
Ein vollständiger OEM-Beschaffungsleitfaden für Outdoor-Marken – einschließlich Sortenauswahl, Formungsprozessen, Dickenkontrolle, QC-Workflow und Preisbenchmarks.
Ein vollständiger OEM-Beschaffungsleitfaden für Outdoor-Marken – einschließlich Sortenauswahl, Formungsprozessen, Dickenkontrolle, QC-Workflow und Preisbenchmarks.
Zusammenfassung
Kochgeschirr aus Titan ist zum Material der Wahl für erstklassige Outdoor- und taktische Marken geworden.
Für OEM-Käufer, die Titanqualitäten, Umformprozesse, Dickenkontrolle usw. verstehen
Lieferkettenstrukturen sind entscheidend für die Erzielung einer stabilen Qualität im großen Maßstab.
Dieser Leitfaden fasst die technischen Standards von 7Titanium für die Herstellung von Kochgeschirr zusammen und deckt Folgendes ab:
- — Klassenauswahl: Vergleich der Klassen 1, 2, 5 (Ti64) für die Leistung von Kochgeschirr
- — Umformverfahren: Tiefziehen, Drehen, Schmieden, Laserschweißen, CNC-Endbearbeitung
- — Dickenstrategie: 0,4-0,8-mm-Richtlinien für den Ausgleich von Gewicht und Haltbarkeit
- — Oberflächenbehandlung: Sandstrahlen, Polieren, Oxid-Finish, nicht beschichtende Hygienequalität
- — OEM- und Branding-Optionen: Lasergravur, Prägung, Griffanpassung
- — Kostenstruktur: Material % / Prozess % / Ausbeute / Skalierung der Massenproduktion
- — Workflow der Lieferkette: Forschung und Entwicklung → Werkzeuge → Probenahme → Kleinserie → vollständige Produktion
Egal, ob Sie eine bestehende Kochgeschirrlinie aufrüsten oder daraus eine Premium-Titan-Kategorie aufbauen
Von Grund auf bietet dieser Leitfaden eine klare Grundlage auf Ingenieurebene, um Ihr OEM-Projekt sicherzustellen
erfüllt Leistungs-, Compliance- und kommerzielle Ziele.
Warum Titan für Kochgeschirr?
Titan ist aufgrund seiner Eigenschaften zum Material der Wahl für hochwertiges Outdoor-Kochgeschirr geworden unübertroffenes Verhältnis von Festigkeit zu Gewicht, Korrosionsbeständigkeit, Lebensmittelkontaktsicherheit und langfristige Haltbarkeit. Für OEM-Marken bietet Titan beide technischen Vorteile und klare kommerzielle Differenzierung im Ultraleicht-Segment.
1. Ultraleichte Struktur
Titan hat unter den unedlen Metallen das höchste Verhältnis von Festigkeit zu Gewicht. Ein 0,5–0,7 mm dicker Titantopf behält die strukturelle Integrität bei deutlich leichter als Edelstahl oder Aluminium. Ideal für Rucksack-, Überland-, Militär- und Expeditionskochgeschirr.
2. Korrosions- und Wetterbeständigkeit
Reines Titan bildet eine stabile Oxidschicht und ist dadurch von Natur aus beständig Salzwasser, Feuchtigkeit und chemische Korrosion. Es funktioniert zuverlässig im rauen Außenbereich Umgebungen, in denen Stahlbeschichtungen beschädigt werden können.
3. 100 % unbeschichtete, lebensmittelechte Oberfläche
Kochgeschirr aus Titan erfordert keine Antihaftbeschichtung, kein Eloxieren und keine chemische Behandlung. Dies eliminiert das Risiko eines Beschichtungsschadens oder von PFAS/PFOA-Problemen und sorgt für Marken mit starken Compliance-Botschaften für EU- und US-Märkte.
4. Schnelles Erhitzen mit präziser Steuerung
Obwohl die Wärmeleitfähigkeit von Titan geringer ist als die von Aluminium, ist es extrem dünn Das Wanddesign ermöglicht eine schnelle Erwärmung und eine reaktionsschnelle Temperaturregelung. Dies führt zu einem effizienten Brennstoffverbrauch beim Kochen im Freien.
5. Langfristiger kommerzieller Wert
Kochgeschirr aus Titan erzielt höhere Einzelhandelsmargen und lange Produktlebenszyklen. Marken profitieren von einer Premium-Positionierung, einem erhöhten wahrgenommenen Wert, und starke Differenzierung in einem überfüllten Kochgeschirrmarkt.

Titansorten für Kochgeschirr
Die Wahl der richtigen Titansorte ist entscheidend für die Leistung, das Gewicht und das Gewicht des Kochgeschirrs. Umformschwierigkeit und Endkosten. Outdoor-Kochgeschirr wird in der Regel handelsüblich rein verwendet Titan (CP Titanium) für sein ausgewogenes Verhältnis von Festigkeit, Formbarkeit und Lebensmittelkontaktsicherheit, während die Güteklasse 5 gezielt für hochbelastete Strukturbauteile eingesetzt wird.
| Grad | Zusammensetzung | Stärke | Formbarkeit | Beste Verwendung in Kochgeschirr |
|---|---|---|---|---|
| Klasse 1 | 99,5 % CP-Titan | Niedrig–Mittel | Exzellent | Ultraleichte Töpfe, Schüsseln, Deckel |
| Klasse 2 | 99,2 % CP-Titan | Medium | Sehr gut | Mainstream-Kochgeschirr, Tassen, Bratpfannen |
| Güteklasse 5 (Ti-6Al-4V) | 6 % Al, 4 % V | Sehr hoch | Niedrig | Griffe, Halterungen, Strukturteile (kein Lebensmittelkontakt) |
Leitfaden zur Klassenauswahl
- Klasse 1 – Am besten für Marken geeignet, die Prioritäten setzen ultraleichte Leistung (dünnste Wandbildung).
- Klasse 2 — Ideal für Standardkochgeschirr für den Außenbereich Ausgewogenheit zwischen Haltbarkeit und Kosten.
- Klasse 5 — Wird nur verwendet für tragende Teile; Nicht für direkte Kochflächen.
Für die meisten Kochgeschirr-OEM-Projekte empfehlen wir in der Regel Klasse 1 für minimales Gewicht oder Klasse 2 für breitere Produktlinien, die eine höhere Haltbarkeit erfordern. Die 5. Klasse ist integriert gezielt in Griffe oder mechanische Verbindungen, wo eine erhöhte Steifigkeit erforderlich ist.
