
Produzione di pentole in titanio: controllo del processo e punti di rischio per la qualità
Riepilogo esecutivo: controllo del rischio lato acquirente
La produzione del titanio è fondamentalmente diversa da quella dell’acciaio inossidabile o dell’alluminio. La sua elevata reattività con l'ossigeno e la tendenza a “sfiele” richiedono una rigorosa disciplina del processo. La qualità non può essere controllata in un contenitore in titanio; deve essere fabbricato in esso.
Per gli acquirenti OEM, i punti di controllo critici sono: Ricottura sotto vuoto E Saldatura a gas inerte. Il fallimento in questi passaggi provoca fessurazioni ritardate e cedimenti strutturali.
A differenza dell’acciaio inossidabile, dove i difetti superficiali possono spesso essere eliminati, i difetti del titanio sono generalmente strutturali e terminali. Comprendere la scienza dell'attrito e la metallurgia del processo è essenziale per valutare la competenza del fornitore.
Fase 1: preparazione e lubrificazione del materiale
Il processo inizia con ASTM B265 Grado 1 o Grado 2 bobina. Il titanio ha sistemi di scorrimento limitati rispetto all'acciaio, che lo rendono incline allo strappo durante il punzone iniziale.
1. Direzione della tranciatura e della grana
Il titanio ha una significativa “anisotropia planare”. Se il produttore non tiene conto della direzione delle venature della bobina, la tazza formerà bordi irregolari (“orecchie”) durante la trafilatura, con conseguente eccessivo spreco di materiale.
2. Lubrificazione ad alta pressione
Il titanio ama saldarsi a freddo su stampi in acciaio. Le fabbriche devono utilizzare pellicole polimeriche per carichi pesanti o bisolfuro di molibdeno ($MoS_2$) lubrificanti per prevenire il grippaggio. Assicurarsi che il lubrificante sia certificato per uso alimentare per la fase di pulizia.
Fase 2: Imbutitura profonda (fase di formatura)
È qui che il disco piatto diventa un vaso 3D. La sfida principale è Ritorno elastico.
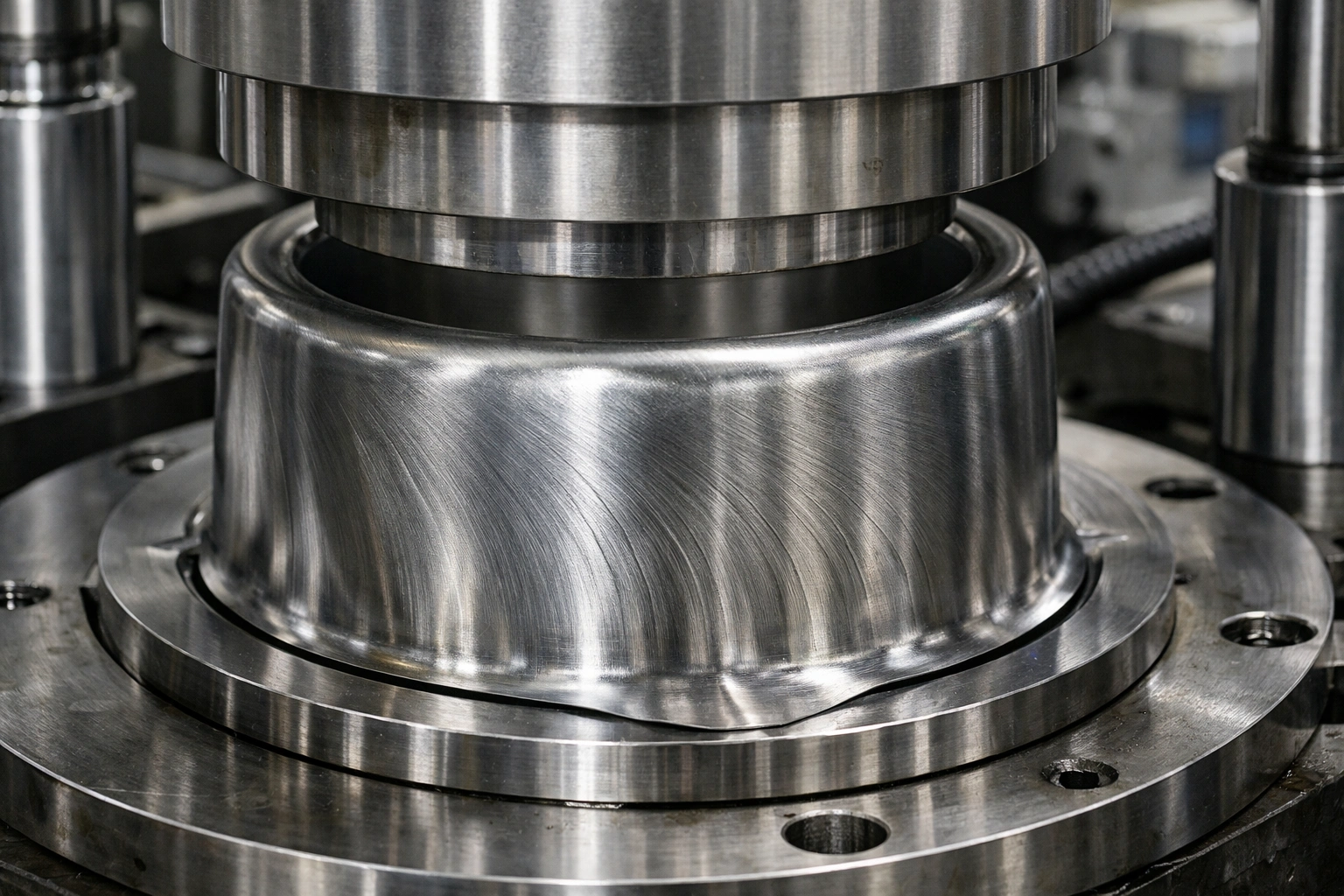
3. Formatura con pressa idraulica
Il titanio richiede disegno idraulico a bassa velocità. Se il progetto richiede una parete a 90°, potrebbe essere necessario piegare eccessivamente lo strumento a 92° in modo che il metallo ritorni a 90°. Cerca la consistenza "a buccia d'arancia", che indica una scarsa dimensione della grana della materia prima.
Fase 3: ricottura sotto vuoto (il passaggio critico)
Dopo la trafilatura, la struttura cristallina del titanio viene indurita. Diventa fragile e soggetto a fessurazioni da tensocorrosione.

