
Una guida completa all'approvvigionamento OEM per i marchi outdoor, che copre la selezione della qualità, i processi di formatura, il controllo dello spessore, il flusso di lavoro QC e i parametri di riferimento dei prezzi.
Una guida completa all'approvvigionamento OEM per i marchi outdoor, che copre la selezione della qualità, i processi di formatura, il controllo dello spessore, il flusso di lavoro QC e i parametri di riferimento dei prezzi.
Sintesi
Le pentole in titanio sono diventate il materiale preferito dai marchi tattici e outdoor premium.
Per gli acquirenti OEM, comprensione dei gradi di titanio, processi di formatura, controllo dello spessore e
Le strutture della catena di fornitura sono fondamentali per ottenere una qualità stabile su larga scala.
Questa guida riassume gli standard tecnici di 7Titanium per la produzione di pentole, coprendo:
- — Selezione del grado: confronto tra Grado 1, Grado 2, Grado 5 (Ti64) per le prestazioni delle pentole
- — Processi di formatura: imbutitura profonda, filatura, forgiatura, saldatura laser, finitura CNC
- — Strategia dello spessore: linee guida di 0,4–0,8 mm per bilanciare peso e durata
- — Trattamento superficiale: sabbiatura, lucidatura, ossido, grado igienico senza rivestimento
- — Opzioni OEM e di branding: incisione laser, goffratura, personalizzazione della maniglia
- — Struttura dei costi: % materiale / % processo / tasso di rendimento / scalabilità della produzione di massa
- — Flusso di lavoro della catena di fornitura: ricerca e sviluppo → attrezzature → campionamento → lotti piccoli → produzione completa
Che tu stia aggiornando una linea di pentole esistente o costruendo una categoria premium in titanio dalla
da zero, questa guida fornisce una base chiara, a livello di tecnico, per garantire il vostro progetto OEM
soddisfa gli obiettivi di performance, conformità e commerciali.
Perché il titanio per le pentole?
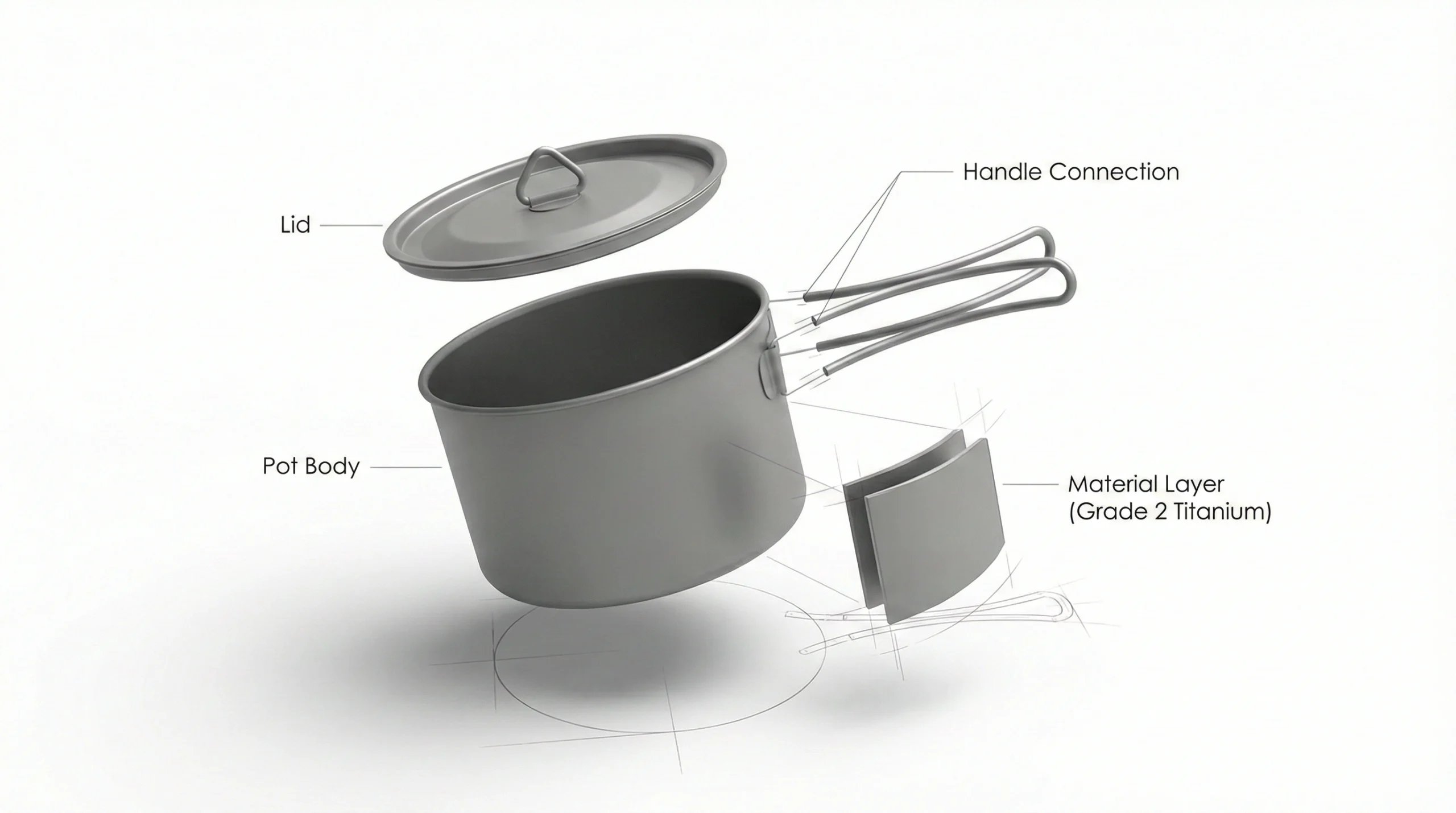
Il titanio è diventato il materiale preferito per le pentole da esterno premium grazie alla sua rapporto resistenza/peso senza pari, resistenza alla corrosione, sicurezza al contatto con gli alimenti e durabilità a lungo termine. Per i marchi OEM, il titanio offre entrambi i vantaggi tecnici e una chiara differenziazione commerciale nel segmento degli ultraleggeri.
