
Fabricant de titane · Stratégie de délai de livraison
Par Max Jiang16 novembre 2025Temps de lecture : ~12–15 minutes
Les retards de production dans la fabrication OEM du titane entraînent un prix élevé. Un seul retard de livraison peut avoir des répercussions sur les calendriers d’assemblage des avions, retarder le lancement de dispositifs médicaux ou déclencher des pénalités contractuelles qui effacent des marges déjà minces. Ce guide explique pourquoi les retards se produisent et comment les équipementiers peuvent systématiquement les éviter tout au long de la chaîne de valeur du titane.

Les livraisons tardives de titane se répercutent sur les calendriers des équipementiers du secteur aérospatial, médical et industriel, mais la plupart des retards peuvent être évités avec les bons systèmes.
Table des matières
- 1. Comprendre les causes profondes des retards de production
- 2. Maîtriser la Supply Chain et la gestion du matériel
- 3. Construire des systèmes de qualité proactifs
- 4. Naviguer dans les exigences réglementaires et de conformité
- 5. Cadre de mise en œuvre : de la stratégie à l'action
- Conclusion : la prévention comme avantage concurrentiel
Les retards de production dans la fabrication OEM du titane entraînent un prix élevé. Un seul retard de livraison peut avoir des répercussions sur les calendriers d’assemblage des avions, retarder le lancement de dispositifs médicaux ou déclencher des pénalités contractuelles qui effacent des marges déjà minces. Les chiffres parlent d'eux-mêmes : les composants en titane forgé peuvent prendre de 6 à 18 mois entre la commande de la matière première et la pièce finie, l'approvisionnement en titane brut lui-même nécessitant environ neuf mois. Lorsque les retards allongent encore ces délais (parfois de 12 mois ou plus), les effets en cascade touchent toutes les parties prenantes de la chaîne d’approvisionnement.
Pourtant, la plupart des retards ne sont pas inévitables. Ils proviennent de causes profondes identifiables : chaînes d'approvisionnement tendues avec une visibilité limitée, problèmes de qualité qui nécessitent des reprises, pannes d'équipement, arrêts d'audit et goulots d'étranglement de capacité chez les fournisseurs à plusieurs niveaux. Pour les responsables de production et les équipes d’approvisionnement évoluant dans les secteurs de l’aérospatiale, des dispositifs médicaux, de l’automobile et des équipementiers industriels, la question n’est plus de savoir si la production de titane est intrinsèquement imprévisible. Il s’agit de savoir si votre organisation a mis en place des mesures de prévention systématiques.
Cet article présente les mécanismes des retards de production de titane et les stratégies éprouvées pour les éviter, de la conception de la chaîne d'approvisionnement et de l'architecture du système qualité à la navigation réglementaire et à la planification des capacités.
Comprendre les causes profondes des retards de production
La fabrication du titane utilise plusieurs voies : fraisage et usinage, forgeage, moulage à modèle perdu et fabrication additive. Chacun comporte des risques techniques et de calendrier distincts.
