
Fabrication d'ustensiles de cuisine en titane : contrôle des processus et points de risque qualité
Résumé analytique : Contrôle des risques côté acheteur
La fabrication du titane est fondamentalement différente de celle de l’acier inoxydable ou de l’aluminium. Sa grande réactivité avec l’oxygène et sa tendance au « fiel » nécessitent une discipline stricte en matière de processus. La qualité ne peut pas être inspectée dans un pot en titane ; il faut qu'il y soit fabriqué.
Pour les acheteurs OEM, les points de contrôle critiques sont Recuit sous vide et Soudage au gaz inerte. L’échec de ces étapes entraîne des fissures retardées et une défaillance structurelle.
Contrairement à l’acier inoxydable, où les défauts de surface peuvent souvent être polis, les défauts du titane sont généralement structurels et terminaux. Comprendre la science du frottement et la métallurgie du processus est essentiel pour évaluer la compétence des fournisseurs.
Phase 1 : Préparation du matériau et lubrification
Le processus commence par ASTM B265 Grade 1 ou Grade 2 bobine. Le titane possède des systèmes de glissement limités par rapport à l'acier, ce qui le rend sujet à la déchirure lors du poinçonnage initial.
1. Suppression et direction du grain
Le titane présente une « anisotropie planaire » significative. Si le fabricant ne tient pas compte du sens du grain de la bobine, la coupelle formera des bords inégaux (« oreilles ») pendant l’étirage, entraînant un gaspillage excessif de matériau.
2. Lubrification haute pression
Le titane adore se souder à froid aux matrices en acier. Les usines doivent utiliser des films polymères résistants ou bisulfure de molybdène ($MoS_2$) lubrifiants pour éviter le grippage. Assurez-vous que le lubrifiant est certifié sans danger pour les aliments pour l’étape de nettoyage.
Phase 2 : emboutissage profond (l'étape de formage)
C'est là que le disque plat devient un vaisseau 3D. Le principal défi est Retour élastique.
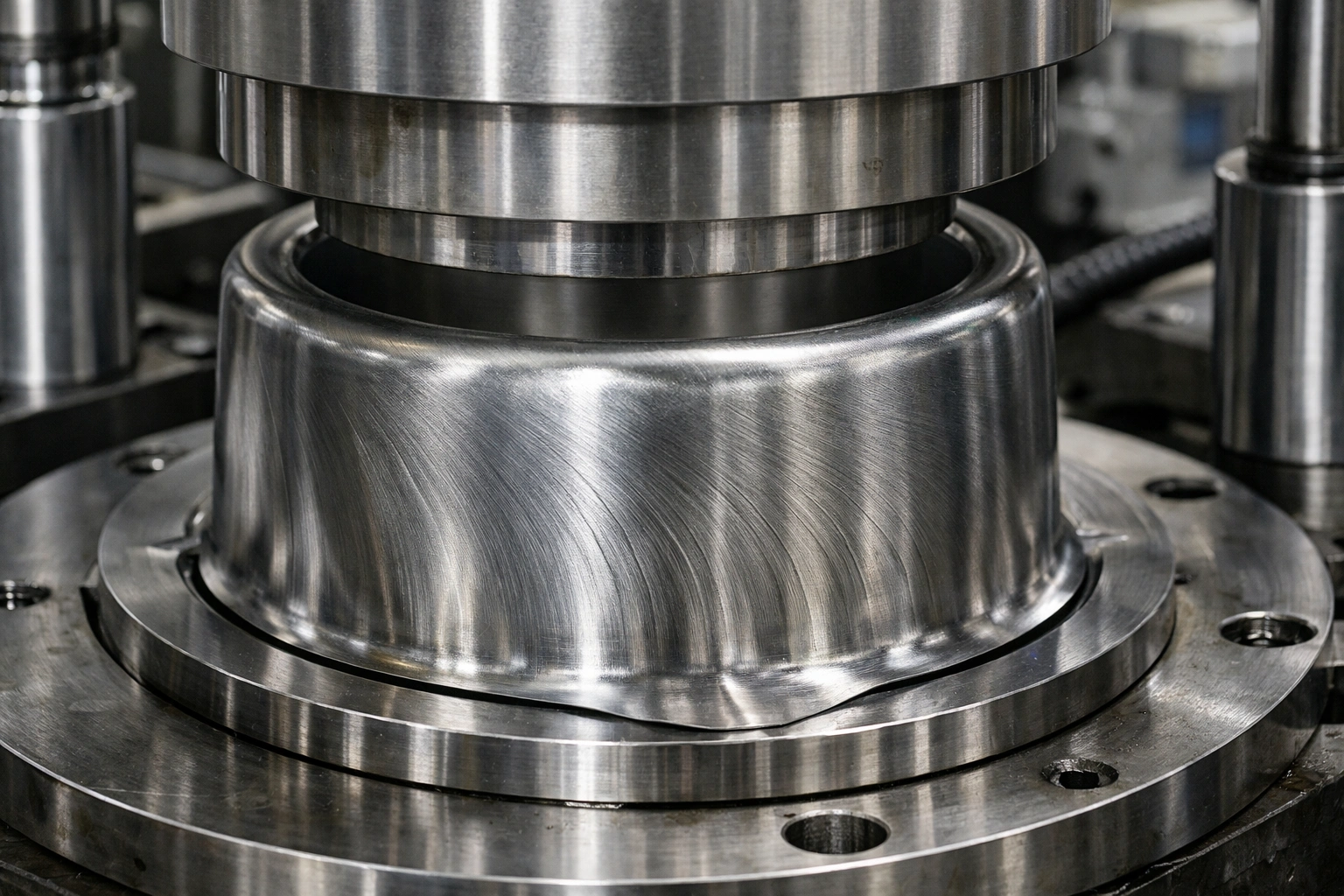
3. Formage par presse hydraulique
Le titane nécessite dessin hydraulique à vitesse lente. Si la conception nécessite un mur à 90°, l'outil devra peut-être être trop plié à 92° pour que le métal revienne à 90°. Recherchez la texture « peau d’orange », qui indique une mauvaise granulométrie de la matière première.
Phase 3 : recuit sous vide (l'étape critique)
Après étirage, la structure cristalline de titane est écrouie. Il devient fragile et sujet à la fissuration par corrosion sous contrainte.