1. Struttura ultraleggera
Il titanio ha il più alto rapporto resistenza/peso tra i metalli comuni. Un vaso in titanio da 0,5–0,7 mm mantiene l'integrità strutturale pur rimanendo significativamente più leggero dell'acciaio inossidabile o dell'alluminio. Ideale per pentole da zaino in spalla, overlanding, militari e da spedizione.
2. Corrosione e resistenza agli agenti atmosferici
Il titanio puro forma uno strato di ossido stabile, che lo rende naturalmente resistente acqua salata, umidità e corrosione chimica. Funziona in modo affidabile in ambienti esterni difficili ambienti in cui i rivestimenti in acciaio possono degradarsi.
3. Superficie 100% non rivestita, adatta agli alimenti
Le pentole in titanio non richiedono rivestimento antiaderente, anodizzazione e finitura chimica. Ciò elimina i rischi di rottura del rivestimento o problemi di PFAS/PFOA, fornendo marchi con forti messaggi di conformità per i mercati UE e USA.
4. Riscaldamento rapido con controllo preciso
Sebbene la conduttività termica del titanio sia inferiore a quella dell’alluminio, è estremamente sottile il design della parete consente un riscaldamento rapido e un controllo reattivo della temperatura. Ciò si traduce in un utilizzo efficiente del carburante per la cucina all’aperto.
5. Valore commerciale a lungo termine
Le pentole in titanio garantiscono margini di vendita al dettaglio più elevati e lunghi cicli di vita del prodotto. I marchi beneficiano di un posizionamento premium, di un elevato valore percepito, e una forte differenziazione in un mercato affollato di pentole.

Gradi di titanio per pentole
Choosing the correct titanium grade is critical for cookware performance, weight, forming difficulty, and final cost. Outdoor cookware typically uses commercially pure titanium (CP Titanium) for its balance of strength, formability, and food-contact safety, while Grade 5 is used selectively for high-stress structural components.
| Grado | Composizione | Strength | Formabilità | Best Use in Cookware |
|---|---|---|---|---|
| Grado 1 | 99.5% CP Titanium | Low–Medium | Eccellente | Ultra-light pots, bowls, lids |
| Grado 2 | 99.2% CP Titanium | Medio | Very Good | Mainstream cookware, mugs, frypans |
| Grado 5 (Ti-6Al-4V) | 6% Al, 4% V | Very High | Basso | Handles, brackets, structural parts (not food-contact) |
Grade Selection Guide
- Grado 1 — Best for brands prioritizing ultralight performance (thinnest wall forming).
- Grado 2 — Ideal for standard outdoor cookware balancing durability and cost.
- Grade 5 — Usato solo per parti portanti; non per superfici di cottura dirette.
Per la maggior parte dei progetti OEM di pentole, in genere consigliamo il grado 1 per un peso minimo o Grado 2 per linee di prodotti più ampie che richiedono una maggiore durata. Il grado 5 è incorporato selettivamente in maniglie o giunti meccanici dove è necessaria una maggiore rigidità.