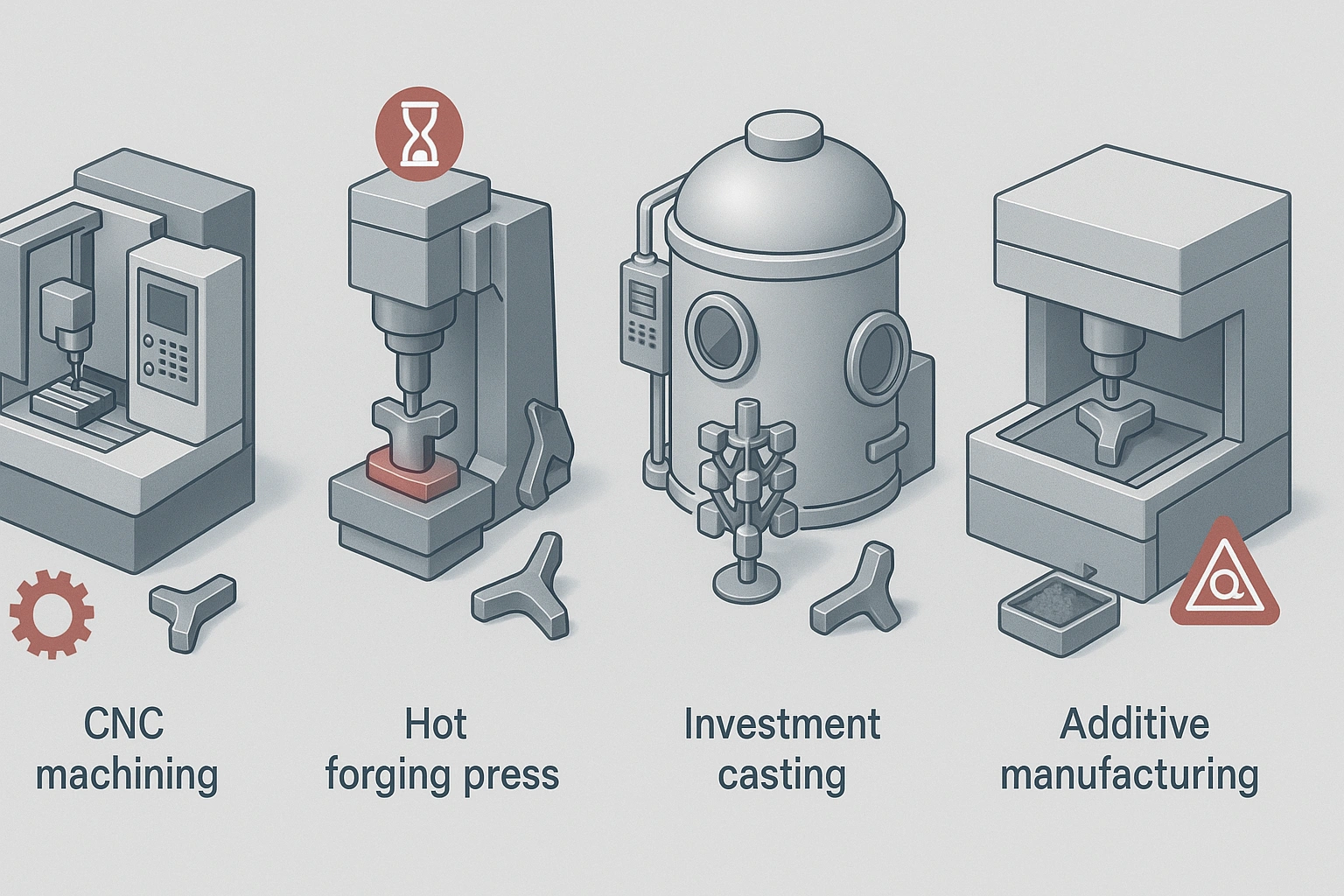
L’usinage, le forgeage, le moulage et la fabrication additive introduisent chacun des risques de retard uniques qui doivent être gérés au niveau du processus.
Usinage et fraisage
Usinage et fraisage : une faible conductivité thermique force environ 80 % de la chaleur de coupe dans l'outil plutôt que dans les copeaux, ce qui accélère l'usure de l'outil et augmente le risque de défaillance de l'outil en cours d'opération. Le Ti-6Al-4V reste l'alliage de référence, mais les alliages bêta à plus haute résistance (Ti-10V-2Fe-3Al, Ti-5Al-5V-5Mo-3Cr) ont une usinabilité encore plus faible et exigent des vitesses réduites. Des contre-mesures pratiques (géométrie de coupe positive, fraisage en montée, liquide de refroidissement à haute pression dans l'outil) améliorent la durée de vie de l'outil, mais la physique fait toujours de l'usinage une source fréquente de stress sur l'équipement, de changements d'outils imprévus et de variabilité des délais.