Empfohlene Lektüre:
Dickenstrategie für Kochgeschirr
Titan-Kochgeschirr reicht typischerweise von 00,4 mm bis 0,8 mm in der Dicke. Die Wahl der richtigen Dicke hat direkten Einfluss auf Gewicht, Struktursteifigkeit, Heizeffizienz, Haltbarkeit und Gesamtproduktionskosten. Für OEM-Käufer: Die frühzeitige Definition der Dicke gewährleistet die korrekte Werkzeugbestückung und Umformparameter. und vorhersehbare Ausbeute bei der Massenproduktion.
| Dicke | Gewicht | Haltbarkeit | Typische Anwendungsfälle |
|---|---|---|---|
| 0.40 mm | Ultraleicht | Niedrig–Mittel | Rucksackreisende Töpfe, minimalistische Tassen, Kochen nur zum Kochen |
| 0.50 mm | Sehr leicht | Medium | Standard-Campingkochgeschirr, Allzweck-Outdoor-Sets |
| 0.60 mm | Ausgewogen | Mittel–Hoch | Große Töpfe, Bratpfannen, allgemeines Kochen im Freien |
| 0.70–0,80 mm | Schwerer | Hoch | Großes Kochgeschirr, Aufgaben mit hoher Hitze, erstklassige Haltbarkeitslinien |
Das Gewicht-Kraft-Kosten-Dreieck
Dünnere Wände verringern das Packungsgewicht, erhöhen jedoch die Schwierigkeit beim Formen.
Dickere Wände erhöhen die Steifigkeit und den Widerstand gegen Verformung.
Materialkosten + Umformkomplexität = OEM-Gesamtkostenniveau.
OEM-Dickenempfehlungen
- Ultralight-Serie (nur Schnellkochen): 0.40–0,50 mm
- Allzweck-Campingkochgeschirr: 0.50–0,60 mm
- Große Bratpfannen/Suppentöpfe: 0.60–0,70 mm
- Hohe Haltbarkeit / Premium-Kollektionen: 0.70–0,80 mm
Bei 7Titanium wird die Dicke des Kochgeschirrs durch Kraftverformungstests validiert. Ausbeuteanalyse und reale Kochsimulationen, um die Auswahl sicherzustellen Die Dicke stimmt mit Ihrer Produktpositionierung und Ihren Markterwartungen überein.
Empfohlene Lektüre:
Umformprozesse für Titan-Kochgeschirr
Um die mechanischen Eigenschaften von Titan zu erreichen, sind spezielle Umformtechniken erforderlich
die dünnwandigen, hochfesten Strukturen, die für Outdoor-Kochgeschirr erforderlich sind.
Jede Umformmethode beeinflusst die Produktionskosten, die Werkzeuganforderungen, die Ausbeute usw.
und Endproduktleistung.
Nachfolgend finden Sie einen technischen Überblick über die bei 7Titanium verwendeten Prozesse.
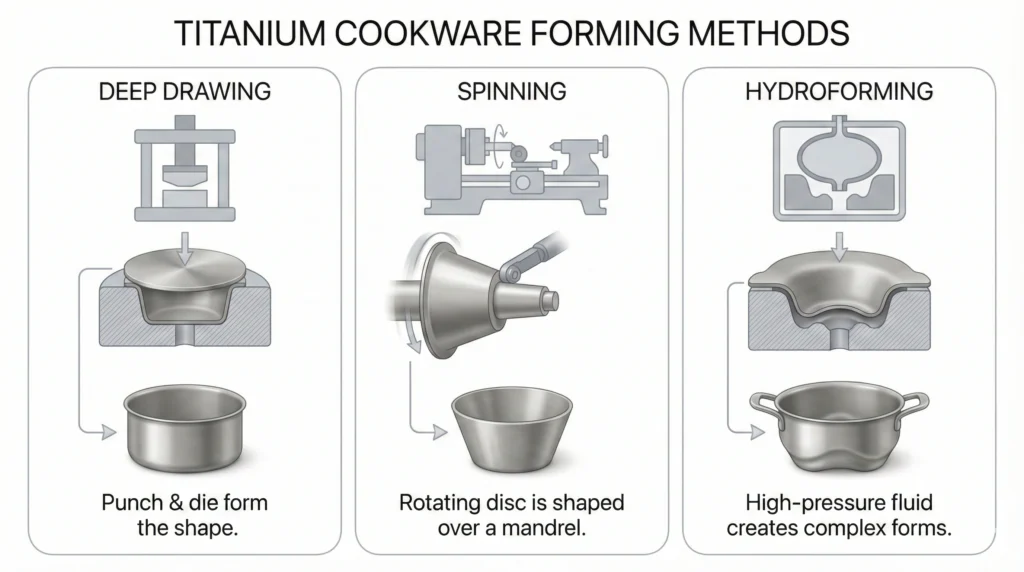
1. Tiefziehen
Das gebräuchlichste Verfahren für Töpfe, Tassen und Schüsseln aus Titan.
Titanbleche werden mit Hochdruckwerkzeugen in Form gezogen.
- • Am besten geeignet für Wandstärken von 0,4–0,7 mm
- • Erfordert gehärtetes Werkzeug für Titan
- • Niedrigere Kosten im großen Maßstab; Stabile OEM-Ausbeute
- • Perfekt für symmetrische Formen: Töpfe, Becher, Schüsseln
2. Spinnen
Über einem Dorn wird unter kontrolliertem Druck eine rotierende Titanscheibe geformt.
Erzeugt nahtlos geschwungene Wände mit ausgezeichneter struktureller Festigkeit.
- • Geeignet für Bratpfannen, runde Töpfe
- • Hervorragende Konsistenz für dünnwandige Designs
- • Höhere Arbeits- und Maschinenkosten als beim Tiefziehen
- • Erstklassiges Erscheinungsbild mit sanfter, kontinuierlicher Krümmung
3. Schmieden
Wird hauptsächlich für Griffe, Deckel, Halterungen und hochfeste Bauteile verwendet.
Verbessert die Steifigkeit und Oberflächenhärte.
- • Nicht für dünnwandige Kochgeschirrkörper
- • Ideal für Strukturteile aus Titan der Güteklasse 5
- • Erhöht die Festigkeit und Präzision mechanischer Verbindungen
- • Höhere Kosten, aber aus Gründen der Haltbarkeit erforderlich
4. Laserschweißen
Erforderlich beim Anbringen von Griffen, Ösen, mehrteiligen Bauteilen,
oder Hybridstrukturen. Titan erfordert einen Argonschutz
um Oxidation beim Schweißen zu verhindern.
- • Unverzichtbar für Seitengriffe, Bügelgriffe und Halterungen
- • Erzeugt starke, saubere Nähte mit minimaler Verformung
- • Erfordert strengen Schutzgasschutz
- • Beeinflusst die Qualitätskontrolle und das Werkzeugdesign in frühen OEM-Phasen
5. CNC-Bearbeitung
Wird für Präzisionsteile verwendet: Deckelknöpfe, Griffgelenke,
und hochtolerante Schnittstellen.
- • Geeignet für Titan Grad 5
- • Eine hohe Bearbeitungshärte erhöht den Werkzeugverschleiß
- • Höhere Kosten, aber besser für Genauigkeit und erstklassiges Gefühl
- • Ermöglicht komplexes individuelles Branding
OEM-Prozessauswahl-Framework
- Wenn das Gewicht Priorität hat: Tiefziehen + Glühen für 0,4–0,5 mm Kochgeschirr.