Lettura consigliata:
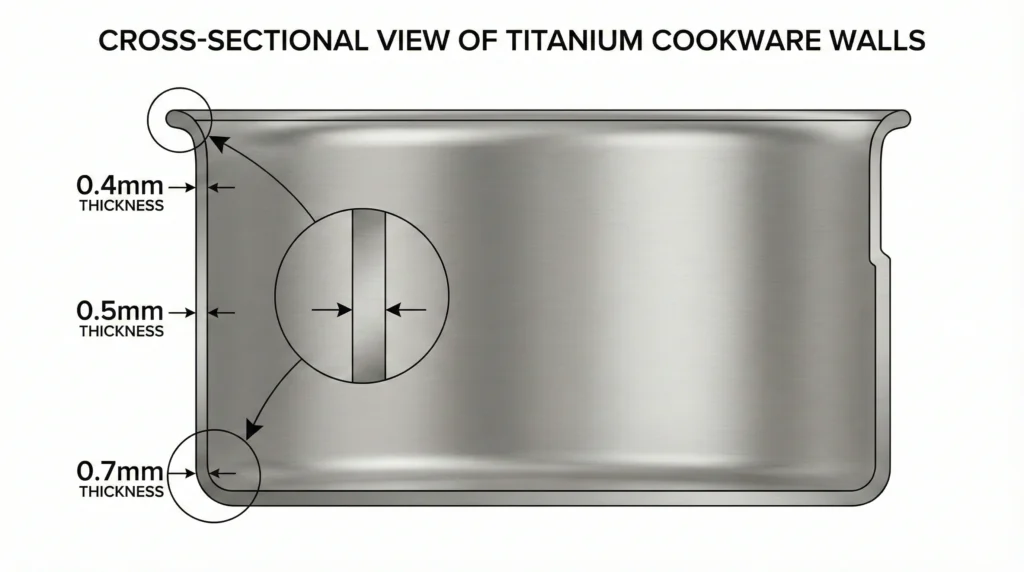
Strategia dello spessore per le pentole
Le pentole in titanio variano tipicamente da 0da 0,4 mm a 0,8 mm di spessore. La scelta dello spessore corretto influenza direttamente il peso, la rigidità strutturale, efficienza di riscaldamento, durata e costo totale di produzione. Per gli acquirenti OEM, la definizione anticipata dello spessore garantisce la corretta attrezzatura, parametri di formatura, e tassi di rendimento prevedibili della produzione di massa.
| Spessore | Peso | Durabilità | Typical Use Cases |
|---|---|---|---|
| 0.40 mm | Ultraleggero | Low–Medium | Backpacking pots, minimalist cups, boil-only cooking |
| 0.50 mm | Very light | Medio | Standard camping cookware, all-purpose outdoor sets |
| 0.60 mm | Equilibrato | Medium–High | High-capacity pots, frypans, general outdoor cooking |
| 0.70–0.80 mm | Più pesante | Alto | Large cookware, high-heat tasks, premium durability lines |
The Weight–Strength–Cost Triangle
Thinner walls reduce pack weight but increase forming difficulty.
Thicker walls increase stiffness and resistance to deformation.
Material cost + forming complexity = overall OEM cost level.
OEM Thickness Recommendations
- Ultralight series (fast-boil only): 0.40–0.50 mm
- All-purpose camping cookware: 0.50–0.60 mm
- Large frypans / soup pots: 0.60–0.70 mm
- High durability / premium collections: 0.70–0.80 mm
At 7Titanium, cookware thickness is validated through force deformation testing, yield-rate analysis, and real-world cooking simulations to ensure the selected thickness aligns with your product positioning and market expectations.
Lettura consigliata:
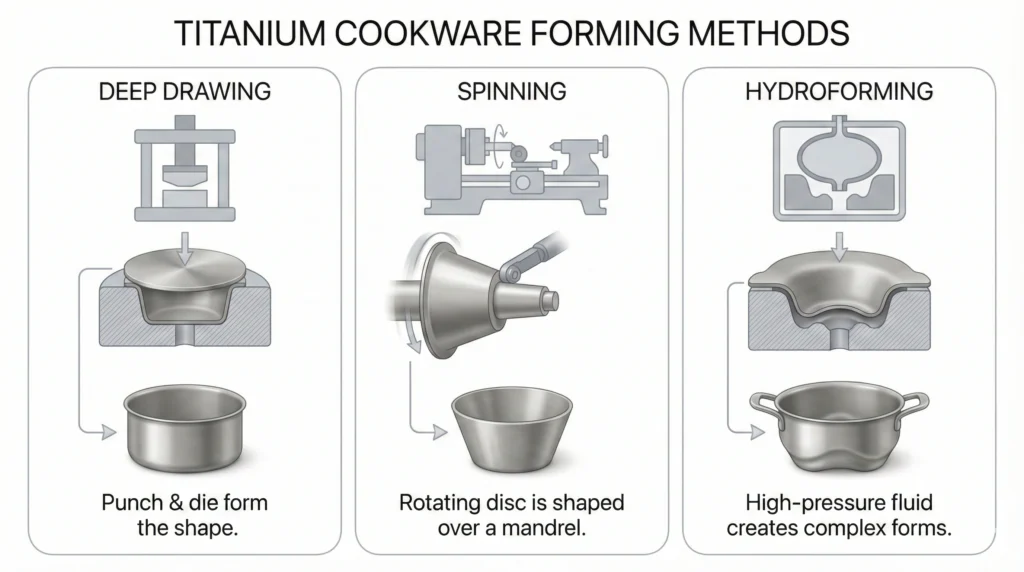
Forming Processes for Titanium Cookware
Titanium’s mechanical properties require specialized forming techniques to achieve
the thin-wall, high-strength structures demanded in outdoor cookware.
Each forming method influences production cost, tooling requirements, yield rate,
and final product performance.
Below is an engineering-level overview of the processes used at 7Titanium.
1. Deep Drawing (深拉伸)
The most common process for titanium pots, cups, and bowls.
Titanium sheets are drawn into shape using high-pressure tooling.
