conformità al test di caduta del cartone
Le fasi finali includono il coordinamento del trasporto, la documentazione doganale e la pallettizzazione.
Ottieni una catena di fornitura OEM completa e un piano di controllo qualità per il tuo progetto di pentole
I nostri team di ingegneria e controllo qualità possono preparare un piano dettagliato su misura per il tuo progetto, mercato di riferimento e requisiti di conformità.
Opzioni di imballaggio e marchio per gli acquirenti OEM di pentole in titanio
L'imballaggio è una parte fondamentale della catena di fornitura OEM, non solo per la protezione del prodotto, ma anche per lo storytelling del marchio, la preparazione al dettaglio e l'esperienza del cliente. All'aperto e I marchi DTC spesso richiedono un equilibrio tra durata, ottimizzazione del peso e aspetto visivo identità. Questa sezione illustra l'intera gamma di percorsi di confezionamento e branding disponibili per progetti di pentole in titanio.
1. Imballaggio per esportazione in grandi quantità (il più conveniente)
Ideale per i marchi che riconfezionano le pentole nelle proprie strutture o 3PL. Questo metodo riduce al minimo i costi e il volume di spedizione.
- • Polisacco o pellicola kraft
- • Adesivo con codice a barre opzionale
- • Carico denso di cartoni principali per costi di trasporto più bassi
- • Consigliato per la vendita all'ingrosso B2B e i centri di preparazione Amazon FBA
2. Imballaggio al dettaglio personalizzato
Progettato per marchi e rivenditori DTC premium che richiedono appeal visivo sullo scaffale e identità di marca coerente.
- • Confezione al dettaglio stampata a colori
- • Scatola di carta kraft riciclabile (ecologica)
- • Scatola minimalista bianca o nera opaca per marchi premium
- • Codice QR, scheda istruzioni, manuale di cura
La grafica può essere fornita nei formati AI/PDF. Componente aggiuntivo opzionale: personalizzato Modanatura interna in EVA per la protezione.
3. Borse portaoggetti morbide (configurazione ultraleggera)
Popolare tra i marchi outdoor focalizzati sul risparmio di peso. Funziona particolarmente bene per pentole impilabili, set di tazze e sistemi di pentole.
- • Borsa a rete (ultraleggera)
- • Custodia in nylon antistrappo
- • Custodia in feltro resistente al calore
- • Marchio disponibile tramite etichetta tessuta o logo stampato
4. Custodie protettive EVA + modellate
Offre resistenza ad alto impatto ed è preferito per kit di pentole premium o set multipezzo.
- • Custodia in EVA modellata su misura con silhouette precisa
- • Chiusura con cerniera o magnetica
- • Opzioni di logo impresso o stampato
- • Ideale per set da campeggio e pacchetti regalo di lusso per esterni
5. Metodi di branding (personalizzazione del logo)
I progetti OEM di pentole in genere supportano più tecniche di branding a seconda del effetto visivo e durata desiderati.
- • Incisione laser (più comune e durevole)
- • Logo in rilievo/impresso (richiede attrezzi)
- • Serigrafia (per coperchi, maniglie, scatole vendita al dettaglio)
- • Marcatura elettrolitica a colori (modelli selezionati)
Vedi la guida alla produzione correlata: Guida alle tazze in titanio OEM 2025
6. Requisiti normativi e di vendita al dettaglio
L'imballaggio può essere preparato secondo gli standard di mercato per semplificare l'importazione e flussi di lavoro del magazzino.
- • Posizionamento del codice a barre UPC/EAN
- • Etichettatura FDA/UE per il contatto alimentare (se applicabile)
- • Indicazione del paese d'origine
- • Manuali di istruzioni con indicazioni per la cura
Richiedi modelli di imballaggio e campioni di marchio
I nostri team di progettazione e ingegneria possono preparare modelli di scatole per la vendita al dettaglio, opzioni di posizionamento del logo, e prototipi di packaging su misura per il tuo brand.

