
Titan-OEM · Lieferzeitstrategie
Von Max Jiang, 16. November 2025Lesezeit: ~12–15 Minuten
Produktionsverzögerungen bei der OEM-Fertigung von Titan haben einen hohen Preis. Eine einzige verspätete Lieferung kann sich auf die Montagepläne von Flugzeugen auswirken, die Einführung medizinischer Geräte verzögern oder Vertragsstrafen nach sich ziehen, die bereits geringe Margen zunichte machen. Dieser Leitfaden erklärt, warum es zu Verzögerungen kommt und wie OEMs diese entlang der gesamten Titan-Wertschöpfungskette systematisch verhindern können.

Verspätete Titanlieferungen ziehen sich durch die Zeitpläne der Luft- und Raumfahrt-, Medizin- und Industrie-OEMs – aber die meisten Verzögerungen sind mit den richtigen Systemen vermeidbar.
Inhaltsverzeichnis
- 1. Ursachen von Produktionsverzögerungen verstehen
- 2. Beherrschung der Lieferkette und des Materialmanagements
- 3. Aufbau proaktiver Qualitätssysteme
- 4. Navigieren durch regulatorische und Compliance-Anforderungen
- 5. Umsetzungsrahmen: Von der Strategie zur Aktion
- Fazit: Prävention als Wettbewerbsvorteil
Produktionsverzögerungen bei der OEM-Fertigung von Titan haben einen hohen Preis. Eine einzige verspätete Lieferung kann sich auf die Montagepläne von Flugzeugen auswirken, die Einführung medizinischer Geräte verzögern oder Vertragsstrafen nach sich ziehen, die bereits geringe Margen zunichte machen. Die Zahlen sprechen für sich: Geschmiedete Titankomponenten können von der Rohmaterialbestellung bis zum fertigen Teil 6 bis 18 Monate vergehen, wobei Rohtitan selbst etwa neun Monate für die Beschaffung benötigt. Wenn sich diese Fristen durch Verzögerungen noch weiter verlängern (manchmal um 12 Monate oder mehr), wirken sich die Kaskadeneffekte auf alle Beteiligten in der Lieferkette aus.
Dennoch sind die meisten Verzögerungen nicht unvermeidlich. Sie sind auf erkennbare Grundursachen zurückzuführen: überlastete Lieferketten mit eingeschränkter Transparenz, Qualitätsmängel, die eine Nacharbeit erfordern, Geräteausfälle, Audit-Unterbrechungen und Kapazitätsengpässe bei mehrstufigen Lieferanten. Für Produktionsmanager und Beschaffungsteams, die sich in den Sektoren Luft- und Raumfahrt, medizinische Geräte, Automobil und industrielle OEMs bewegen, stellt sich nicht mehr die Frage, ob die Titanproduktion von Natur aus unvorhersehbar ist. Es geht darum, ob Ihre Organisation systematische Präventionsmaßnahmen eingeführt hat.
In diesem Artikel werden die Mechanismen von Verzögerungen bei der Titanproduktion und die bewährten Strategien zu deren Vermeidung erläutert, vom Lieferkettendesign und der Qualitätssystemarchitektur bis hin zur regulatorischen Navigation und Kapazitätsplanung.
Ursachen von Produktionsverzögerungen verstehen
Die Titanherstellung erfolgt auf mehreren Wegen: Fräsen und Bearbeiten, Schmieden, Feinguss und additive Fertigung. Jedes bringt unterschiedliche technische und zeitliche Risiken mit sich.