- Wenn Ästhetik im Vordergrund steht: Drehen für nahtlos geschwungene Wände.
- Wenn Stärke Priorität hat: Geschmiedete oder CNC-Titankomponenten der Güteklasse 5.
- Bei modularem Aufbau: Laserschweißen mit Präzisionsvorrichtungen.
Bei 7Titanium werden alle Umformmethoden durch Werkzeugsimulation validiert.
Kraftverteilungsanalyse und Tests zur Kochbeständigkeit unter realen Bedingungen, um dies sicherzustellen
Das fertige Kochgeschirr entspricht den OEM-Spezifikationen und der Marktpositionierung.
Verwandte Artikel:

Oberflächenbehandlungen und Veredelung
Für Titankochgeschirr sind spezielle Veredelungstechniken erforderlich die gewünschte Ästhetik, Kochleistung, Korrosionsbeständigkeit, und Markendifferenzierung. Jede Oberflächenbehandlung beeinflusst die Oberflächenhärte, das Reibungsverhalten, die Reinigungsfähigkeit, und Benutzerfreundlichkeit in realen Außenumgebungen.
1. Sandstrahlen
Die gebräuchlichste Oberfläche für Titan-Kochgeschirr. Erzeugt eine gleichmäßige matte Textur und verbessert die Griffigkeit.
- • Versteckt effektiv Mikrokratzer
- • Ideal für Topfkörper und Tassen
- • Erfordert feine Keramikmedien für Titan
- • Neutrale, hochwertige Außenästhetik
2. Polieren
Erzeugt eine glatte, reflektierende Oberfläche. Wird hauptsächlich für Premium- oder Präsentationskochgeschirr verwendet.
- • Schwerer zu zerkratzen, einfacher abzuwischen
- • Höhere Arbeits- und Maschinenzeit
- • Geeignet für Titanoberflächen der Güteklasse 2
- • Nicht üblich für Ultraleicht-Märkte
3. Hitzeoxidationsfinish (Flammenoxidationsfarbe/Brennfarbe)
Durch kontrollierte Erwärmung entstehen natürliche Oxidschichten mit blau-violetten Tönen. Beliebt auf Liebhaber- und Sammlermärkten.
- • 100 % chemiefreie Färbung
- • Jedes Stück hat einzigartige Farbverläufe
- • Höhere Ausschussrate als bei Standardoberflächen
- • Ideal für SKUs mit „verbranntem Titan“-Ästhetik
4. Lasergravur
Die bevorzugte Methode zum Branding von Titanprodukten. Präzise, langlebig und beeinträchtigt die strukturelle Integrität nicht.
- • Ideal für Logos, Graduierungen, Seriennummern
- • Kompatibel mit komplexen Formen
- • Keine Tinte oder chemische Beschichtung erforderlich
- • Best Practice für OEM-Private-Label-Designs
5. Non-Coating-Ansatz (kein chemisches Beschichtungskonzept)
Im Gegensatz zu Edelstahl und Aluminium ist Titan-Kochgeschirr für den Außenbereich geeignet vermeidet typischerweise chemische Beschichtungen.
- • Keine Teflon-/PFAS-/Keramikbeschichtung
- • 100 % reine Metalloberfläche
- • Sicher für offenes Feuer und Kochen bei hohen Temperaturen
- • Verbraucher müssen über die Verwendung ölbasierter Antihaftbeschichtungen aufgeklärt werden
Auswahlleitfaden für OEM-Oberflächen
- Für ultraleichtes Kochgeschirr: Sandstrahlen + Feinbürsten.
- Für Premium-Einzelhandels-SKUs: Polieren + Tiefengravur.
- Für Enthusiastenmärkte: Kontrollierte Oxidfarbbeschichtungen.
- Für Kochgeschirr, bei dem die Haltbarkeit an erster Stelle steht: Mattstrahlen + verstärkte Felgenformung.
7Titanium führt alle Veredelungsprozesse im eigenen Haus durch, um maximale Konsistenz zu gewährleisten. So können OEM-Kunden die Texturen aller Kochgeschirrsets anpassen und die Markenidentität steuern auf oberflächennahem technischem Niveau.
Verwandte Artikel:

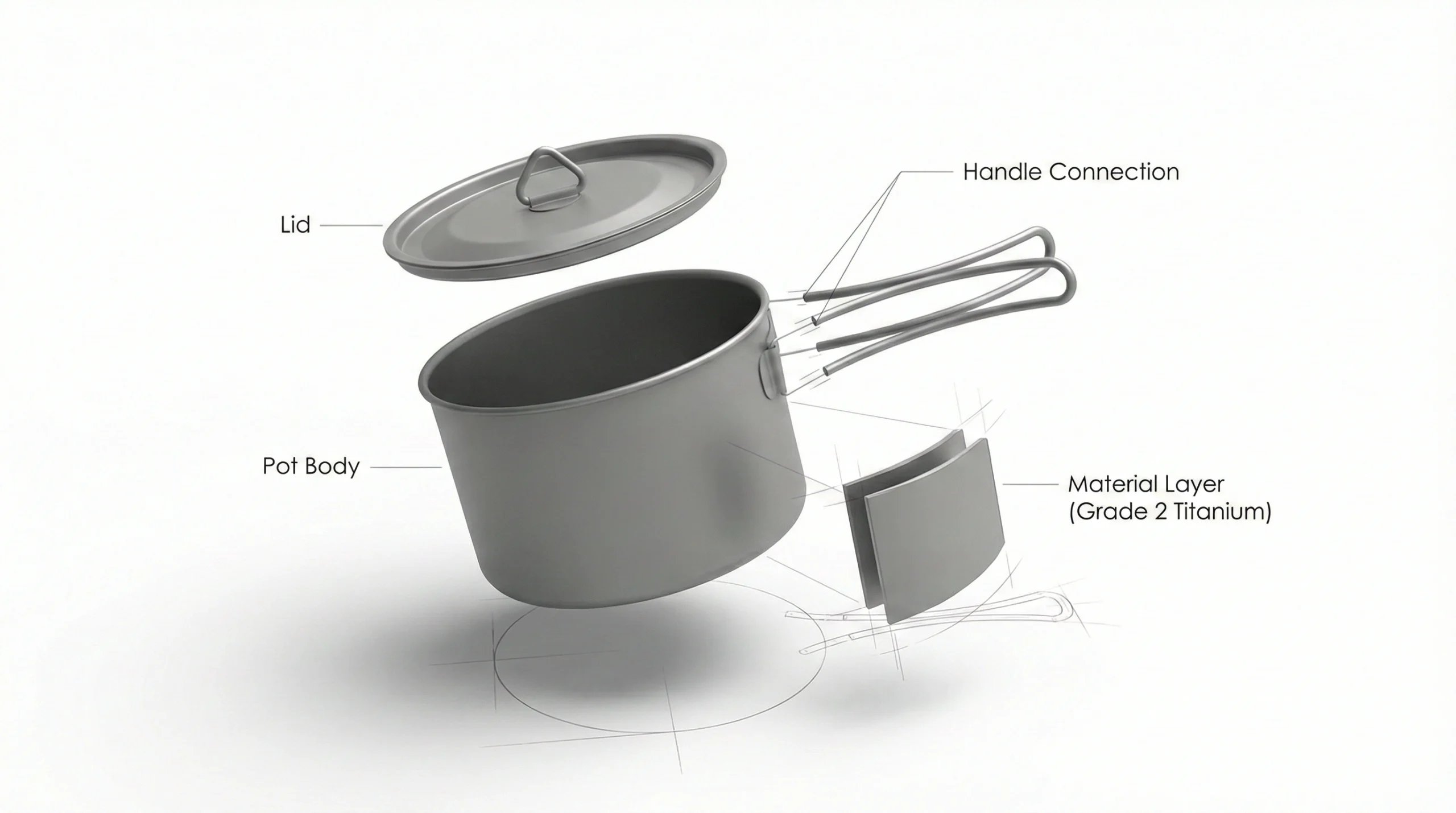
Griff- und Deckeltechnik
Griff- und Deckelstrukturen bestimmen direkt die Sicherheit, Benutzerfreundlichkeit, Wärmeübertragungskontrolle,
Packbarkeit und langfristige Haltbarkeit von Titan-Kochgeschirr.