Forgeage
Forgeage : le forgeage utilise des forces de compression pour façonner les pièces, optimisant ainsi les rapports résistance/poids et la cohérence microstructurale. Les séquences typiques répètent les étapes de pressage, de nettoyage, de meulage et de traitement thermique plusieurs fois par pièce. Étant donné que les fournisseurs de pièces forgées servent souvent plusieurs équipementiers et sont confrontés à de longs cycles de qualification, les contraintes de capacité et les retards de commandes peuvent allonger considérablement les temps de cycle.
Moulage de précision
Moulage de précision : le moulage du titane nécessite une fusion sous vide et des systèmes céramiques spécialisés en raison de la réactivité du métal. Les défauts courants incluent la porosité de retrait de la ligne centrale, atténuée par le pressage isostatique à chaud (HIP), et les réparations de soudure ultérieures effectuées dans des atmosphères inertes. Le titane réagit également avec les moules en céramique pour former une couche « alpha case » enrichie en oxygène qui doit être éliminée par broyage chimique. Chaque étape de remédiation (HIP, réparation de soudure, retrait du boîtier alpha) ajoute du temps de cycle et introduit un risque de reprise.
Fabrication additive (FA)
Fabrication additive (FA) : les procédés de fusion sur lit de poudre (PBF laser et fusion par faisceau d'électrons) sont de plus en plus qualifiés pour les composants en titane selon des normes telles que ASTM F2924 et F3001, qui définissent les exigences en matière de matières premières, la microstructure, les propriétés mécaniques, le traitement thermique, le HIP, l'inspection et la certification. La récente norme ISO/ASTM 52928:2024 codifie la gestion du cycle de vie des poudres, couvrant les propriétés, les méthodes de test et l'assurance qualité des poudres vierges et réutilisées. Même si la fabrication additive peut réduire les délais de livraison pour les géométries complexes, elle introduit des boucles de qualité des poudres, des calendriers HIP post-traitement et une documentation de qualification qui doivent être gérés avec soin pour éviter les retards.
Chaîne d’approvisionnement et contraintes matérielles
Contraintes de la chaîne d'approvisionnement et des matériaux : les délais de livraison du titane brut sont actuellement d'environ neuf mois, et les cycles de fabrication de bout en bout pour les pièces moulées ou forgées s'étendent sur 6 à plus de 18 mois. Les équipementiers manquent souvent de visibilité au-delà de leurs fournisseurs directs, ce qui entraîne des décalages dans le calendrier des commandes et des retards lorsque les signaux de la demande ne se propagent pas tout au long de la chaîne.
Échecs du contrôle qualité
Échecs du contrôle qualité : la porosité de la coulée nécessitant une réparation des HIP et des soudures, l'élimination des cas alpha via le fraisage chimique et les défaillances des outils d'usinage dues à la chaleur peuvent toutes déclencher des reprises et repousser les calendriers. Lorsque des défauts de qualité sont détectés tardivement (lors du contrôle final ou du contrôle de réception client), le cycle est réinitialisé.
Contraintes d’équipement et de processus
Contraintes d'équipement et de processus : les fours de traitement thermique, les équipements de fusion sous vide et les systèmes de distribution de liquide de refroidissement à haute pression constituent des goulots d'étranglement critiques. Bon nombre de ces processus spéciaux relèvent de l'accréditation Nadcap, un programme d'audit de seconde partie géré par l'industrie et accepté par plusieurs constructeurs OEM. Le manque d’accréditation ou les non-conformités d’audit peuvent interrompre les expéditions jusqu’à la clôture des actions correctives.
Lacunes en matière de capacités de main-d’œuvre et d’ingénierie
Lacunes en matière de main d’œuvre et de capacités d’ingénierie : les pertes de main d’œuvre post-pandémique ont ralenti la qualification des nouvelles pièces et le dépannage de la production chez les équipementiers, les fournisseurs de niveau 1, les fonderies et les forges. Des périodes d'intégration de 3 à 6 mois et des courbes d'expérience sur plusieurs années signifient que la capacité ne peut pas être ajoutée du jour au lendemain, même lorsque le capital est disponible.