4. Sollievo dallo stress e schermatura del vuoto
A 700°C il titanio assorbe avidamente l’ossigeno. La ricottura all'aria produce uno strato fragile "Alpha Case". Ricottura sotto vuoto non è negoziabile per il mantenimento della duttilità e della conformità alla sicurezza LFGB.
Fase 4: Assemblaggio e Saldatura a Gas Inerte

Il “Test del colore” per la qualità della saldatura
| Colore della saldatura | Stato della qualità | Implicazioni strutturali |
|---|---|---|
| Argento | Perfetto | Schermatura ideale. Massima duttilità. |
| Paglia/Oro | Accettabile | Leggera ossidazione superficiale. Accettabile per pentole. |
| Blu/Viola | Rischio | Ossidazione moderata. Fragilità potenziale. |
| Polvere bianca | FALLIRE | Ossidazione grave. La saldatura probabilmente si spezzerà. |
Fase 5: Finitura e pulizia della superficie

5. Trattamento superficiale e pulizia ad ultrasuoni
Che sia sabbiato o lucidato, il passaggio finale deve essere Sgrassaggio ad ultrasuoni. La pulizia incompleta della cera lucidante è la causa principale dei reclami dei consumatori e dei “residui neri”.
Fase 6: standard finali di QC e AQL
Consigliamo QI 2,5/4,0 per le linee in titanio:
- Prova del panno bianco: Nessun residuo grigio/nero sulla salvietta imbevuta di alcol.
- Planarità: Leggera concavità per gestire l'espansione del calore.
- Integrità del vuoto: Richiesto per ingranaggio isolato a doppia parete.
- Sicurezza: I cerchi laminati devono essere completamente chiusi e senza bave.
Costruire una catena di fornitura resiliente
La produzione qualificata del titanio riguarda il controllo del processo, non solo il prezzo. Assicurati che il tuo partner utilizzi la ricottura sotto vuoto e l'argon ad elevata purezza.
Approfondisci la tua conoscenza:
Esplora la nostra guida su Vantaggi strategici delle pentole in titanio.