- • Best for 0.4–0.7 mm wall thickness
- • Requires hardened tooling for titanium
- • Lower cost at scale; stable OEM yield rate
- • Perfect for symmetrical shapes: pots, mugs, bowls
2. Spinning
A rotating titanium disc is formed over a mandrel using controlled pressure.
Produces seamless curved walls with excellent structural strength.
- • Suitable for frypans, rounded pots
- • Excellent consistency for thin-wall designs
- • Higher labor & machine cost than deep drawing
- • Premium appearance with smooth continuous curvature
3. Forging
Mainly used for handles, lids, brackets, and high-strength components.
Enhances rigidity and surface hardness.
- • Not for thin-wall cookware bodies
- • Ideal for Grade 5 titanium structural parts
- • Increases strength & precision for mechanical joints
- • Higher cost but required for durability
4. Laser Welding
Required when attaching handles, lugs, multi-piece components,
or hybrid-grade structures. Titanium requires argon protection
to prevent oxidation during welding.
- • Essential for side handles, bail handles, brackets
- • Creates strong, clean seams with minimal deformation
- • Requires strict shielding gas protection
- • Impacts QC & tooling design at early OEM stages
5. CNC Machining
Used for precision components: lid knobs, handle joints,
and high-tolerance interfaces.
- • Suitable for Grade 5 titanium
- • High machining hardness increases tool wear
- • Higher cost, but best for accuracy & premium feel
- • Allows intricate custom branding
OEM Process Selection Framework
- If weight is priority: Deep drawing + annealing for 0.4–0.5 mm cookware.
- If aesthetics are priority: Spinning for seamless curved walls.
- If strength is priority: Forged or CNC Grade 5 titanium components.
- If modular structure: Laser welding with precision jigs.
At 7Titanium, all forming methods are validated through tooling simulation,
force-distribution analysis, and real-world cooking durability tests to ensure
the final cookware meets OEM specifications and market positioning.
Related Articles:

Surface Treatments & Finishing
Titanium cookware requires specialized finishing techniques to achieve the desired aesthetics, cooking performance, corrosion resistance, and brand differentiation. Each finish impacts surface hardness, friction behavior, cleanability, and usability in real outdoor environments.
1. Sandblasting (喷砂)
The most common finish for titanium cookware. Creates a uniform matte texture and enhances grip.
- • Hides micro-scratches effectively
- • Ideal for pot bodies and cups
- • Requires fine ceramic media for titanium
- • Neutral, premium outdoor aesthetic
2. Polishing (抛光)
Produces a smooth reflective finish. Mainly used for premium or presentation-grade cookware.
- • Harder to scratch, easier to wipe clean
- • Higher labor & machine time
- • Suitable for Grade 2 titanium surfaces
- • Not common for ultralight markets
3. Heat Oxidation Finish (火焰氧化色 / 烧色)
Controlled heating creates natural oxide layers with blue–purple tones. Popular in enthusiast and collector markets.
- • 100% chemical-free colorization
- • Each piece has unique color gradients
- • Higher scrap rate than standard finishes
- • Great for “burnt titanium” aesthetic SKUs
4. Laser Engraving (激光雕刻)
The preferred method for branding titanium products. Precise, durable, and does not damage structural integrity.
- • Ideal for logos, graduations, serial numbers
- • Compatible with complex shapes
- • No ink or chemical coating required
- • Best practice for OEM private-label designs
5. Non-Coating Approach (无化学涂层理念)
Unlike stainless steel and aluminum, titanium cookware for outdoor use typically avoids chemical coatings.
- • No Teflon / PFAS / ceramic coating
- • 100% metal–only surface
- • Safe for open flame & high-temperature cooking
- • Must educate consumers on oil-based nonstick usage
OEM Surface Selection Guide
- For ultralight cookware: Sandblasting + fine brushing.
- For premium retail SKUs: Polishing + deep engraving.
- For enthusiast markets: Controlled oxide color finishes.
- For durability-first cookware: Matte blasting + reinforced rim forming.
7Titanium performs all finishing processes in-house for maximum consistency, allowing OEM clients to match textures across cookware sets and control brand identity at a surface-level engineering standard.
Related Articles:

Handle & Lid Engineering
Handle and lid structures directly determine safety, usability, heat transfer control,
packability, and long-term durability of titanium cookware.
Outdoor use environments — open flame, uneven heat, impact, and repeated folding — require
engineering choices different from indoor kitchen cookware.
1. Foldable Wire Handles
The most common choice for ultralight titanium pots and mugs.
Built from Grade 5 titanium or stainless-steel wire, depending on OEM cost targets.
- • Extremely lightweight & compact for backpacking
- • Minimal heat conduction if welded at low contact points
- • Rubber sleeves optional, but not recommended for open flame users
- • Ideal for 300–900ml mugs & small pots
2. Fixed Side Handles
Suitable for cookware ≥ 1.2L that requires stable grip and controlled pouring.
- • Stronger torque resistance than foldable designs
- • Preferred for cooking sets with frying pans
- • Heavier, but provides professional cooking feel
- • Ideal for family camping titanium sets
3. Bail Handles
Optimized for hanging over fire or tripod in bushcraft scenarios.