Goulots d’étranglement en matière de conformité réglementaire
Goulets d'étranglement en matière de conformité réglementaire : les programmes de défense sont confrontés aux clauses du DFARS sur les métaux spéciaux qui limitent l'acquisition au titane fondu ou produit aux États-Unis ou dans des pays éligibles, à quelques exceptions près. Pour les fabricants de dispositifs médicaux, le règlement sur le système de gestion de la qualité (QMSR) de la FDA intègre désormais la norme ISO 13485:2016 par référence, avec une application complète à compter du 2 février 2026. Les mises à jour du système, la formation et les modifications d'inspection peuvent temporairement affecter le débit pendant la transition des organisations.
Figure 1 : Causes profondes des retards de production dans la fabrication OEM du titane, classées par domaine. Comprendre ces facteurs interconnectés permet des stratégies de prévention ciblées.
Maîtriser la Supply Chain et la gestion du matériel
La chaîne d’approvisionnement en titane en 2024-2025 a été remodelée par l’augmentation de la production d’éponges non russes approuvées pour l’aérospatiale, l’augmentation rapide des capacités sur le marché chinois de qualité industrielle et les ajustements des taux de production des équipementiers qui ont modéré l’apport de matières premières. La production d'éponges approuvées pour l'aérospatiale a augmenté pour atteindre 89 000 tonnes au Japon, au Kazakhstan et en Arabie saoudite, la baisse de la production japonaise ayant été compensée par une utilisation plus élevée au Kazakhstan (UKTMP) et une montée en puissance en Arabie saoudite (AMIC Toho Titanium Metal). Pendant ce temps, la Chine a maintenu sa production d’éponges à peu près stable à environ 220 000 tonnes, mais a continué à augmenter sa capacité de manière agressive (estimée à 260 000 tonnes par an d’ici fin 2024 et peut-être jusqu’à 320 000 tonnes par an), ce qui a entraîné un marché intérieur excédentaire. Cependant, l’éponge chinoise n’est pas encore qualifiée pour les applications aérospatiales critiques, ce qui laisse un matériau approuvé pour l’aérospatiale et incite certains fondeurs de lingots occidentaux et les consommateurs américains à tester l’éponge chinoise comme complément.
Les prix contractuels pour les lingots de titane de qualité commerciale occidentale de pureté commerciale 2 ont été évalués entre 11,50 et 12,50 dollars par kilogramme, contre environ 7,14 à 7,41 dollars par kilogramme pour les lingots chinois de qualité TA2. Ces spreads encouragent l’exploration de sources à moindre coût là où la qualification le permet.

Les itinéraires d'éponge de titane, de lingots, de forgeage et d'OEM forment une longue chaîne d'approvisionnement mondiale. La visibilité et des délais de livraison réalistes sont essentiels pour éviter les retards.
Renforcez les stratégies de signalisation de la demande et d’inventaire : fournissez des signaux de demande fiables, à faible volatilité et à long terme aux fournisseurs indirects. De nombreux fournisseurs de niveaux 2 et 3 manquent de visibilité sur les taux de production des constructeurs OEM et prennent des décisions en matière de capacité sur la base d'informations obsolètes ou incomplètes. Envisagez des achats dirigés pour les alliages critiques et la conservation d'un stock tampon pour les pièces à faible volume afin de réduire les surprises de calendrier.
Assumez davantage de risques contractuels et sécurisez votre capacité : proposez des contrats à plus long terme (plus de 10 ans), des garanties de volume et des primes pour les pièces de rechange. Les cycles d’expansion-récession et les chocs programmatiques ont érodé la confiance des fournisseurs et limité l’expansion des capacités. Lorsque cela est stratégique, co-investissez ou développez des capacités internes de moulage ou de forgeage pour réduire la dépendance à l’égard de fournisseurs externes contraints.