Einsatzumgebungen im Freien – offenes Feuer, ungleichmäßige Hitze, Stöße und wiederholtes Falten – erfordern
technische Entscheidungen, die sich von Kochgeschirr für die Innenküche unterscheiden.
1. Klappbare Drahtgriffe
Die häufigste Wahl für ultraleichte Titantöpfe und -becher.
Hergestellt aus Titan- oder Edelstahldraht der Güteklasse 5, abhängig von den Kostenvorgaben des OEM.
- • Extrem leicht und kompakt für Rucksackreisen
- • Minimale Wärmeleitung beim Schweißen an niedrigen Kontaktpunkten
- • Gummimanschetten optional, aber für Benutzer offener Flammen nicht empfohlen
- • Ideal für 300-900-ml-Becher und kleine Töpfe
2. Feste Seitengriffe
Geeignet für Kochgeschirr ≥ 1,2 l, das stabilen Halt und kontrolliertes Ausgießen erfordert.
- • Stärkere Drehmomentfestigkeit als faltbare Designs
- • Bevorzugt für Kochsets mit Bratpfannen
- • Schwerer, sorgt aber für professionelles Kochgefühl
- • Ideal für Titan-Sets für Familiencamping
3. Bügelgriffe
Optimiert zum Aufhängen über einem Feuer oder einem Stativ in Bushcraft-Szenarien.
- • Am besten geeignet für 1–2L-Töpfe, die auf offener Flamme verwendet werden
- • Verhindert das Umkippen beim Garen schwerer Inhalte
- • Erfordert Präzisionsschweißen für strukturelle Integrität
- • Oft mit klappbaren Seitengriffen kombiniert (Doppelfunktion)
4. Deckelknöpfe aus CNC-Titan
Premium-Outdoor-Marken verlangen zunehmend Deckelknöpfe in CNC-Qualität für eine höhere Haltbarkeit
und Markenkontrolle.
- • Titan- oder Aluminiumlegierung der Güteklasse 5
- • Hitzebeständig und extrem langlebig
- • Kann lasergraviert oder perlgestrahlt werden
- • Verleiht den OEM-Kochgeschirrlinien eine erstklassige Identität
5. Deckelanpassungstechnik
Die Passform des Deckels beeinflusst die Dampfretention, die Kocheffizienz und den Windwiderstand.
- • Outdoor-Kochgeschirr bevorzugt lockere Passform zur Verhinderung des Überkochens
- • Eng anliegend ist besser für die Hausmannskost
- • Der Rückfederungseffekt von Titan erfordert präzise Formgebungsformen
- • Optionale Dampfentlüftungsöffnung für OEM-Marken
6. Schweißnähte vs. Nieten
Eine entscheidende technische Entscheidung, die sich auf die lebenslange Haltbarkeit auswirkt.
- Geschweißte Griffe — stärker, nahtlos, korrosionsfrei,
bevorzugt für Titan-Kochgeschirr. - Genietete Griffe — geringere Kosten, aber schwerer und anfälliger für Lockerungen.
- • Premium-Outdoor-Marken entscheiden sich fast immer Schweißkonstruktionen
- • Die Schweißqualität muss mit der Titansorte übereinstimmen (siehe Leitfaden für Güteklasse 2/Güteklasse 5).
Auswahlleitfaden für OEM-Technik
- Ultraleichtmärkte: Klappbare Drahtgriffe + lose sitzende Deckel.
- Premium-Kochgeschirr für den Einzelhandel: Feste Griffe + CNC-Titanknöpfe.
- Bushcraft-/Survival-Märkte: Bügelgriffe + verstärkte Schweißnähte.
- Großvolumige OEM-Projekte: Geschweißte Griffbasen zur Reduzierung des QC-Risikos.
Die Ingenieure und Schweißer von 7Titanium stellen hauseigene Vorrichtungssysteme bereit, um identische Griffwinkel sicherzustellen
und Deckelausrichtung in der Massenproduktion – eine wichtige Anforderung für Premium-OEM-Marken.
Verwandte technische Leitfäden:
Strategie zur Gewichtsoptimierung
Das Gewicht ist das zentrale Wertversprechen von Titankochgeschirr. OEM-Marken müssen ein Gleichgewicht zwischen Haltbarkeit, Packbarkeit, Wärmeeffizienz und und strukturelle Festigkeit bei gleichzeitig geringstmöglicher Masse. Beim Weight Engineering geht es nicht einfach darum, „Wände dünner zu machen“ – es handelt sich um eine Multivariable Entscheidung bezüglich Materialqualität, Dickenverteilung, Geometrie und Prozesskontrolle.