- • Best for 1–2L pots used on open flame
- • Prevents tipping when cooking heavy contents
- • Requires precision welding for structural integrity
- • Often paired with foldable side handles (dual-function)
4. CNC Titanium Lid Knobs
Premium outdoor brands increasingly request CNC-grade lid knobs for higher durability
and branding control.
- • Grade 5 titanium or aluminum alloy
- • Heat resistant & extremely durable
- • Can be laser engraved or bead-blasted
- • Adds premium identity to OEM cookware lines
5. Lid Fit Engineering
Lid fit affects steam retention, boiling efficiency, and wind resistance.
- • Outdoor cookware prefers loose-fit for boil-over prevention
- • Tight-fit is better for home-style cooking
- • Titanium’s spring-back effect requires precise forming molds
- • Optional steam vent opening for OEM brands
6. Welds vs Rivets
A critical engineering choice that impacts lifetime durability.
- Welded Handles — stronger, seamless, corrosion-free,
preferred for titanium cookware. - Riveted Handles — lower cost but heavier and prone to loosening.
- • Premium outdoor brands almost always choose welded structures
- • Weld quality must match titanium grade (refer to Grade 2 / Grade 5 guide)
OEM Engineering Selection Guide
- Ultralight markets: Foldable wire handles + loose-fit lids.
- Premium retail cookware: Fixed handles + CNC titanium knobs.
- Bushcraft / survival markets: Bail handles + reinforced welds.
- Large-volume OEM projects: Welded handle bases to reduce QC risk.
7Titanium engineers and welders provide in-house jig systems to ensure identical handle angles
and lid alignment across mass production — a key requirement for premium OEM brands.
Related Engineering Guides:
Weight Optimization Strategy
Weight is the core value proposition of titanium cookware. OEM brands must balance durability, packability, heat efficiency, and structural strength while maintaining the lowest possible mass. Weight engineering is not simply “making walls thinner”—it is a multi-variable decision involving material grade, thickness distribution, geometry, and process control.
1. Differential Wall Thickness
Rather than applying a uniform thickness, premium titanium cookware optimizes thickness per zone:
- • Base: 0.5–0.7mm for improved heat distribution
- • Sidewalls: 0.3–0.45mm for maximum weight reduction
- • Rim: reinforced to prevent deformation during welding or lid fit
7Titanium’s forming jigs ensure repeatable thickness distribution during deep drawing.
2. Material Grade Selection
Titanium Grade 2 provides excellent forming capability and a lighter overall weight, while Grade 5 is stronger and allows thinner walls without losing structural rigidity. Choosing the correct grade is a major lever for OEM weight targets.
3. Geometry-Driven Weight Reduction
Shape has measurable impact on weight and manufacturability:
- • Straight-wall pots maximize volume per gram
- • Curved-wall designs improve rigidity, allowing thinner sidewalls
- • Wide-bottom vessels improve heat efficiency and stability
OEM brands should select geometry based on target markets (ultralight vs family camping).
4. Weld and Handle Optimization
Handle bases and weld points are often the heaviest localized areas. Weight can be reduced through:
- • Minimal-contact weld tabs
- • Reduced weld bead length
- • Wire handle designs instead of fixed plates
Proper jig alignment ensures weld strength even with lighter components.
5. Process Control for Thin-Wall Forming
Thin-wall titanium requires stable deep-drawing processes:
- • Lubrication and temperature control to prevent micro-cracking
- • Multi-stage drawing to maintain shape accuracy
- • Spring-back compensation for precise rim diameter
These steps are critical to ensure lightweight products survive real outdoor stress.
6. Weight Benchmarking for OEM Projects
Typical market benchmarks for titanium cookware:
- • 450–600ml mug: 65–95g
- • 750–900ml pot: 105–135g
- • 1.2–1.4L pot: 145–185g
- • Frying pans: 85–140g depending on handle choice
Benchmarking ensures your new OEM model aligns with competitive UL gear standards.
Request a Weight-Engineered OEM Proposal
Our engineers can simulate, optimize, and benchmark weight for any titanium cookware design.

OEM Cost Structure for Titanium Cookware
Titanium cookware requires specialized forming, welding, and surface finishing processes. Understanding the cost structure allows OEM buyers to make informed decisions, reduce development risk, and forecast long-term pricing stability. Titanium is not a commodity product—its cost model is driven by engineering parameters rather than purely volume. The following breakdown reflects how manufacturers calculate real OEM costs.
1. Tooling & Engineering Fixtures
Tooling is the largest upfront cost in titanium cookware development. Each vessel typically requires:
- • Deep-drawing mold
- • Secondary forming / trimming fixtures
- • Handle welding jigs
- • Calibration rings for rim accuracy
Typical range: $1,800 – $6,000 per mold depending on size and complexity. Multi-stage forming increases tooling cost but improves yield rate and consistency.
2. Raw Material (Titanium Sheet Pricing)
Material grade and thickness directly impact pricing. Grade 2 is most common for cookware; Grade 5 is used in ultra-light or high-rigidity designs.