Déployez un support technique expérimenté sur les sites des fournisseurs : réembauchez ou affectez des ingénieurs OEM pour aider à stabiliser les processus et accélérer la qualification et le dépannage dans les fonderies et les forges. La connaissance approfondie des processus détenue par les ingénieurs OEM peut raccourcir les courbes d'apprentissage et empêcher les écarts de qualité qui autrement déclencheraient des boucles de reprise.
Utiliser des alternatives et une conception pour la fabricabilité : lorsque cela est possible, faites pivoter la sélection des pièces depuis le moulage ou le forgeage vers la fabrication additive ou l'usinage avancé. Revoyez les spécifications de performances et les choix d’alliages pour améliorer la fabricabilité et permettre une disponibilité multi-sources. Les pièces conçues avec des tolérances strictes et héritées peuvent se limiter à un seul fournisseur et à un seul processus, augmentant ainsi le risque de retard.
Planifiez les commandes d'achat en fonction de délais réalistes : alignez les calendriers d'approvisionnement sur les cycles de bout en bout réels de 6 à 18 mois pour les pièces moulées et forgées, ainsi que sur la fenêtre d'approvisionnement en titane brut d'environ neuf mois. Commandez en amont pour les articles à long délai de livraison et établissez des tampons de calendrier qui reflètent la physique et l'économie de la base d'approvisionnement, et non des délais ambitieux.
Figure 2 : Calendrier de production typique de bout en bout pour les composants en titane moulés et forgés. Les marqueurs rouges indiquent les points de retard courants où une gestion proactive offre la protection de planification la plus élevée.
Construire des systèmes de qualité proactifs
Les défauts de qualité comptent parmi les facteurs de retard les plus coûteux, car ils surviennent tardivement et obligent à retravailler à travers plusieurs étapes du processus. Un défaut de coulée découvert lors de l'inspection finale peut renvoyer la pièce via HIP, réparation des soudures, fraisage chimique et réinspection, ajoutant ainsi des semaines ou des mois au calendrier. Les systèmes qualité proactifs détectent les problèmes rapidement et empêchent la propagation des défauts.
Intégrez les pratiques avancées de planification de la qualité des produits (APQP) et de processus d'approbation des pièces de production (PPAP) selon AS9145 : planifiez la qualité dès le début, avec des examens de phases depuis la conception jusqu'à la production. Utilisez PPAP pour confirmer la capacité démontrée aux taux requis avant d’augmenter le volume. Cette approche réduit les surprises tardives et garantit que la capacité du processus est prouvée et non supposée.
Maintenir l'accréditation Nadcap et les audits internes sur les processus spéciaux : les accréditations en matière de traitement thermique, d'essais non destructifs (CND), de soudage, de traitement chimique et de fabrication additive réduisent les arrêts dus aux audits et augmentent la capacité des processus. Nadcap est un programme d'audit de seconde partie géré par l'industrie et accepté par plusieurs équipementiers des secteurs de l'aérospatiale et de la défense. De nombreuses entreprises exigent une accréditation, et des audits manquants ou échoués peuvent interrompre les expéditions jusqu'à la fin des mesures correctives. Considérez Nadcap non pas comme un fardeau de conformité mais comme un levier d'amélioration des processus.
Utilisez la surveillance des processus en temps réel et le contrôle statistique des processus (SPC) : instrumentez les paramètres critiques (températures de fusion, vitesses de refroidissement, indicateurs d'usure des outils, teneur en humidité de la poudre) et utilisez le SPC pour détecter la dérive du processus avant qu'il ne produise des déchets. La surveillance en temps réel permet aux opérateurs d'intervenir tôt, réduisant ainsi la fréquence des rejets en fin de ligne.
Concevoir l'inspection du premier article (FAI) et les portes d'inspection en cours de processus : structurer les points d'inspection aux transitions logiques du processus (après le forgeage mais avant le traitement thermique, après l'usinage grossier mais avant les opérations de finition) afin que les non-conformités soient détectées lorsqu'une action corrective est encore réalisable et moins coûteuse. Attendre l'inspection finale pour découvrir une erreur dimensionnelle ou une anomalie microstructurale signifie souvent que la pièce doit recommencer une opération antérieure ou être entièrement mise au rebut.