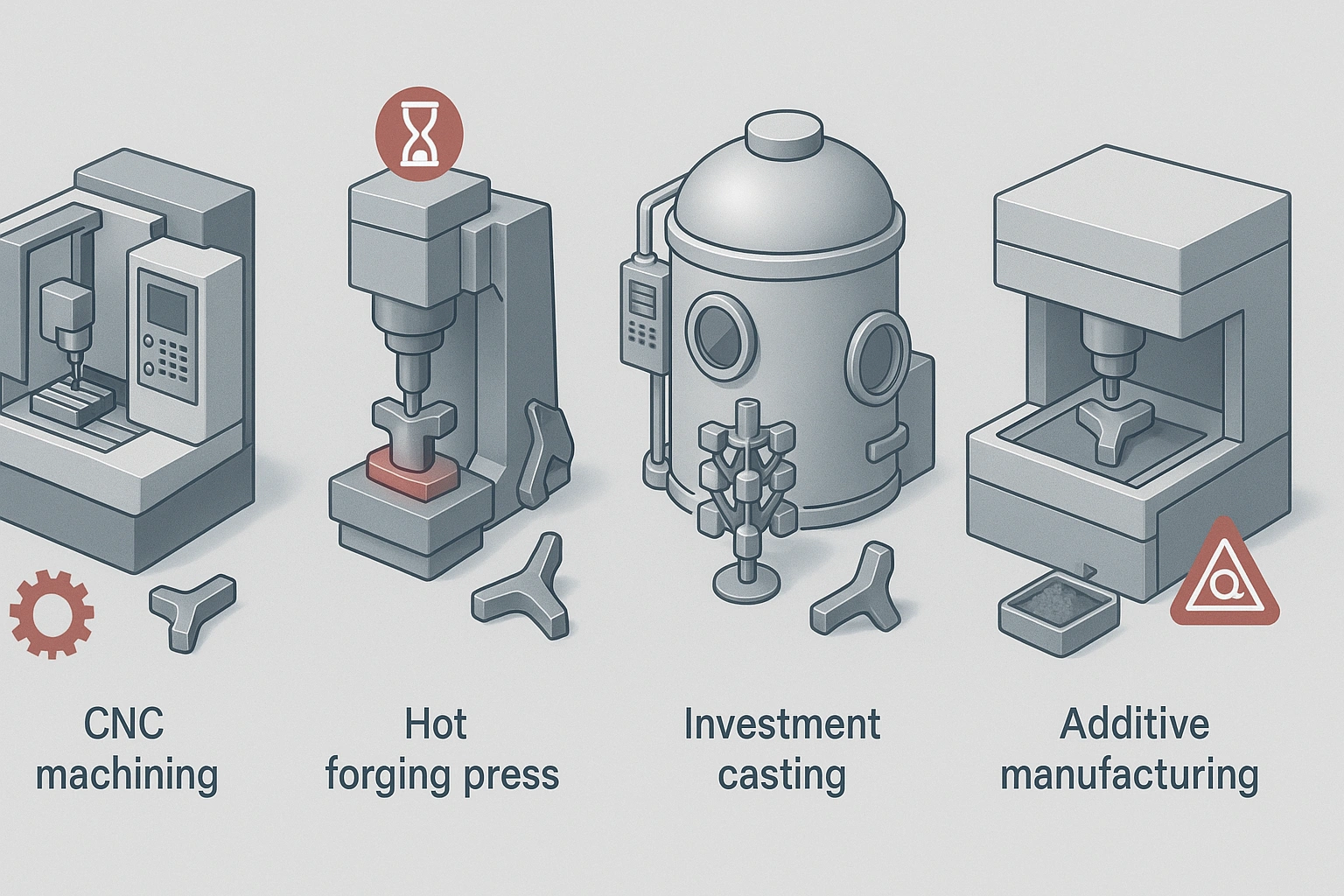
Bearbeitung, Schmieden, Gießen und additive Fertigung bringen jeweils einzigartige Verzögerungsrisiken mit sich, die auf Prozessebene gemanagt werden müssen.