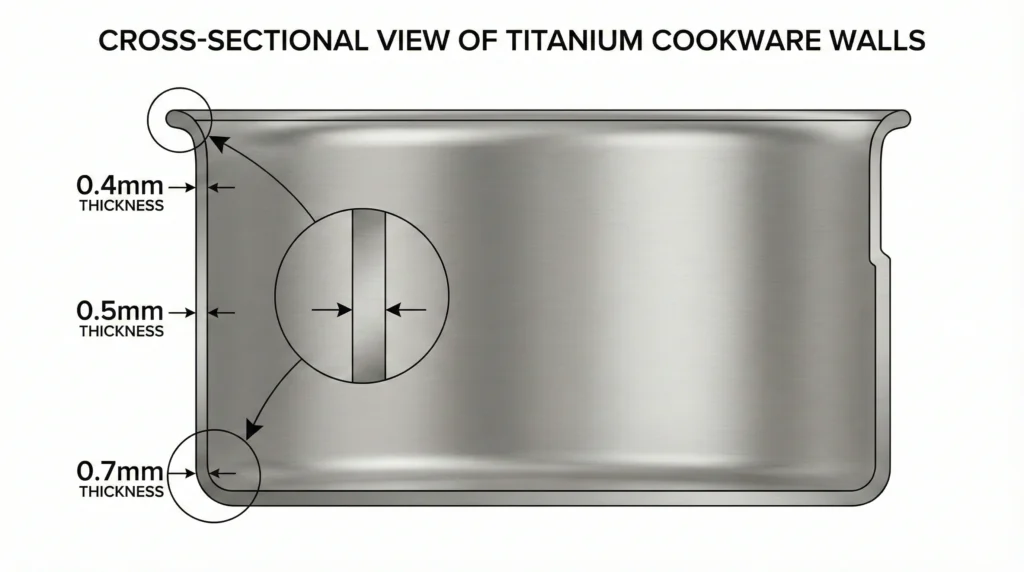
1. Unterschiedliche Wandstärke
Anstatt eine gleichmäßige Dicke aufzutragen, optimiert Premium-Kochgeschirr aus Titan Dicke pro Zone:
- • Basis: 0,5–0,7 mm für verbesserte Wärmeverteilung
- • Seitenwände: 0,3–0,45 mm für maximale Gewichtsreduzierung
- • Rand: verstärkt, um Verformungen beim Schweißen oder Aufsetzen des Deckels zu verhindern
Die Formvorrichtungen von 7Titanium gewährleisten eine wiederholbare Dickenverteilung beim Tiefziehen.
2. Auswahl der Materialqualität
Titan Grad 2 bietet eine hervorragende Formbarkeit und ein geringeres Gesamtgewicht. während Klasse 5 stärker ist und dünnere Wände ermöglicht, ohne dass die strukturelle Steifigkeit verloren geht. Die Wahl der richtigen Güteklasse ist ein wichtiger Hebel zur Erreichung der OEM-Gewichtsziele.
3. Geometriebedingte Gewichtsreduzierung
Die Form hat messbare Auswirkungen auf Gewicht und Herstellbarkeit:
- • Töpfe mit geraden Wänden maximieren das Volumen pro Gramm
- • Gebogene Wandkonstruktionen verbessern die Steifigkeit und ermöglichen dünnere Seitenwände
- • Gefäße mit breitem Boden verbessern die Wärmeeffizienz und Stabilität
OEM-Marken sollten die Geometrie basierend auf den Zielmärkten auswählen (Ultraleicht- oder Familiencamping).
4. Schweißnaht- und Griffoptimierung
Griffbasen und Schweißpunkte sind oft die schwersten Stellen. Gewicht kann reduziert werden durch:
- • Schweißlaschen mit minimalem Kontakt
- • Reduzierte Schweißraupenlänge
- • Drahtgriffkonstruktionen statt fester Platten
Durch die richtige Ausrichtung der Vorrichtung wird die Schweißnahtfestigkeit auch bei leichteren Bauteilen gewährleistet.
5. Prozesskontrolle für die Dünnwandumformung
Dünnwandiges Titan erfordert stabile Tiefziehprozesse:
- • Schmierung und Temperaturkontrolle zur Vermeidung von Mikrorissen
- • Mehrstufiges Ziehen zur Wahrung der Formgenauigkeit
- • Rückfederungsausgleich für präzisen Felgendurchmesser
Diese Schritte sind entscheidend, um sicherzustellen, dass leichte Produkte den tatsächlichen Belastungen im Freien standhalten.
6. Gewichtsbenchmarking für OEM-Projekte
Typische Markt-Benchmarks für Titan-Kochgeschirr:
- • 450–600 ml Becher: 65–95 g
- • 750–900 ml Topf: 105–135 g
- • 1,2–1,4 l Topf: 145–185 g
- • Bratpfannen: 85–140 g, je nach Griffwahl
Durch Benchmarking wird sichergestellt, dass Ihr neues OEM-Modell den wettbewerbsfähigen UL-Getriebestandards entspricht.
Fordern Sie ein gewichtsoptimiertes OEM-Angebot an
Unsere Ingenieure können das Gewicht jedes Titan-Kochgeschirrdesigns simulieren, optimieren und vergleichen.

OEM-Kostenstruktur für Titan-Kochgeschirr
Kochgeschirr aus Titan erfordert spezielle Form-, Schweiß- und Oberflächenveredelungsprozesse. Das Verständnis der Kostenstruktur ermöglicht es OEM-Käufern, fundierte Entscheidungen zu treffen und Kosten zu reduzieren Entwicklungsrisiken und prognostizieren langfristige Preisstabilität. Titan ist kein Massenprodukt – sein Kostenmodell wird von technischen Parametern bestimmt statt reiner Lautstärke. Die folgende Aufschlüsselung spiegelt die Berechnungsweise der Hersteller wider echte OEM-Kosten.
1. Werkzeuge und technische Vorrichtungen
Die Werkzeugausstattung ist der größte Vorabkostenfaktor bei der Entwicklung von Titan-Kochgeschirr. Jedes Schiff benötigt normalerweise:
- • Tiefziehform
- • Sekundäre Form-/Beschnittvorrichtungen
- • Umgang mit Schweißvorrichtungen
- • Kalibrierringe für Felgengenauigkeit
Typischer Bereich: 1.800 – 6.000 $ pro Form je nach Größe und Komplexität. Das mehrstufige Umformen erhöht die Werkzeugkosten, verbessert jedoch die Ausbeute und Konsistenz.
2. Rohstoff (Preise für Titanbleche)
Materialqualität und -dicke wirken sich direkt auf die Preisgestaltung aus. Bei Kochgeschirr ist die Note 2 am häufigsten anzutreffen; Grad 5 wird in ultraleichten oder hochsteifen Ausführungen verwendet.
Schlüsselvariablen, die die Kosten beeinflussen:
- • Titan-Spotpreis (globale Marktvolatilität)
- • Blechdicke (0,3 mm vs. 0,5 mm vs. 0,7 mm)
- • Materialauswahl zwischen Klasse 2 und Klasse 5
- • Blechwalzverfahren (geglüht vs. kaltgewalzt)
Referenz: Vergleich der Titanqualitäten
3. Schweißen und Montage
Beim Titanschweißen ist eine Argonabschirmung erforderlich, um Oxidation zu verhindern. Qualifiziertes WIG-Schweißen verursacht erhebliche Kosten aufgrund von:
- • Arbeitsintensive Schweißvorbereitung
- • Mehrere Schweißdurchgänge an dickeren Bauteilen
- • Strenge Wärmekontrolle zur Vermeidung von Verformungen
- • Reinigung und Sandstrahlen nach dem Schweißen
Die Schweißkosten steigen mit der Anzahl der Komponenten: Drahtgriffe < plate handles < folding handles with brackets.