Key variables that influence cost:
- • Titanium spot price (global market volatility)
- • Sheet thickness (0.3mm vs 0.5mm vs 0.7mm)
- • Grade 2 vs Grade 5 material choice
- • Sheet rolling method (annealed vs cold-rolled)
Riferimento: Titanium Grade Comparison
3. Welding & Assembly
Titanium welding requires argon shielding to prevent oxidation. Skilled TIG welding adds significant cost due to:
- • Labor-intensive weld preparation
- • Multiple weld passes on thicker components
- • Strict heat control to avoid distortion
- • Post-weld cleaning and sandblasting
Welding cost increases with the number of components: wire handles < plate handles < folding handles with brackets.
4. Surface Treatment & Finishing
Finishing determines the final consumer perception. Titanium cookware may include:
- • Sandblasting (uniform matte aesthetic)
- • Fine polishing (premium reflective finish)
- • Acid cleaning (oxide removal)
- • Anti-fingerprint nano-coating (optional)
Finishing is typically 8–15% of total cost depending on process complexity.
5. Quality Control & Yield Rate
Titanium forming has a lower yield rate than aluminum or stainless steel. OEM cost is influenced by:
- • Deep-drawing success rate
- • Weld failure rate
- • Surface defect rejection
- • Dimensional accuracy checks
Better tooling reduces scrap rate, directly lowering unit cost.
6. Packaging & Branding
OEM packaging options significantly affect cost:
- • Bulk pack (lowest cost)
- • Individual boxed sets
- • Custom printing or color packaging
- • EVA storage bags or mesh bags for camping brands
Packaging is often 5–12% of total project cost.
7. Volume & MOQ Tiers
Unit cost decreases with volume because:
- • Tooling is amortized across more units
- • Material waste can be optimized
- • Production line setup cost spreads over batches
Typical OEM cookware MOQ: 300–800 sets per model.
Request a Full OEM Cost Breakdown
Our engineering team can prepare a detailed cost model based on your design, volume, and material requirements.

Supply Chain & QC Workflow for Titanium Cookware OEM Projects
Titanium cookware manufacturing requires a controlled supply chain and a multi-stage quality assurance framework. OEM buyers benefit from understanding how each phase—from material sourcing to final inspection—contributes to performance, durability, and cost consistency. The following workflow reflects the typical production sequence used by professional titanium cookware manufacturers.
1. Raw Material Sourcing & Certification
Cookware production begins with certified titanium sheet from trusted mills. Requirements include:
- • Grade 2 or Grade 5 titanium sheets
- • Mill Test Certificates (MTC / EN 10204 3.1)
- • Thickness accuracy tolerance checks
- • Ispezione dei difetti superficiali prima della formatura
La selezione dei materiali influisce sui costi, sulla sicurezza e sulla stabilità della fornitura a lungo termine. Riferimento: Titanium Grades Guide
2. Ingegneria di pre-produzione
L'ingegneria converte l'intento progettuale in specifiche realizzabili. Azioni chiave:
- • Affinamento CAD e revisione strutturale
- • Ottimizzazione dello spessore per peso e rigidità
- • Valutazione della geometria della maniglia/staffa
- • Percorso di saldatura e piano di schermatura
- • Convalida degli strumenti e pianificazione delle prove
La precisione ingegneristica determina il tasso di scarto e la longevità degli utensili.
3. Fabbricazione di utensili e campione del primo articolo (FAS)
Gli strumenti vengono creati sulla base dei file tecnici approvati. Dopo il completamento dell'attrezzatura:
- • Prima prova di imbutitura (verifica deformazione)
- • Misurazione della precisione del cerchio
- • Handle interface and bracket alignment
- • Weld feasibility test
- • Weight target validation
The FAS is submitted to the buyer for evaluation before mass production.
4. Material Preparation & Cutting
Titanium sheet is cut to precise blanks to ensure consistent forming. QC checkpoints include:
- • Sheet thickness tolerance ±0.02–0.05mm
- • Surface oxide removal
- • Burr-free trimming
- • Pre-forming annealing if required
5. Deep Drawing & Forming
Drawing titanium requires high tonnage and lubricated forming to prevent cracking:
- • Multi-stage forming for larger cookware
- • Dimensional accuracy check per batch
- • Rim reinforcement for stability
- • Annealing between draw steps for Grade 5
Riferimento: Titanium vs Stainless Steel Supply Chain Guide
6. Welding, Riveting & Assembly
Titanium welding requires oxygen-free environments. QC includes:
- • TIG welding with argon shielding
- • Weld penetration and heat tint inspection
- • Bracket alignment accuracy check
- • Foldable handle torque-test (if applicable)
7. Surface Treatment & Cleaning
After forming and welding, cookware undergoes finishing:
- • Sandblasting or bead blasting
- • Acid cleaning for oxide removal
- • Deburring and edge rounding
- • Optional nano-coating for fingerprints
8. Multi-Stage QC & Final Inspection
Professional OEM QC includes:
- • Dimensional tolerance measurement
- • 100% visual surface inspection
- • Weld strength test
- • Weight and thickness verification
- • Functional test with flame or induction
QC supervisors sign the batch before packaging begins.