Bearbeiten und Fräsen
Bearbeiten und Fräsen: Eine geringe Wärmeleitfähigkeit leitet etwa 80 % der Schneidwärme in das Werkzeug und nicht in den Span, was den Werkzeugverschleiß beschleunigt und das Risiko eines Werkzeugausfalls während des Betriebs erhöht. Ti-6Al-4V bleibt die Arbeitslegierung, aber höherfeste Beta-Legierungen (Ti-10V-2Fe-3Al, Ti-5Al-5V-5Mo-3Cr) sind noch schlechter bearbeitbar und erfordern geringere Geschwindigkeiten. Praktische Gegenmaßnahmen (positive Spanwinkelgeometrie, Gleichlauffräsen, Hochdruck-Kühlmittelzufuhr durch das Werkzeug) verlängern die Werkzeuglebensdauer, aber aufgrund der Physik ist die Bearbeitung immer noch eine häufige Ursache für Gerätestress, ungeplante Werkzeugwechsel und Zeitplanschwankungen.
Schmieden
Schmieden: Beim Schmieden werden Druckkräfte genutzt, um Teile zu formen und so das Verhältnis von Festigkeit zu Gewicht und die Konsistenz der Mikrostruktur zu optimieren. Typische Abläufe wiederholen die Press-, Reinigungs-, Schleif- und Wärmebehandlungsschritte pro Teil mehrmals. Da Schmiedelieferanten häufig mehrere OEMs bedienen und mit langen Qualifizierungszyklen konfrontiert sind, können Kapazitätsbeschränkungen und Auftragsrückstände die Zykluszeiten erheblich verlängern.
Feinguss
Feinguss: Titanguss erfordert aufgrund der Reaktivität des Metalls Vakuumschmelzen und spezielle Keramiksysteme. Zu den häufigen Mängeln gehören Schrumpfporosität in der Mittellinie, die durch heißisostatisches Pressen (HIP) gemildert wird, und anschließende Schweißreparaturen, die in inerten Atmosphären durchgeführt werden. Titan reagiert auch mit Keramikformen und bildet eine mit Sauerstoff angereicherte „Alpha-Hülle“-Schicht, die durch chemisches Mahlen entfernt werden muss. Jeder Sanierungsschritt (HIP, Schweißnahtreparatur, Alpha-Case-Entfernung) verlängert die Zykluszeit und birgt das Risiko einer Nacharbeit.
Additive Fertigung (AM)
Additive Fertigung (AM): Pulverbettschmelzverfahren (Laser-PBF und Elektronenstrahlschmelzen) werden zunehmend für Titankomponenten gemäß Standards wie ASTM F2924 und F3001 qualifiziert, die Rohstoffanforderungen, Mikrostruktur, mechanische Eigenschaften, thermische Verarbeitung, HIP, Inspektion und Zertifizierung definieren. Die aktuelle ISO/ASTM 52928:2024 kodifiziert das Pulver-Lebenszyklusmanagement und deckt Eigenschaften, Testmethoden und Qualitätssicherung sowohl für Neu- als auch für wiederverwendetes Pulver ab. Während AM die Durchlaufzeiten für komplexe Geometrien verkürzen kann, führt es zu Pulverqualitätsschleifen, Nachbearbeitungs-HIP-Plänen und Qualifizierungsdokumentationen, die sorgfältig verwaltet werden müssen, um Verzögerungen zu vermeiden.
Lieferketten- und Materialbeschränkungen
Lieferketten- und Materialbeschränkungen: Die Vorlaufzeiten für Rohtitan betragen derzeit etwa neun Monate, und die End-to-End-Fertigungszyklen für Guss- oder Schmiedeteile erstrecken sich über sechs bis mehr als 18 Monate. OEMs mangelt es oft an tiefer Transparenz über ihre direkten Zulieferer hinaus, was zu zeitlichen Abweichungen bei der Bestellung und zu Terminverschiebungen führt, wenn sich Nachfragesignale nicht durch die Kette verbreiten.
Fehler bei der Qualitätskontrolle
Fehler bei der Qualitätskontrolle: Porosität des Gussteils, die HIP- und Schweißnahtreparaturen erfordert, Alpha-Case-Entfernung durch chemisches Fräsen und Ausfälle von Bearbeitungswerkzeugen aufgrund von Hitze können Nacharbeiten und Terminverschiebungen auslösen. Wenn Qualitätsmängel zu spät erkannt werden (bei der Endkontrolle oder der Kundeneingangskontrolle), wird der Zyklus zurückgesetzt.