Strategia MOQ e pianificazione dei tempi di consegna per gli OEM di pentole in titanio
Le pentole in titanio richiedono processi specializzati di formatura, saldatura e finitura. Poiché i costi degli utensili e l’efficienza dei lotti differiscono da quelli dell’acciaio inossidabile o dell’alluminio, Gli acquirenti OEM traggono vantaggio dalla comprensione di come sono il MOQ, le decisioni sugli utensili e i tempi di consegna strutturato in diverse categorie di pentole.
1. MOQ per categoria di prodotto
La quantità minima dell'ordine varia in base alla complessità della formatura e all'attrezzatura.
- Pentole/ciotole a parete singola: 300-500 unità
- Set di pentole imbutite: 500-800 unità
- Padelle o recipienti di largo diametro: 600-1000 unità
- Kit di pentole multipezzo: 300-500 set
- Gruppi di maniglie personalizzate: Oltre 1000 pezzi (MOQ per formatura metalli)
Il MOQ può essere inferiore per campioni tecnici, lotti pre-lancio o Kickstarter/DTC viene eseguita la convalida.
2. Impatto degli strumenti sul MOQ
L'investimento in attrezzature è il principale motore della flessibilità del MOQ.
- • Gli utensili personalizzati per l'imbutitura consentono la produzione di oltre 300 unità
- • Gli strumenti condivisi riducono i costi ma limitano la personalizzazione della forma
- • Gli stampi in rilievo per il logo richiedono strumenti separati (opzionale)
- • Le matrici per stampaggio delle maniglie richiedono in genere un MOQ più elevato (≥1000 pezzi)
Consulta la guida agli strumenti in: Guida alle tazze in titanio OEM 2025
3. Ripartizione dei tempi di consegna (standard)
I tempi di consegna variano in base alla complessità del prodotto e al carico di fabbrica.
- Fabbricazione di utensili: 20–35 giorni
- Esempio del primo articolo (FAS): 10-15 giorni
- Produzione di massa (300–800 unità): 25–35 giorni
- Tirature su larga scala (oltre 1.000 unità): 35–45 giorni
- Maniglie/coperchi personalizzati: +10–20 giorni a seconda dell'attrezzatura
I picchi stagionali (agosto-novembre) possono prolungare i tempi di consegna; Da considerare la chiusura di gennaio per la pianificazione annuale.
4. Tempi di consegna per l'imballaggio e il marchio
- Stampa della scatola al dettaglio: 12-18 giorni
- Custodie sagomate in EVA: 20–25 giorni
- Approvazione dell'opera: 3–5 giorni
- Produzione di codici a barre/etichette: 5–7 giorni
I tempi di consegna dell'imballaggio possono essere paralleli alla produzione delle pentole per ridurre i tempi totali.
5. Strategie per ridurre il MOQ
Gli acquirenti che cercano flessibilità possono utilizzare i seguenti approcci:
- • Utilizzare gli strumenti esistenti anziché gli stampi personalizzati
- • Standardizzare il design della maniglia su più SKU
- • Iniziare con un singolo SKU prima dello sviluppo del kit completo
- • Combinare gli ordini in lotti di produzione trimestrali
- • Pre-approvare la finitura superficiale e il colore per evitare ripetizioni
6. Previsioni e pianificazione della catena di fornitura
I marchi professionali outdoor in genere pianificano la produzione utilizzando:
- • Previsione della domanda a 6 mesi per SKU stabili
- • Piano annuale di ammortamento delle attrezzature
- • Prenotazione prima del Capodanno cinese (fondamentale per la consegna del primo trimestre)
- • Cicli di riordino trimestrali per i marchi DTC
Vedi riferimento alla catena di fornitura: Guida alla catena di fornitura di titanio e acciaio inossidabile
7. Tempi di spedizione (globale)
- Campioni FedEx/DHL: 5–8 giorni
- Trasporto aereo: 7–12 giorni
- Trasporto marittimo verso la costa occidentale degli Stati Uniti: 18–25 giorni
- Trasporto marittimo verso l'Europa: 32–40 giorni
- Spedizione diretta FBA disponibile
Richiedi un MOQ personalizzato e un piano di lead time
Il nostro team può preparare una tabella di marcia dettagliata in base alla data di lancio prevista, alla struttura dello SKU, esigenze di attrezzature e volume di produzione previsto.