Investissez dans l’ingénierie qualité des fournisseurs et dans la présence sur site : déployez des ingénieurs qualité auprès des fournisseurs de niveaux 1 et 2 pour prendre en charge la validation des processus, l’analyse des causes profondes et les actions correctives. Les équipes qualité des fournisseurs peuvent identifier les problèmes émergents avant qu'ils ne deviennent systémiques, réduisant ainsi le volume de pièces retournées et les perturbations du calendrier.
Figure 3 : Strategic placement of inspection gates throughout the manufacturing process. Early detection at intermediate checkpoints prevents costly rework and schedule resets that occur when defects are discovered only at final inspection.
Navigating Regulatory and Compliance Requirements
Regulatory requirements impose hard gates on production schedules. Missing a compliance deadline or failing an audit can stop shipments, even when parts are physically ready.
Defense programs and DFARS specialty-metals clauses: DFARS 252.225-7008 and 252.225-7009 restrict specialty metals (explicitly including titanium and titanium alloys) to U.S. or qualifying-country melt and production, with limited exceptions for commercial off-the-shelf items and minimal-content thresholds. Make sure procurement contracts flow down these requirements to subcontractors and that material certifications trace melt origin. Qualification of new suppliers under DFARS can take months; plan supplier audits and documentation reviews well in advance of need.
Alignement du QMSR sur les dispositifs médicaux et de la norme ISO 13485 :2016 : la règle finale de la FDA de 2024 intègre la norme ISO 13485 :2016 par référence, avec une entrée en vigueur le 2 février 2026. Cette transition nécessite des mises à jour du système, une formation et des modifications des pratiques d'inspection. Pour les OEM dotés de divisions de dispositifs médicaux, planifiez dès maintenant des audits internes et des analyses d’écarts pour identifier et résoudre les non-conformités avant le début de l’application. La préparation à la réglementation doit être traitée comme un élément du chemin critique et non comme une réflexion administrative après coup.
QMS aérospatial (AS9100/IA9100) et harmonisation des fournisseurs : l'AS9100 et ses variantes internationales harmonisent les exigences du système de gestion de la qualité aérospatiale pour réduire les modules complémentaires uniques à l'organisation et améliorer la qualité, le calendrier et les coûts. Assurez-vous que votre base d’approvisionnement est certifiée et que les processus internes sont conformes à l’accent mis par la norme sur la gestion des risques, le contrôle de la configuration et la livraison à temps. Les audits des fournisseurs doivent vérifier non seulement le statut de certification, mais aussi la conformité active aux contrôles des processus.
Alignez les calendriers d'audit PPAP, FAI et Nadcap avec les calendriers de construction : coordonnez les soumissions du processus d'approbation des pièces de production (PPAP), les inspections du premier article (FAI) et les fenêtres d'audit Nadcap avec les rampes de production planifiées. Attendre que les pièces soient prêtes à être expédiées avant de planifier des audits ou des examens PPAP crée des temps d'inactivité inutiles. Intégrez ces jalons dans le calendrier directeur dès le départ.
Cadre de mise en œuvre : de la stratégie à l’action
La stratégie sans exécution, c'est planifier le théâtre. Transformer les principes de prévention des retards en réalité opérationnelle nécessite une approche de mise en œuvre structurée.
Effectuez une analyse des causes profondes des retards au cours des 12 derniers mois : catégorisez chaque retard par cause profonde (chaîne d'approvisionnement, qualité, équipement, main-d'œuvre, réglementation) et quantifiez l'impact sur le calendrier. Cette base de référence révèle où les efforts de prévention produiront le meilleur rendement et constitue une analyse de rentabilisation en faveur de l'investissement.