Geräte- und Prozessbeschränkungen
Geräte- und Prozessbeschränkungen: Wärmebehandlungsöfen, Vakuumschmelzanlagen und Hochdruck-Kühlmittelzufuhrsysteme sind kritische Engpässe. Viele dieser speziellen Prozesse fallen unter die Nadcap-Akkreditierung, ein von der Industrie verwaltetes Zweitpartei-Auditprogramm, das von mehreren OEMs akzeptiert wird. Mangelnde Akkreditierung oder Audit-Nichtkonformitäten können Lieferungen stoppen, bis Korrekturmaßnahmen abgeschlossen sind.
Lücken in der Arbeits- und Ingenieurkapazität
Lücken bei Arbeitskräften und technischen Kapazitäten: Der Personalverlust nach der Pandemie verlangsamte die Qualifizierung neuer Teile und die Fehlersuche in der Produktion bei OEMs, Tier-1-Zulieferern, Gießereien und Schmieden. Onboarding-Zeiträume von 3 bis 6 Monaten und mehrjährige Erfahrungskurven führen dazu, dass Kapazitäten nicht über Nacht hinzugefügt werden können, selbst wenn Kapital vorhanden ist.
Engpässe bei der Einhaltung gesetzlicher Vorschriften
Engpässe bei der Einhaltung gesetzlicher Vorschriften: Verteidigungsprogramme unterliegen DFARS-Klauseln zu Spezialmetallen, die den Erwerb mit wenigen Ausnahmen auf in den USA oder qualifizierten Ländern geschmolzenes oder produziertes Titan beschränken. Für OEMs von Medizinprodukten umfasst die Quality Management System Regulation (QMSR) der FDA jetzt ISO 13485:2016 als Referenz, wobei die vollständige Durchsetzung am 2. Februar 2026 beginnt. Systemaktualisierungen, Schulungen und Inspektionsänderungen können sich bei der Umstellung von Unternehmen vorübergehend auf den Durchsatz auswirken.
Abbildung 1: Hauptursachen für Produktionsverzögerungen in der OEM-Titanfertigung, kategorisiert nach Domäne. Das Verständnis dieser miteinander verbundenen Faktoren ermöglicht gezielte Präventionsstrategien.
Beherrschung der Lieferkette und des Materialmanagements
Die Lieferkette für Titan im Zeitraum 2024–2025 wurde durch die steigende Produktion von nicht-russischen, für die Luft- und Raumfahrt zugelassenen Schwämmen, schnelle Kapazitätserweiterungen auf dem chinesischen Markt für Industriequalität und Anpassungen der OEM-Produktionsraten, die die Rohstoffaufnahme dämpften, umgestaltet. Die für die Luft- und Raumfahrt zugelassene Schwammproduktion stieg in Japan, Kasachstan und Saudi-Arabien auf 89.000 Tonnen, da die geringere japanische Produktion durch eine höhere Auslastung in Kasachstan (UKTMP) und einen Hochlauf in Saudi-Arabien (AMIC Toho Titanium Metal) ausgeglichen wurde. Unterdessen hielt China die Schwammproduktion ungefähr konstant bei rund 220.000 Tonnen, baute die Kapazität jedoch weiterhin aggressiv aus (geschätzt auf 260.000 Tonnen pro Jahr bis Ende 2024 und möglicherweise bis zu 320.000 Tonnen pro Jahr), was zu einem überversorgten Inlandsmarkt führte. Allerdings ist chinesischer Schwamm noch nicht für kritische Anwendungen in der Luft- und Raumfahrt geeignet, so dass das für die Luft- und Raumfahrt zugelassene Material dicht bleibt und einige westliche Barrenschmelzer und US-Verbraucher dazu veranlasst werden, chinesischen Schwamm als Ergänzung zu testen.