4. Oberflächenbehandlung und Endbearbeitung
Das Finishing bestimmt die endgültige Wahrnehmung des Verbrauchers. Titan-Kochgeschirr kann Folgendes umfassen:
- • Sandstrahlen (gleichmäßige matte Ästhetik)
- • Feines Polieren (erstklassiges reflektierendes Finish)
- • Säurereinigung (Oxidentfernung)
- • Anti-Fingerprint-Nanobeschichtung (optional)
Die Endbearbeitung erfolgt in der Regel 8–15 % der Gesamtkosten je nach Prozesskomplexität.
5. Qualitätskontrolle und Ausbeute
Die Umformung von Titan weist eine geringere Streckgrenze auf als Aluminium oder Edelstahl. Die OEM-Kosten werden beeinflusst durch:
- • Erfolgsquote beim Tiefziehen
- • Schweißfehlerrate
- • Ablehnung von Oberflächenfehlern
- • Kontrolle der Maßhaltigkeit
Bessere Werkzeuge reduzieren die Ausschussrate und senken direkt die Stückkosten.
6. Verpackung und Branding
OEM-Verpackungsoptionen wirken sich erheblich auf die Kosten aus:
- • Großpackung (geringste Kosten)
- • Einzelne Boxsets
- • Individueller Druck oder farbige Verpackung
- • EVA-Aufbewahrungstaschen oder Netztaschen für Campingmarken
Verpackung ist oft 5–12 % der gesamten Projektkosten.
7. Volumen- und MOQ-Stufen
Die Stückkosten sinken mit der Menge, weil:
- • Werkzeuge werden über mehrere Einheiten hinweg abgeschrieben
- • Materialverschwendung kann optimiert werden
- • Die Kosten für die Einrichtung der Produktionslinie verteilen sich über die Chargen
Typische Mindestbestellmenge für OEM-Kochgeschirr: 300–800 Sets pro Modell.
Fordern Sie eine vollständige OEM-Kostenaufschlüsselung an
Unser Ingenieurteam kann ein detailliertes Kostenmodell basierend auf Ihrem Design, Ihrem Volumen und Ihren Materialanforderungen erstellen.

Lieferketten- und QC-Workflow für Titan-Kochgeschirr-OEM-Projekte
Die Herstellung von Titankochgeschirr erfordert eine kontrollierte Lieferkette und einen mehrstufigen Prozess Qualitätssicherungsrahmen. OEM-Käufer profitieren davon, wenn sie verstehen, wie jede Phase abläuft von der Materialbeschaffung bis zur Endkontrolle – trägt zur Leistung, Haltbarkeit und Kosten bei Konsistenz. Der folgende Arbeitsablauf spiegelt den typischen Produktionsablauf von wider Professionelle Hersteller von Titan-Kochgeschirr.
1. Rohstoffbeschaffung und Zertifizierung
Die Produktion von Kochgeschirr beginnt mit zertifizierten Titanblechen von vertrauenswürdigen Herstellern. Zu den Anforderungen gehören:
- • Titanbleche der Güteklasse 2 oder 5
- • Werksprüfzertifikate (MTC / EN 10204 3.1)
- • Toleranzprüfungen der Dickengenauigkeit
- • Inspektion von Oberflächenfehlern vor dem Formen
Die Materialauswahl wirkt sich auf Kosten, Sicherheit und langfristige Lieferstabilität aus. Referenz: Leitfaden zu Titansorten
2. Vorproduktionstechnik
Die Technik wandelt die Entwurfsabsicht in herstellbare Spezifikationen um. Wichtigste Maßnahmen:
- • CAD-Verfeinerung und strukturelle Überprüfung
- • Dickenoptimierung für Gewicht und Steifigkeit
- • Bewertung der Griff-/Halterungsgeometrie
- • Schweißweg und Abschirmungsplan
- • Werkzeugvalidierung und Probelaufplanung
Technische Genauigkeit bestimmt die Ausschussrate und die Langlebigkeit der Werkzeuge.
3. Werkzeugherstellung und Erstmuster (FAS)
Die Werkzeuge werden auf der Grundlage der genehmigten Konstruktionsdateien erstellt. Nach Fertigstellung der Werkzeuge:
- • Erster Tiefziehversuch (Kontrolle der Verformung)
- • Messung der Felgengenauigkeit
- • Griffschnittstelle und Halterungsausrichtung
- • Machbarkeitsprüfung der Schweißung
- • Gewichtszielvalidierung
Das FAS wird dem Käufer vor der Massenproduktion zur Bewertung vorgelegt.
4. Materialvorbereitung und Zuschnitt
Titanblech wird in präzise Rohlinge geschnitten, um eine gleichmäßige Formgebung zu gewährleisten. Zu den QC-Kontrollpunkten gehören:
- • Blechdickentoleranz ±0,02–0,05 mm
- • Entfernung von Oberflächenoxiden
- • Gratfreies Trimmen
- • Vorformungsglühen bei Bedarf
5. Tiefziehen und Formen
Das Ziehen von Titan erfordert eine hohe Tonnage und eine geschmierte Umformung, um Risse zu vermeiden:
- • Mehrstufiges Formen für größeres Kochgeschirr
- • Kontrolle der Maßhaltigkeit pro Charge
- • Felgenverstärkung für Stabilität
- • Glühen zwischen den Ziehschritten für Güteklasse 5
Referenz: Leitfaden zur Lieferkette zwischen Titan und Edelstahl
6. Schweißen, Nieten und Montage
Beim Titanschweißen sind sauerstofffreie Umgebungen erforderlich. Die Qualitätskontrolle umfasst:
- • WIG-Schweißen mit Argon-Abschirmung
- • Schweißnahtdurchdringungs- und Anlauffarbenprüfung
- • Überprüfung der Ausrichtungsgenauigkeit der Halterung
- • Drehmomenttest des klappbaren Griffs (falls zutreffend)
7. Oberflächenbehandlung und Reinigung
Nach dem Formen und Schweißen wird das Kochgeschirr einer Endbearbeitung unterzogen:
- • Sandstrahlen oder Perlenstrahlen
- • Säurereinigung zur Oxidentfernung
- • Entgraten und Kantenverrunden
- • Optionale Nanobeschichtung für Fingerabdrücke
8. Mehrstufige Qualitätskontrolle und Endkontrolle
Professionelle OEM-Qualitätssicherung umfasst:
- • Maßtoleranzmessung
- • 100 % visuelle Oberflächeninspektion
- • Schweißfestigkeitsprüfung
- • Überprüfung von Gewicht und Dicke
- • Funktionsprüfung mit Flamme oder Induktion
QC-Supervisoren unterzeichnen die Charge, bevor mit der Verpackung begonnen wird.