Elenco di controllo RFQ per acquirenti di pentole in titanio
Una RFQ (richiesta di preventivo) completa garantisce costi accurati e una progettazione più rapida allineamento e tempi di consegna prevedibili. Le pentole in titanio hanno una forma e una forma uniche requisiti di saldatura, quindi fornire specifiche dettagliate riduce significativamente circuiti di campionamento e problemi di comunicazione. Utilizzare la seguente lista di controllo per preparare un RFQ efficace per la produzione OEM.
1. Categoria del prodotto e uso previsto
Chiarisci cosa stai sviluppando:
- • Pentola/ciotola/padella/coperchio singolo
- • Batteria di pentole multipezzo
- • Sistema di campeggio nidificante
- • Caso d'uso ultraleggero e pesante
L'uso previsto influisce sulla selezione dello spessore, sulla strategia di saldatura e sugli obiettivi di peso.
2. Dimensioni e dati tecnici
Si prega di includere:
- • Diametro, altezza, spessore del bordo
- • Volume target (ml/oz)
- • Peso target
- • Design della maniglia (pieghevole, fissa, rivettata)
- • Geometria del coperchio (con foro vapore o meno)
I disegni CAD (STEP/IGES/PDF) accelerano notevolmente la valutazione della fattibilità.
3. Grado e spessore del materiale
- • Grado 2 (titanio puro commerciale)
- • Grado 5 (Ti-6Al-4V per elevata rigidità)
- • Spessore target della lamiera (tipico 0,4–0,8 mm)
- • Costruzione a parete singola o doppia
Riferimento: Guida ai gradi di titanio
4. Trattamento e finitura superficiale
Specifica la finitura che preferisci:
- • Sabbiato opaco
- • Finitura spazzolata
- • Titanio naturale pulito con acido
- • Nano rivestimento anti-impronta (opzionale)
5. Requisiti di maniglia e assemblaggio
- • Stile impugnatura: filo, stampato, CNC, inserto in legno
- • Interfaccia rivettata o saldata
- • Requisiti di resistenza al calore
- • Requisiti di supporto del carico o di ganci per appendere
6. Requisiti del marchio
- • Incisione laser (la più comune)
- • Goffratura/debossing (richiede attrezzatura)
- • Stampa su coperchio/maniglia/scatola di vendita al dettaglio
- • Posizione del logo, dimensione, spessore del tratto
Riferimento: Guida al marchio OEM per tazze in titanio
7. Istruzioni per l'imballaggio
- • Imballaggio per esportazione sfusa (costo più basso)
- • Scatola al dettaglio (stampata o kraft)
- • Custodia in rete/nylon/EVA
- • Codice a barre, codice QR, scheda di istruzioni
8. Quantità e previsioni
- • Quantità del primo lotto
- • Previsioni annuali (per prezzi migliori)
- • Se è necessario un MOQ inferiore per i test di lancio
Vedi la pianificazione della produzione in: Guida alla catena di fornitura del titanio
9. Conformità e test
- • Requisiti LFGB/FDA relativi al contatto alimentare
- • Dichiarazioni senza BPA (se applicabile)
- • Test di caduta per imballaggi per la vendita al dettaglio
- • Aspettative del test della fiamma all'aperto
10. Prezzo target e aspettative di consegna
- • Fascia di prezzo target FOB o EXW
- • Imballo incluso o escluso
- • Data di consegna preferita
- • Paese di destinazione o magazzino Logistica di Amazon
Scarica un modello di richiesta di offerta completo per pentole in titanio
Invia i dettagli del tuo progetto e ricevi un modello di richiesta di offerta personalizzato su misura pentole, attrezzature per esterni o linee di prodotti DTC.