Cartographiez les chemins critiques et identifiez les opérations goulots d'étranglement : utilisez la cartographie de la chaîne de valeur ou la gestion de projet de la chaîne critique pour visualiser le flux de production de bout en bout. Identifiez les opérations contraignantes (souvent traitement thermique, HIP ou usinage spécialisé) et concentrez-y les ressources d'amélioration. Supprimer un goulot d’étranglement ailleurs dans la chaîne ne génère aucun gain de débit.
Establish joint planning cycles with Tier 1 and Tier 2 suppliers: Move from purchase-order-driven interactions to collaborative demand planning. Share rolling forecasts, engineering change pipelines, and aftermarket projections so that suppliers can adjust capacity and staffing proactively rather than reactively.
Create cross-functional delay-prevention teams: Form standing teams that include procurement, quality, engineering, and production control representatives. Task them with monitoring lead-time trends, supplier health, audit calendars, and early warning indicators. Empower these teams to escalate emerging risks before they become schedule slips.
Suivez et signalez les indicateurs avancés, et pas seulement les mesures en retard : le pourcentage de livraison à temps est un indicateur en retard qui vous indique que des retards se sont déjà produits. Des indicateurs avancés (délai de prise en compte des commandes fournisseurs, évolution de la durée de vie des outils, taux de clôture des conclusions d'audit, niveaux de stocks de matières premières) vous donnent le temps d'intervenir. Créez des tableaux de bord qui font apparaître ces signaux et déclenchent des actions lorsque les seuils sont franchis.
Pilotez d'abord les améliorations sur les pièces contraintes : sélectionnez une poignée de pièces à fort impact et à retard élevé comme pilotes pour de nouvelles relations avec les fournisseurs, des itinéraires de processus ou des protocoles de qualité. Prouvez le concept à une échelle gérable, documentez les leçons apprises, puis étendez-le à l'ensemble du portefeuille. Tenter de transformer l’ensemble de la base d’approvisionnement dilue simultanément les ressources et augmente le risque d’exécution.

Les équipes interfonctionnelles qui suivent les indicateurs avancés et partagent les prévisions avec les fournisseurs peuvent éviter que de petits problèmes ne se transforment en crises liées aux retards de calendrier.
Conclusion : la prévention comme avantage concurrentiel
Les retards de production dans la fabrication OEM du titane sont coûteux, perturbateurs et largement évitables. Les causes profondes sont connues : chaînes d’approvisionnement tendues, problèmes de qualité, contraintes d’équipement, pénuries de main-d’œuvre et goulots d’étranglement réglementaires. Les stratégies de prévention ont fait leurs preuves : une signalisation de demande plus forte, des partenariats à long terme avec les fournisseurs, un support technique intégré, des systèmes qualité proactifs et une planification de la préparation réglementaire.
Ce qui différencie les constructeurs OEM les plus performants de leurs pairs en difficulté, ce n’est pas l’accès à de meilleures informations ou à des fournisseurs plus compétents. Il s’agit de la discipline nécessaire pour mettre en place des mesures de prévention systématiques et de l’engagement organisationnel à traiter la fiabilité des horaires comme une priorité stratégique plutôt que comme une réflexion opérationnelle après coup. Dans un secteur où les délais de livraison se mesurent en mois et où les retards se répercutent sur tous les programmes, cette discipline devient un avantage concurrentiel, qui s'accroît au fil du temps à mesure que les relations avec les fournisseurs se renforcent, que la capacité des processus s'améliore et que les connaissances institutionnelles s'approfondissent.
La question n’est pas de savoir si votre organisation peut se permettre d’investir dans la prévention des retards. Il s’agit de savoir si vous pouvez vous permettre de ne pas le faire.
Questions fréquemment posées sur la prévention des retards dans la production de titane chez les équipementiers
Vous trouverez ci-dessous des réponses concises aux questions courantes sur les raisons pour lesquelles le titane est difficile à produire. d'où proviennent les retards et comment les constructeurs OEM peuvent systématiquement éviter les retards dans les délais programmes aérospatiaux, médicaux et industriels de haute performance.