Die Vertragspreise für westliche Titanbarren mit kommerzieller Reinheit der Güteklasse 2 wurden auf 11,50–12,50 US-Dollar pro Kilogramm geschätzt, während inländische chinesische Barren der Güteklasse TA2 bei etwa 7,14–7,41 US-Dollar pro Kilogramm lagen. Diese Spreads fördern die Erkundung kostengünstigerer Quellen, sofern die Qualifikation dies zulässt.

Titanschwamm, Barren, Schmieden und OEM-Routen bilden eine lange globale Lieferkette. Transparenz und realistische Durchlaufzeiten sind entscheidend, um Verzögerungen zu vermeiden.
Stärken Sie Nachfragesignalisierungs- und Bestandsstrategien: Stellen Sie indirekten Lieferanten zuverlässige, langfristige Nachfragesignale mit geringer Volatilität zur Verfügung. Vielen Tier-2- und Tier-3-Zulieferern fehlt der Einblick in die OEM-Bauraten und sie treffen Kapazitätsentscheidungen auf der Grundlage veralteter oder unvollständiger Informationen. Erwägen Sie gezielte Einkäufe für kritische Legierungen und halten Sie Pufferbestände für Kleinserienteile bereit, um Überraschungen im Zeitplan zu vermeiden.
Übernehmen Sie ein höheres Vertragsrisiko und sichern Sie Kapazitäten: Bieten Sie längerfristige Verträge (10+ Jahre), Mengengarantien und Prämien für Aftermarket-Teile. Boom-Bust-Zyklen und Programmschocks haben das Vertrauen der Lieferanten untergraben und Kapazitätserweiterungen begrenzt. Wenn es strategisch sinnvoll ist, können Sie in eigene Guss- oder Schmiedekapazitäten investieren oder diese weiterentwickeln, um die Abhängigkeit von eingeschränkten externen Lieferanten zu verringern.
Setzen Sie erfahrene technische Unterstützung an Lieferantenstandorten ein: Stellen Sie OEM-Ingenieure wieder ein oder beauftragen Sie sie, um Prozesse zu stabilisieren und die Qualifizierung und Fehlerbehebung in Gießereien und Schmieden zu beschleunigen. Umfassendes Prozesswissen der OEM-Ingenieure kann die Lernkurve verkürzen und Qualitätsverluste verhindern, die andernfalls Nacharbeitsschleifen auslösen würden.
Nutzen Sie Routenalternativen und entwerfen Sie im Hinblick auf die Herstellbarkeit: Wo möglich, wechseln Sie ausgewählte Teile vom Guss oder Schmieden zur additiven Fertigung oder zur fortgeschrittenen Bearbeitung. Überdenken Sie Leistungsspezifikationen und Legierungsauswahl, um die Herstellbarkeit zu verbessern und die Verfügbarkeit aus mehreren Quellen zu ermöglichen. Teile, die mit engen, herkömmlichen Toleranzen konstruiert werden, können an einen einzigen Lieferanten und eine einzige Prozessroute gebunden sein, was das Verzögerungsrisiko erhöht.
Planen Sie Bestellungen anhand realistischer Vorlaufzeiten: Richten Sie Ihre Beschaffungskalender an den tatsächlichen End-to-End-Zyklen von 6–18+ Monaten für Guss- und Schmiedeteile sowie an dem ungefähr neunmonatigen Beschaffungsfenster für Rohtitan aus. Geben Sie Bestellungen für Artikel mit langer Vorlaufzeit vorab ab und bauen Sie Zeitplanpuffer auf, die die physikalischen und wirtschaftlichen Gegebenheiten der Lieferbasis widerspiegeln, nicht angestrebte Zeitpläne.
Abbildung 2: Typischer End-to-End-Produktionszeitplan für gegossene und geschmiedete Titankomponenten. Rote Markierungen kennzeichnen häufige Verzögerungspunkte, an denen proaktives Management den höchsten Zeitplanschutz bietet.
