
Fabrikado de Titanaj Kuiraĵoj: Proceza Kontrolo & Kvalito-Riska Punktoj
Plenuma Resumo: Aĉetanto-Flanka Kontrolo de Risko
Titania fabrikado estas fundamente diferenca de neoksidebla ŝtalo aŭ aluminio. Ĝia alta reagemo kun oksigeno kaj emo al "galo" postulas striktan procezdisciplinon. Kvalito ne povas esti inspektita en titanan poton; ĝi devas esti fabrikita en ĝi.
Por OEM-aĉetantoj, la kritikaj kontrolpunktoj estas Vakua Kolektado kaj Inerta Gasa Soldado. Malsukceso en ĉi tiuj paŝoj rezultigas malfruan fendetiĝon kaj strukturan fiaskon.
Male al rustorezista ŝtalo, kie surfacdifektoj ofte povas esti brilitaj eksteren, titanaj difektoj estas kutime strukturaj kaj finaj. Kompreni la frikciosciencon kaj metalurgion de la procezo estas esenca por taksi provizantan kompetentecon.
Fazo 1: Materiala Preparado & Lubrikado
La procezo komenciĝas per ASTM B265 Grado 1 aŭ Grado 2 bobeno. Titanio havas limigitajn glitajn sistemojn kompare kun ŝtalo, igante ĝin ema al ŝirado dum la komenca pugbato.
1. Blanking & Grajna Direkto
Titanio havas signifan "ebenan anizotropion." Se la fabrikanto ne konsideras la grendirekton de la bobeno, la taso formos malebenajn randojn ("oreloj") dum tirado, kondukante al troa materiala malŝparo.
2. Altprema Lubrikado
Titanio amas malvarme veldi al ŝtalaj ĵetkuboj. Fabrikoj devas uzi pezajn polimerajn filmojn aŭ molibdena disulfido ($MoS_2$) lubrikaĵoj por malhelpi galingon. Certigu, ke la lubrikaĵo estas atestita manĝ-sekura por la purigada stadio.
Fazo 2: Profunda Desegnaĵo (La Formanta Etapo)
Ĉi tie la plata disko fariĝas 3D-ŝipo. La ĉefa defio estas Spring-dorso.
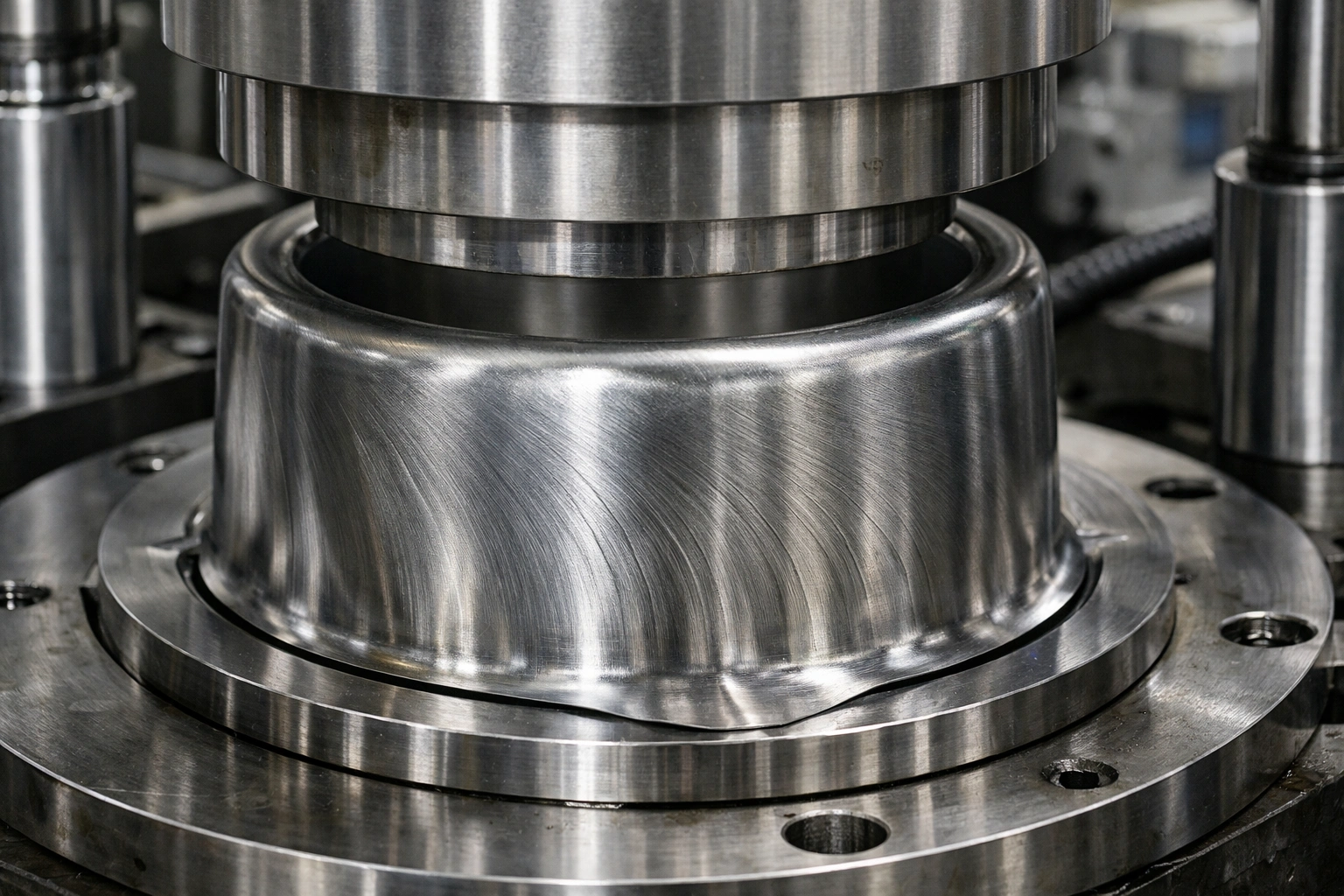
3. Hidraŭlika Gazetaro Formado
Titanio postulas malrapida hidraŭlika desegnaĵo. Se la dezajno postulas 90° muron, la ilo eble devos esti tro-fleksita al 92° tiel ke la metalo ekloĝu reen al 90°. Serĉu teksturon "Oranĝa Ŝelo", kiu indikas malbonan krudmaterialon.
Fazo 3: Vakua Kurado (La Kritika Paŝo)
Post desegno, la titania kristala strukturo estas laborhardita. Ĝi fariĝas fragila kaj inklina al streĉa koroda krakado.