9. Verpackung, Etikettierung und Exportlogistik
Die Verpackung hängt von den Markenanforderungen und der Versandart ab:
- • Massenverpackung für niedrigste Kosten
- • Individuelle Verkaufsboxen (individuelle Grafik)
- • EVA- oder Mesh-Aufbewahrungsbeutel
- • Karton-Falltest-Konformität
Zu den letzten Schritten gehören die Frachtkoordination, die Zolldokumentation und die Palettierung.
Erhalten Sie einen vollständigen OEM-Lieferketten- und Qualitätskontrollplan für Ihr Kochgeschirrprojekt
Unsere Engineering- und QC-Teams können einen detaillierten Plan erstellen, der auf Ihr Design zugeschnitten ist. Zielmarkt und Compliance-Anforderungen.
Verpackungs- und Markenoptionen für OEM-Käufer von Titan-Kochgeschirr
Die Verpackung ist ein entscheidender Teil der OEM-Lieferkette – nicht nur zum Produktschutz, aber auch für das Storytelling der Marke, die Einzelhandelsbereitschaft und das Kundenerlebnis. Outdoor und DTC-Marken erfordern oft ein Gleichgewicht zwischen Haltbarkeit, Gewichtsoptimierung und Optik Identität. In diesem Abschnitt wird das gesamte Spektrum der verfügbaren Verpackungs- und Branding-Möglichkeiten beschrieben für Titan-Kochgeschirr-Projekte.
1. Massenexportverpackung (am kosteneffizientesten)
Ideal für Marken, die das Kochgeschirr in ihren eigenen Einrichtungen oder bei 3PL neu verpacken. Diese Methode minimiert Kosten und Versandvolumen.
- • Polybeutel oder Kraftpapier
- • Optionaler Barcode-Aufkleber
- • Dichte Hauptkartonbeladung für niedrigste Frachtkosten
- • Empfohlen für B2B-Großhandel und Amazon FBA-Vorbereitungszentren
2. Kundenspezifische Einzelhandelsverpackung
Entwickelt für Premium-DTC-Marken und Einzelhändler, die eine optische Attraktivität im Regal benötigen konsistente Markenidentität.
- • Vollfarbig bedruckte Verkaufsverpackung
- • Recycelbare Kraftpapierbox (ökoorientiert)
- • Minimalistische weiße oder mattschwarze Box für Premiummarken
- • QR-Code, Anleitungskarte, Pflegeanleitung
Druckvorlagen können im AI/PDF-Format geliefert werden. Optionales Add-on: benutzerdefiniert EVA-Innenformteil zum Schutz.
3. Weiche Aufbewahrungstaschen (Ultraleicht-Aufbau)
Beliebt bei Outdoor-Marken, die auf Gewichtseinsparung setzen. Funktioniert besonders gut für Ineinandersteckbares Kochgeschirr, Tassensets und Topfsysteme.
- • Netztasche (ultraleicht)
- • Tasche aus Ripstop-Nylon
- • Hitzebeständige Filztasche
- • Branding über gewebtes Etikett oder gedrucktes Logo möglich
4. EVA + geformte Schutzhüllen
Bietet eine hohe Schlagfestigkeit und wird bevorzugt für Premium-Kochgeschirr-Sets oder verwendet mehrteilige Sets.
- • Individuell geformtes EVA-Gehäuse mit exakter Silhouette
- • Reißverschluss oder Magnetverschluss
- • Optionen für geprägtes oder gedrucktes Logo
- • Ideal für Camping-Sets und luxuriöse Outdoor-Geschenkpakete
5. Branding-Methoden (Logo-Anpassung)
Kochgeschirr-OEM-Projekte unterstützen in der Regel mehrere Branding-Techniken, je nachdem gewünschte optische Wirkung und Haltbarkeit.
- • Lasergravur (am häufigsten und langlebigsten)
- • Geprägtes/geprägtes Logo (Werkzeug erforderlich)
- • Siebdruck (für Deckel, Griffe, Verkaufsboxen)
- • Elektrolytische Farbmarkierung (ausgewählte Modelle)
Siehe entsprechende Herstellungsanleitung: Leitfaden für OEM-Titanbecher 2025
6. Regulatorische und Einzelhandelsanforderungen
Die Verpackung kann gemäß Marktstandards vorbereitet werden, um den Import zu vereinfachen Lagerabläufe.
- • Platzierung des UPC/EAN-Barcodes
- • FDA-/EU-Kennzeichnung für Lebensmittelkontakt (falls zutreffend)
- • Herkunftslandkennzeichnung
- • Bedienungsanleitungen mit Pflegehinweisen
Fordern Sie Verpackungsmodelle und Branding-Muster an
Unsere Design- und Technikteams können Modelle von Einzelhandelsverpackungen, Logo-Platzierungsoptionen usw. erstellen. und Verpackungsprototypen, die auf Ihre Marke zugeschnitten sind.

MOQ-Strategie und Vorlaufzeitplanung für Titan-Kochgeschirr-OEM
Kochgeschirr aus Titan erfordert spezielle Form-, Schweiß- und Endbearbeitungsprozesse. Da sich die Werkzeugkosten und die Chargeneffizienz von Edelstahl oder Aluminium unterscheiden, OEM-Käufer profitieren davon, wenn sie verstehen, wie MOQ, Werkzeugentscheidungen und Vorlaufzeiten sind gegliedert nach verschiedenen Kochgeschirr-Kategorien.
1. MOQ nach Produktkategorie
Die Mindestbestellmenge variiert je nach Umformkomplexität und Werkzeugausstattung.
- Einwandige Töpfe/Schalen: 300–500 Einheiten
- Tiefgezogene Kochgeschirr-Sets: 500–800 Einheiten
- Bratpfannen oder Gefäße mit großem Durchmesser: 600–1000 Einheiten
- Mehrteilige Kochgeschirr-Sets: 300–500 Sätze
- Benutzerdefinierte Griffbaugruppen: Über 1000 Teile (Mindestbestellmenge für Metallumformung)
Bei technischen Mustern, Pre-Launch-Chargen oder Kickstarter/DTC kann die Mindestbestellmenge niedriger sein Validierungsläufe.
2. Auswirkungen der Werkzeugausstattung auf MOQ
Werkzeuginvestitionen sind der größte Faktor für die MOQ-Flexibilität.
- • Kundenspezifische Tiefziehwerkzeuge ermöglichen die Produktion von mehr als 300 Einheiten
- • Gemeinsam genutzte Werkzeuge senken die Kosten, schränken aber die Formanpassung ein
- • Prägeformen für das Logo erfordern separate Werkzeuge (optional)
- • Griffstanzformen erfordern normalerweise eine höhere Mindestbestellmenge (≥1000 Stück).
Siehe Werkzeuganleitungen in: Leitfaden für OEM-Titanbecher 2025
3. Aufschlüsselung der Durchlaufzeit (Standard)
Die Lieferzeiten variieren je nach Produktkomplexität und Fabrikauslastung.