Aufbau proaktiver Qualitätssysteme
Qualitätsmängel gehören zu den teuersten Verzögerungsfaktoren, da sie erst spät auftauchen und eine Nacharbeit in mehreren Prozessschritten erfordern. Ein bei der Endkontrolle entdeckter Gussfehler kann dazu führen, dass das Teil durch HIP, Schweißnahtreparatur, chemisches Fräsen und erneute Prüfung zurückgesendet wird, was den Zeitplan um Wochen oder Monate verlängert. Proaktive Qualitätssysteme erkennen Probleme frühzeitig und verhindern die Ausbreitung von Fehlern.
Integrieren Sie Praktiken der Advanced Product Quality Planning (APQP) und des Production Part Approval Process (PPAP) gemäß AS9145: Planen Sie die Qualität frühzeitig, mit Phasenüberprüfungen vom Konzept bis zur Produktion. Verwenden Sie PPAP, um die nachgewiesene Leistungsfähigkeit bei den erforderlichen Raten zu bestätigen, bevor Sie das Volumen erhöhen. Dieser Ansatz reduziert Überraschungen in der Spätphase und stellt sicher, dass die Prozessfähigkeit nachgewiesen und nicht angenommen wird.
Behalten Sie die Nadcap-Akkreditierung und interne Audits für spezielle Prozesse bei: Akkreditierungen für Wärmebehandlung, zerstörungsfreie Prüfung (NDT), Schweißen, chemische Verarbeitung und additive Fertigung reduzieren auditbedingte Unterbrechungen und erhöhen die Prozessfähigkeit. Nadcap ist ein von der Industrie verwaltetes Second-Party-Auditprogramm, das von mehreren OEMs in den Bereichen Luft- und Raumfahrt sowie Verteidigung akzeptiert wird. Viele Unternehmen benötigen eine Akkreditierung, und fehlende oder fehlgeschlagene Audits können Lieferungen stoppen, bis Korrekturmaßnahmen abgeschlossen sind. Betrachten Sie Nadcap nicht als Compliance-Belastung, sondern als Hebel zur Prozessverbesserung.
Nutzen Sie Echtzeit-Prozessüberwachung und statistische Prozesskontrolle (SPC): Instrumentieren Sie kritische Parameter (Schmelztemperaturen, Abkühlraten, Werkzeugverschleißindikatoren, Pulverfeuchtigkeitsgehalt) und nutzen Sie SPC, um Prozessabweichungen zu erkennen, bevor Ausschuss entsteht. Durch die Echtzeitüberwachung können Bediener frühzeitig eingreifen und so die Häufigkeit von Ausschleusungen am Ende der Produktionslinie reduzieren.
Design First Article Inspection (FAI) und In-Process-Inspektionstore: Strukturinspektionspunkte an logischen Prozessübergängen (nach dem Schmieden, aber vor der Wärmebehandlung, nach der Grobbearbeitung, aber vor der Endbearbeitung), sodass Abweichungen erkannt werden, wenn Korrekturmaßnahmen noch möglich und kostengünstiger sind. Das Warten bis zur Endkontrolle, um einen Maßfehler oder eine mikrostrukturelle Anomalie zu entdecken, bedeutet oft, dass das Teil von einem früheren Arbeitsgang aus neu gestartet werden muss oder ganz verschrottet wird.
Investieren Sie in die Qualitätssicherung der Lieferanten und die Präsenz vor Ort: Setzen Sie Qualitätsingenieure bei Tier-1- und Tier-2-Lieferanten ein, um die Prozessvalidierung, Ursachenanalyse und Korrekturmaßnahmen zu unterstützen. Qualitätsteams beim Lieferanten können aufkommende Probleme erkennen, bevor sie systemisch werden, und so die Menge der zurückgegebenen Teile und Terminunterbrechungen reduzieren.
Abbildung 3: Strategische Platzierung von Inspektionstoren während des gesamten Herstellungsprozesses. Durch die frühzeitige Erkennung an Zwischenkontrollpunkten werden kostspielige Nacharbeiten und Terminverschiebungen vermieden, die auftreten, wenn Mängel erst bei der Endkontrolle entdeckt werden.