4. Streso-Malpezigo & Malplena Ŝirmado
Je 700 °C, titanio avide sorbas oksigenon. Aera kalciado rezultigas fragilan tavolon "Alpha Case". Vakua Kolektado estas nenegocebla por konservi flekseblecon kaj LFGB-sekureckonformecon.
Fazo 4: Asembleo & Inerta Gaso-Veldado

La "Kolora Testo" por Weld Quality
| Solda Koloro | Kvalita Statuso | Struktura Impliko |
|---|---|---|
| Arĝento | Perfekte | Ideala ŝirmado. Maksimuma muldebleco. |
| Pajlo / Oro | Akceptebla | Malgranda surfaca oksigenado. Akceptebla por kuirilaro. |
| Blua / Purpura | Risko | Modera oksidado. Ebla fragileco. |
| Blanka Pulvoro | FAIL | Severa oksigenado. Weld verŝajne krevos. |
Fazo 5: Surfaca Finado & Purigado

5. Surfaca Traktado & Ultrasona Purigado
Ĉu sabligita aŭ polurita, la fina paŝo devas esti Ultrasona Sengrasado. Nekompleta purigado de polura vakso estas la ĉefa kaŭzo de plendoj de konsumantoj kaj "nigra restaĵo".
Fazo 6: Finaj QC & AQL-Normoj
Ni rekomendas IQ 2.5/4.0 por titanaj linioj:
- Testo pri Blanka Ŝtofo: Neniu griza/nigra restaĵo sur alkohola viŝo.
- Plateco: Malgranda konkaveco por manipuli varmegan ekspansion.
- Vakua Integreco: Bezonata por duoble-mura izolita ilaro.
- Sekureco: Rulitaj randoj devas esti plene fermitaj kun nulaj raŭboj.
Konstruado de Fortika Provizoĉeno
Lerta titania fabrikado temas pri proceza kontrolo, ne nur pri prezo. Certigu, ke via partnero uzu vakuan kalson kaj altpuran Argonon.
Enprofundigu Vian Scion:
Esploru nian gvidilon pri Titanium Cookware Strategiaj Profitoj.