- Werkzeugbau: 20–35 Tage
- Erstmustermuster (FAS): 10–15 Tage
- Massenproduktion (300–800 Einheiten): 25–35 Tage
- Großserien (1.000+ Einheiten): 35–45 Tage
- Individuelle Griffe/Deckel: +10–20 Tage je nach Werkzeug
Saisonale Spitzen (August–November) können die Lieferzeiten verlängern; Der Shutdown im Januar sollte in Betracht gezogen werden für die Jahresplanung.
4. Vorlaufzeit für Verpackung und Branding
- Bedrucken von Einzelhandelsverpackungen: 12–18 Tage
- EVA-Formkoffer: 20–25 Tage
- Genehmigung des Bildmaterials: 3–5 Tage
- Barcode-/Etikettenproduktion: 5–7 Tage
Die Verpackungsvorlaufzeiten können parallel zur Kochgeschirrproduktion laufen, um den Gesamtzeitrahmen zu verkürzen.
5. Strategien für niedrigere Mindestbestellmengen
Käufer, die Flexibilität suchen, können folgende Ansätze nutzen:
- • Verwenden Sie vorhandene Werkzeuge anstelle von kundenspezifischen Matrizen
- • Standardisieren Sie das Griffdesign über mehrere SKUs hinweg
- • Beginnen Sie mit einer einzelnen SKU, bevor Sie ein komplettes Kit entwickeln
- • Kombinieren Sie Bestellungen zu vierteljährlichen Produktionschargen
- • Oberflächenbeschaffenheit und Farbe vorab genehmigen, um Wiederholungen zu vermeiden
6. Prognose und Lieferkettenplanung
Professionelle Outdoor-Marken planen ihre Produktion typischerweise mit:
- • 6-Monats-Nachfrageprognose für stabile SKUs
- • Jährlicher Werkzeugamortisationsplan
- • Reservierung vor dem chinesischen Neujahr (entscheidend für die Lieferung im ersten Quartal)
- • Vierteljährliche Nachbestellungszyklen für DTC-Marken
Siehe Referenz zur Lieferkette: Leitfaden zur Lieferkette zwischen Titan und Edelstahl
7. Lieferzeiten für den Versand (weltweit)
- FedEx/DHL-Muster: 5–8 Tage
- Luftfracht: 7–12 Tage
- Seefracht an die Westküste der USA: 18–25 Tage
- Seefracht nach Europa: 32–40 Tage
- FBA-Direktversand möglich
Fordern Sie einen individuellen MOQ- und Lieferzeitplan an
Unser Team kann eine detaillierte Roadmap basierend auf Ihrem angestrebten Einführungsdatum, Ihrer SKU-Struktur usw. erstellen. Werkzeugbedarf und erwartetes Produktionsvolumen.
RFQ-Checkliste für Käufer von Titan-Kochgeschirr
Eine vollständige Angebotsanfrage (RFQ) gewährleistet eine genaue Kostenkalkulation und eine schnellere Entwicklung Ausrichtung und vorhersehbare Vorlaufzeiten. Titan-Kochgeschirr hat eine einzigartige Form und Schweißanforderungen, so dass die Bereitstellung detaillierter Spezifikationen erheblich reduziert wird Stichprobenschleifen und Missverständnisse. Verwenden Sie die folgende Checkliste, um eine vorzubereiten effektive RFQ für die OEM-Produktion.
1. Produktkategorie und Verwendungszweck
Klären Sie, was Sie entwickeln:
- • Einzelner Topf/Schüssel/Bratpfanne/Deckel
- • Mehrteiliges Kochgeschirrset
- • Nestbares Campingsystem
- • Ultraleichter oder robuster Anwendungsfall
Der Verwendungszweck beeinflusst die Auswahl der Dicke, die Schweißstrategie und die Gewichtsziele.
2. Abmessungen und technische Daten
Bitte beifügen:
- • Durchmesser, Höhe, Felgenstärke
- • Zielvolumen (ml/oz)
- • Zielgewicht
- • Griffdesign (klappbar, fest, genietet)
- • Deckelgeometrie (mit Dampfloch oder nicht)
CAD-Zeichnungen (STEP/IGES/PDF) beschleunigen die Machbarkeitsbewertung erheblich.
3. Materialqualität und -stärke
- • Grad 2 (handelsübliches Reintitan)
- • Güteklasse 5 (Ti-6Al-4V für hohe Steifigkeit)
- • Zielblechdicke (0,4–0,8 mm typisch)
- • Einwandige vs. doppelwandige Konstruktion
Referenz: Leitfaden zu Titansorten
4. Oberflächenbehandlung und Finish
Geben Sie Ihr bevorzugtes Finish an:
- • Matt sandgestrahlt
- • Gebürstete Oberfläche
- • Mit Säure gereinigtes Naturtitan
- • Nano-Anti-Fingerprint-Beschichtung (optional)
5. Anforderungen an Handhabung und Montage
- • Griffstil: Draht, gestanzt, CNC, Holzeinsatz
- • Genietete vs. geschweißte Schnittstelle
- • Anforderungen an die Hitzebeständigkeit
- • Anforderungen an Tragfähigkeit oder Aufhängeöse
6. Branding-Anforderungen
- • Lasergravur (am häufigsten)
- • Prägen/Debossing (Werkzeug erforderlich)
- • Druck auf Deckel/Griff/Verkaufsverpackung
- • Logo-Position, Größe, Strichstärke
Referenz: OEM-Branding-Leitfaden für Titanbecher
7. Verpackungsanweisungen
- • Massenexportverpackung (geringste Kosten)
- • Einzelhandelsverpackung (bedruckt oder aus Kraftpapier)
- • Netz-/Nylon-/EVA-Beutel
- • Barcode, QR-Code, Anleitungskarte
8. Menge und Prognose
- • Erste Chargenmenge
- • Jahresprognose (zur besseren Preisgestaltung)
- • Ob Sie für Einführungstests eine niedrigere Mindestbestellmenge benötigen
Siehe Produktionsplanung in: Leitfaden zur Titan-Lieferkette
9. Compliance und Tests
- • LFGB/FDA-Anforderungen an den Lebensmittelkontakt
- • BPA-freie Erklärungen (falls zutreffend)
- • Falltest für Einzelhandelsverpackungen
- • Erwartungen an den Flammentest im Freien
10. Zielpreis und Liefererwartungen
- • Angestrebte FOB- oder EXW-Preisspanne
- • Verpackung inbegriffen oder ausgeschlossen
- • Gewünschter Liefertermin
- • Zielland oder FBA-Lager
Laden Sie eine vollständige RFQ-Vorlage für Titan-Kochgeschirr herunter
Senden Sie Ihre Projektdetails und erhalten Sie eine individuelle, auf Sie zugeschnittene RFQ-Vorlage Kochgeschirr, Outdoor-Ausrüstung oder DTC-Produktlinien.