Navigieren durch regulatorische und Compliance-Anforderungen
Regulatorische Anforderungen erfordern strenge Vorgaben für Produktionspläne. Das Versäumen einer Compliance-Frist oder das Nichtbestehen eines Audits kann dazu führen, dass Lieferungen gestoppt werden, selbst wenn die Teile physisch fertig sind.
Verteidigungsprogramme und DFARS-Klauseln zu Spezialmetallen: DFARS 252.225-7008 und 252.225-7009 beschränken Spezialmetalle (einschließlich Titan und Titanlegierungen) auf die Schmelze und Produktion in den USA oder in qualifizierten Ländern, mit begrenzten Ausnahmen für kommerzielle Standardartikel und Mindestgehaltsschwellenwerten. Stellen Sie sicher, dass Beschaffungsverträge diese Anforderungen an Subunternehmer weitergeben und dass Materialzertifizierungen den Ursprung der Schmelze nachweisen. Die Qualifizierung neuer Lieferanten im Rahmen von DFARS kann Monate dauern; Planen Sie Lieferantenaudits und Dokumentationsprüfungen rechtzeitig im Voraus.
QMSR für Medizinprodukte und ISO 13485:2016-Anpassung: Die endgültige Regelung der FDA von 2024 bezieht ISO 13485:2016 per Verweis ein, wobei die Durchsetzung am 2. Februar 2026 beginnt. Dieser Übergang erfordert Systemaktualisierungen, Schulungen und Änderungen der Inspektionspraktiken. Planen Sie für OEMs mit Geschäftsbereichen für Medizinprodukte jetzt interne Audits und Lückenanalysen, um Nichtkonformitäten zu identifizieren und zu beheben, bevor mit der Durchsetzung begonnen wird. Die regulatorische Bereitschaft sollte als kritischer Punkt und nicht als nachträglicher administrativer Einfall behandelt werden.
Luft- und Raumfahrt-QMS (AS9100/IA9100) und Lieferantenharmonisierung: AS9100 und seine internationalen Varianten harmonisieren die Anforderungen an Qualitätsmanagementsysteme für die Luft- und Raumfahrt, um organisationsspezifische Add-ons zu reduzieren und Qualität, Zeitplan und Kosten zu verbessern. Stellen Sie sicher, dass Ihre Lieferantenbasis zertifiziert ist und dass interne Prozesse mit den Schwerpunkten des Standards auf Risikomanagement, Konfigurationskontrolle und pünktliche Lieferung übereinstimmen. Lieferantenaudits sollten nicht nur den Zertifizierungsstatus, sondern auch die aktive Einhaltung von Prozesskontrollen überprüfen.
Richten Sie PPAP-, FAI- und Nadcap-Auditkalender an den Bauplänen aus: Koordinieren Sie PPAP-Einreichungen (Production Part Approval Process), Erstmusterprüfungen (FAI) und Nadcap-Auditfenster mit geplanten Produktionsanläufen. Das Warten, bis die Teile versandbereit sind, bevor Audits oder PPAP-Prüfungen geplant werden, führt zu unnötiger Leerlaufzeit. Bauen Sie diese Meilensteine von Anfang an in den Masterplan ein.
Implementierungsrahmen: Von der Strategie zur Aktion
Strategie ohne Umsetzung ist Planungstheater. Um die Prinzipien der Verzögerungsverhinderung in die betriebliche Realität umzusetzen, ist ein strukturierter Implementierungsansatz erforderlich.
Führen Sie eine Analyse der Grundursache für Verzögerungen in den letzten 12 Monaten durch: Kategorisieren Sie jede Verzögerung nach Grundursache (Lieferkette, Qualität, Ausrüstung, Arbeit, Vorschriften) und quantifizieren Sie die Auswirkungen auf den Zeitplan. Diese Basislinie zeigt, wo Präventionsbemühungen den höchsten Ertrag bringen, und bildet die Grundlage für Investitionen.