4. Soulagement du stress et protection contre le vide
À 700°C, le titane absorbe avidement l’oxygène. Le recuit à l’air donne une couche fragile « Alpha Case ». Recuit sous vide n'est pas négociable pour maintenir la ductilité et la conformité de sécurité LFGB.
Phase 4 : Assemblage et soudage au gaz inerte

Le « test de couleur » pour la qualité des soudures
| Couleur de soudure | Statut de qualité | Implication structurelle |
|---|---|---|
| Argent | Parfait | Blindage idéal. Ductilité maximale. |
| Paille / Or | Acceptable | Légère oxydation superficielle. Acceptable pour les ustensiles de cuisine. |
| Bleu / Violet | Risque | Oxydation modérée. Fragilité potentielle. |
| Poudre blanche | ÉCHOUER | Forte oxydation. La soudure risque de se fissurer. |
Phase 5 : Finition et nettoyage des surfaces

5. Traitement de surface et nettoyage par ultrasons
Qu'elle soit sablée ou polie, la dernière étape doit être Dégraissage par ultrasons. Un nettoyage incomplet de la cire à polir est la principale cause de plaintes des consommateurs et de « résidus noirs ».
Phase 6 : Normes finales de CQ et AQL
Nous recommandons QI 2,5/4,0 pour les lignes en titane :
- Test du tissu blanc : Aucun résidu gris/noir sur la lingette alcoolisée.
- Platitude: Légère concavité pour gérer la dilatation thermique.
- Intégrité du vide : Requis pour équipement isolé à double paroi.
- Sécurité: Les jantes roulées doivent être entièrement fermées sans bavures.
Construire une chaîne d’approvisionnement résiliente
La fabrication qualifiée du titane est une question de contrôle des processus, pas seulement de prix. Assurez-vous que votre partenaire utilise le recuit sous vide et l'argon de haute pureté.
Approfondissez vos connaissances :
Découvrez notre guide sur Avantages stratégiques des ustensiles de cuisine en titane.