-
T1 Pourquoi le titane est-il si cher et difficile à produire ?
Le titane est coûteux et difficile pour les raisons suivantes :- Complexité d'extraction : il doit être raffiné à partir de minéraux comme l'ilménite et le rutile.
- Processus Kroll : la voie d’extraction dominante est énergivore et étroitement contrôlée.
- Haute réactivité : à des températures élevées, le titane réagit avec l'oxygène, l'azote et l'hydrogène, nécessitant le vide ou une atmosphère inerte.
- Traitement spécialisé : le forgeage, le moulage, l'usinage et l'inspection en aval nécessitent un équipement, un outillage et une expertise dédiés.
-
T2 Comment réduire les délais de production de titane OEM ?
Les délais de livraison du titane OEM peuvent être réduits par :- Engagement précoce des fournisseurs lors de la conception et de l’industrialisation.
- Gestion stratégique des stocks pour les alliages critiques et les pièces en faible volume.
- Fabrication au plus juste pour éliminer les goulots d’étranglement et les étapes sans valeur ajoutée.
- Technologies avancées tels que l'usinage haute performance et la fabrication additive de pièces complexes.
- Des délais négociés et réalistes avec les fournisseurs, y compris les incitations et les pénalités liées aux performances de livraison.
-
T3 Quelles solutions sont mises en œuvre pour remédier aux pénuries d’approvisionnement en titane ?
L’industrie s’attaque aux pénuries d’approvisionnement en titane en :- Recyclage élargi du titane pour réduire la dépendance à l’éponge primaire.
- Alternative production methods that lower cost and energy use.
- Supply chain digitization for end-to-end visibility and predictive analytics.
- Strategic stockpiling of critical materials where risk and demand justify it.
-
T4 What are the key quality control procedures for titanium?
Key quality controls include:- Raw material inspection against specifications and certificates.
- In-process checks at critical forging, casting, machining, and heat-treat steps.
- Final inspection of dimensions, surface, and properties.
- Full documentation and traceability back to melt and heat.
- Chemical analysis (e.g., XRF, ICP) to confirm alloy composition.
- Mechanical testing (tensile, hardness, fatigue, impact) to validate performance.
-
Q5 How do manufacturers detect defects in titanium components?
Manufacturers use a combination of:- Visual inspection pour des problèmes de surface évidents.
- Tests par ultrasons (UT) pour détecter les défauts et discontinuités internes.
- Radiographie / radiographie ou tomodensitométrie pour révéler la porosité interne et les inclusions.
- Tests par courants de Foucault (ECT) pour les fissures superficielles et proches de la surface.
- Contrôle par ressuage (LPI) pour les défauts de rupture de surface.
-
Q6 La production allégée peut-elle être appliquée à la production de titane pour réduire les délais de livraison ?
Oui. Le Lean Manufacturing est hautement applicable dans le titane :- Cartographie de la chaîne de valeur expose les goulots d’étranglement et les temps d’attente.
- Travail standardisé stabilise les processus et réduit la variabilité.
- Kaizen et amélioration continue conduire de petites optimisations fréquentes.
- Élimination des déchets raccourcit le temps de cycle et réduit les reprises et les stocks.
-
Q7 Quels sont les principaux risques dans la chaîne d’approvisionnement du titane ?
Les principaux risques comprennent :- Risques d’approvisionnement : pénuries de matières premières, instabilité géopolitique et capacité limitée approuvée dans le domaine aérospatial.
- Risques de production : pannes d'équipement, pénuries de main-d'œuvre et fuites de qualité qui déclenchent des reprises.
- Risques liés à la demande : taux de construction volatils et erreurs de prévision.
- Risques réglementaires : DFARS, contrôles des exportations et évolution des normes de qualité.
- Risques financiers : la volatilité des prix et les fluctuations des devises affectant les contrats à long terme.