9. Packaging, Labeling & Export Logistics
Packaging depends on brand requirements and shipping mode:
- • Bulk packing for lowest cost
- • Individual retail boxes (custom artwork)
- • EVA or mesh storage bags
- • Carton drop-test compliance
Final steps include freight coordination, customs documentation, and palletization.
Get a Full OEM Supply Chain & QC Plan for Your Cookware Project
Our engineering and QC teams can prepare a detailed plan tailored to your design, target market, and compliance requirements.
Packaging & Branding Options for Titanium Cookware OEM Buyers
L'imballaggio è una parte fondamentale della catena di fornitura OEM, non solo per la protezione del prodotto, ma anche per lo storytelling del marchio, la preparazione al dettaglio e l'esperienza del cliente. All'aperto e I marchi DTC spesso richiedono un equilibrio tra durata, ottimizzazione del peso e aspetto visivo identità. Questa sezione illustra l'intera gamma di percorsi di confezionamento e branding disponibili per progetti di pentole in titanio.
1. Imballaggio per esportazione in grandi quantità (il più conveniente)
Ideale per i marchi che riconfezionano le pentole nelle proprie strutture o 3PL. Questo metodo riduce al minimo i costi e il volume di spedizione.
- • Polisacco o pellicola kraft
- • Adesivo con codice a barre opzionale
- • Carico denso di cartoni principali per costi di trasporto più bassi
- • Recommended for B2B wholesale and Amazon FBA prep centers
2. Custom Retail Packaging
Designed for premium DTC brands and retailers requiring visual shelf appeal and consistent brand identity.
- • Full-color printed retail box
- • Recyclable kraft paper box (eco-focused)
- • Minimalist white or matte-black box for premium brands
- • QR code, instruction card, care manual
Artwork can be supplied in AI/PDF formats. Optional add-on: custom EVA interior molding for protection.
3. Soft Storage Bags (Ultralight Setup)
Popular with outdoor brands focused on weight savings. Works particularly well for nesting cookware, cup sets, and pot systems.
- • Mesh bag (ultralight)
- • Ripstop nylon pouch
- • Heat-resistant felt pouch
- • Branding available via woven label or printed logo
4. EVA + Molded Protective Cases
Offers high-impact resistance and is preferred for premium cookware kits or multi-piece sets.
- • Custom molded EVA case with exact silhouette
- • Zipper or magnetic closure
- • Debossed or printed logo options
- • Ideal for camping sets and luxury outdoor gift bundles
5. Branding Methods (Logo Customization)
Cookware OEM projects typically support multiple branding techniques depending on the desired visual effect and durability.
- • Laser engraving (most common and durable)
- • Embossed / debossed logo (requires tooling)
- • Silk screen printing (for lids, handles, retail boxes)
- • Electrolytic color marking (select models)
See related manufacturing guide: OEM Titanium Mugs Guide 2025
6. Regulatory & Retail Requirements
Packaging can be prepared according to market standards to simplify import and warehouse workflows.
- • UPC/EAN barcode placement
- • FDA / EU food-contact labeling (if applicable)
- • Country-of-origin marking
- • Instruction manuals with care guidance
Request Packaging Mockups & Branding Samples
Our design and engineering teams can prepare retail box mockups, logo placement options, and packaging prototypes tailored to your brand.

MOQ Strategy & Lead Time Planning for Titanium Cookware OEM
Titanium cookware requires specialized forming, welding, and finishing processes. Because tooling costs and batch efficiencies differ from stainless steel or aluminum, OEM buyers benefit from understanding how MOQ, tooling decisions, and lead times are structured across different cookware categories.
1. MOQ by Product Category
The minimum order quantity varies based on forming complexity and tooling.
- Single-wall pots / bowls: 300–500 units
- Deep-drawn cookware sets: 500–800 units
- Fry pans or wide-diameter vessels: 600–1000 units
- Multi-piece cookware kits: 300–500 sets
- Custom handle assemblies: 1000+ pieces (metal forming MOQ)
MOQ can be lower for engineering samples, pre-launch batches, or Kickstarter/DTC validation runs.
2. Tooling Impact on MOQ
Tooling investment is the biggest driver of MOQ flexibility.
- • Custom deep-draw tooling enables 300+ unit production
- • Shared tooling lowers cost but limits shape customization
- • Emboss molds for logo require separate tooling (optional)
- • Handle stamping dies typically require higher MOQ (≥1000 pcs)
See tooling guidance in: OEM Titanium Mugs Guide 2025
3. Lead Time Breakdown (Standard)
Lead times differ by product complexity and factory load.
- Tooling fabrication: 20–35 days
- First Article Sample (FAS): 10–15 days
- Mass production (300–800 units): 25–35 giorni
- Large-scale runs (1,000+ units): 35–45 days
- Custom handles / lids: +10–20 days depending on tooling
Seasonal peaks (Aug–Nov) may extend lead times; January shutdown should be considered for annual planning.
4. Lead Time for Packaging & Branding
- Retail box printing: 12–18 days
- EVA molded cases: 20–25 giorni
- Artwork approval: 3–5 days
- Barcode/label production: 5–7 days
Packaging lead times can run in parallel with cookware production to shorten total timeline.
5. Strategies for Lower MOQ
Buyers seeking flexibility can use the following approaches:
- • Use existing tooling instead of custom dies
- • Standardize handle design across multiple SKUs
- • Start with a single SKU before full kit development
- • Combine orders into quarterly production batches
- • Pre-approvare la finitura superficiale e il colore per evitare ripetizioni
6. Previsioni e pianificazione della catena di fornitura
I marchi professionali outdoor in genere pianificano la produzione utilizzando:
- • Previsione della domanda a 6 mesi per SKU stabili
- • Piano annuale di ammortamento delle attrezzature
- • Prenotazione prima del Capodanno cinese (fondamentale per la consegna del primo trimestre)
- • Cicli di riordino trimestrali per i marchi DTC
Vedi riferimento alla catena di fornitura: Titanium vs Stainless Steel Supply Chain Guide
7. Tempi di spedizione (globale)
- Campioni FedEx/DHL: 5–8 giorni
- Trasporto aereo: 7–12 giorni
- Trasporto marittimo verso la costa occidentale degli Stati Uniti: 18–25 giorni
- Trasporto marittimo verso l'Europa: 32–40 giorni
- Spedizione diretta FBA disponibile
Richiedi un MOQ personalizzato e un piano di lead time
Il nostro team può preparare una tabella di marcia dettagliata in base alla data di lancio prevista, alla struttura dello SKU, esigenze di attrezzature e volume di produzione previsto.
Elenco di controllo RFQ per acquirenti di pentole in titanio
Una RFQ (richiesta di preventivo) completa garantisce costi accurati e una progettazione più rapida allineamento e tempi di consegna prevedibili. Le pentole in titanio hanno una forma e una forma uniche requisiti di saldatura, quindi fornire specifiche dettagliate riduce significativamente circuiti di campionamento e problemi di comunicazione. Utilizzare la seguente lista di controllo per preparare un RFQ efficace per la produzione OEM.
1. Categoria del prodotto e uso previsto
Chiarisci cosa stai sviluppando:
- • Pentola/ciotola/padella/coperchio singolo
- • Batteria di pentole multipezzo
- • Sistema di campeggio nidificante
- • Caso d'uso ultraleggero e pesante
L'uso previsto influisce sulla selezione dello spessore, sulla strategia di saldatura e sugli obiettivi di peso.
2. Dimensioni e dati tecnici
Si prega di includere:
- • Diametro, altezza, spessore del bordo
- • Volume target (ml/oz)
- • Peso target
- • Design della maniglia (pieghevole, fissa, rivettata)
- • Geometria del coperchio (con foro vapore o meno)
I disegni CAD (STEP/IGES/PDF) accelerano notevolmente la valutazione della fattibilità.
3. Grado e spessore del materiale
- • Grado 2 (titanio puro commerciale)
- • Grado 5 (Ti-6Al-4V per elevata rigidità)
- • Spessore target della lamiera (tipico 0,4–0,8 mm)
- • Costruzione a parete singola o doppia
Riferimento: Titanium Grades Guide
4. Trattamento e finitura superficiale
Specifica la finitura che preferisci:
- • Sabbiato opaco
- • Finitura spazzolata
- • Titanio naturale pulito con acido
- • Nano rivestimento anti-impronta (opzionale)
5. Requisiti di maniglia e assemblaggio
- • Stile impugnatura: filo, stampato, CNC, inserto in legno
- • Interfaccia rivettata o saldata
- • Requisiti di resistenza al calore
- • Requisiti di supporto del carico o di ganci per appendere
6. Requisiti del marchio
- • Incisione laser (la più comune)
- • Goffratura/debossing (richiede attrezzatura)
- • Stampa su coperchio/maniglia/scatola di vendita al dettaglio
- • Posizione del logo, dimensione, spessore del tratto
Riferimento: Guida al marchio OEM per tazze in titanio
7. Istruzioni per l'imballaggio
- • Imballaggio per esportazione sfusa (costo più basso)
- • Scatola al dettaglio (stampata o kraft)
- • Custodia in rete/nylon/EVA
- • Codice a barre, codice QR, scheda di istruzioni
8. Quantità e previsioni
- • Quantità del primo lotto
- • Previsioni annuali (per prezzi migliori)
- • Se è necessario un MOQ inferiore per i test di lancio
Vedi la pianificazione della produzione in: Guida alla catena di fornitura del titanio
9. Conformità e test
- • Requisiti LFGB/FDA relativi al contatto alimentare
- • Dichiarazioni senza BPA (se applicabile)
- • Test di caduta per imballaggi per la vendita al dettaglio
- • Aspettative del test della fiamma all'aperto
10. Prezzo target e aspettative di consegna
- • Fascia di prezzo target FOB o EXW
- • Imballo incluso o escluso
- • Data di consegna preferita
- • Paese di destinazione o magazzino Logistica di Amazon
Scarica un modello di richiesta di offerta completo per pentole in titanio
Invia i dettagli del tuo progetto e ricevi un modello di richiesta di offerta personalizzato su misura pentole, attrezzature per esterni o linee di prodotti DTC.