Ordnen Sie kritische Pfade zu und identifizieren Sie Engpässe bei Vorgängen: Nutzen Sie Wertstrom-Mapping oder kritisches Kettenprojektmanagement, um den End-to-End-Produktionsfluss zu visualisieren. Identifizieren Sie die einschränkenden Vorgänge (häufig Wärmebehandlung, HIP oder spezielle Bearbeitung) und konzentrieren Sie die Verbesserungsressourcen darauf. Die Beseitigung eines Engpasses an anderer Stelle in der Kette führt zu keinem Durchsatzgewinn.
Richten Sie gemeinsame Planungszyklen mit Tier-1- und Tier-2-Lieferanten ein: Gehen Sie von bestellungsgesteuerten Interaktionen zu einer kollaborativen Bedarfsplanung über. Teilen Sie fortlaufende Prognosen, Pipelines für technische Änderungen und Aftermarket-Prognosen, damit Lieferanten ihre Kapazität und Personalbesetzung proaktiv und nicht reaktiv anpassen können.
Erstellen Sie funktionsübergreifende Teams zur Verhinderung von Verzögerungen: Bilden Sie ständige Teams, zu denen Vertreter aus den Bereichen Beschaffung, Qualität, Technik und Produktionskontrolle gehören. Beauftragen Sie sie mit der Überwachung von Durchlaufzeittrends, Lieferantenstatus, Auditkalendern und Frühwarnindikatoren. Befähigen Sie diese Teams, aufkommende Risiken zu eskalieren, bevor sie zu Terminfehlern werden.
Verfolgen und melden Sie Frühindikatoren, nicht nur Verzögerungskennzahlen: Der Prozentsatz der pünktlichen Lieferung ist ein Verzögerungsindikator, der Ihnen sagt, dass es bereits zu Verzögerungen gekommen ist. Frühindikatoren (Bestätigungszeit von Lieferantenaufträgen, Trends bei der Werkzeuglebensdauer, Abschlussquoten bei Prüfungsergebnissen, Lagerbestände an Rohmaterialien) geben Ihnen Zeit zum Eingreifen. Erstellen Sie Dashboards, die diese Signale sichtbar machen und Maßnahmen auslösen, wenn Schwellenwerte überschritten werden.
Pilotieren Sie zunächst Verbesserungen an eingeschränkten Teilen: Wählen Sie eine Handvoll Teile mit großer Auswirkung und hoher Verzögerung als Piloten für neue Lieferantenbeziehungen, Prozessrouten oder Qualitätsprotokolle aus. Beweisen Sie das Konzept in einem überschaubaren Umfang, dokumentieren Sie die gewonnenen Erkenntnisse und skalieren Sie es dann auf das gesamte Portfolio. Der Versuch, die gesamte Lieferbasis zu transformieren, führt gleichzeitig zu einer Verwässerung der Ressourcen und einem erhöhten Ausführungsrisiko.

Funktionsübergreifende Teams, die Frühindikatoren verfolgen und Prognosen mit Lieferanten teilen, können verhindern, dass kleine Probleme zu Terminüberschreitungen werden.
Fazit: Prävention als Wettbewerbsvorteil
Produktionsverzögerungen bei der Titan-OEM-Fertigung sind teuer, störend und weitgehend vermeidbar. Die Grundursachen sind bekannt: überlastete Lieferketten, Qualitätsmängel, Ausrüstungseinschränkungen, Personallücken und regulatorische Engpässe. Die Präventionsstrategien haben sich bewährt: stärkere Nachfragesignalisierung, langfristige Lieferantenpartnerschaften, integrierte technische Unterstützung, proaktive Qualitätssysteme und Planung der Regulierungsbereitschaft.
Was leistungsstarke OEMs von ihren schwächelnden Mitbewerbern unterscheidet, ist nicht der Zugang zu besseren Informationen oder leistungsfähigeren Lieferanten. Es geht um die Disziplin, systematische Präventionsmaßnahmen umzusetzen, und um die organisatorische Verpflichtung, die Termintreue als strategische Priorität und nicht als operative Nebensache zu behandeln. In einer Branche, in der Durchlaufzeiten in Monaten gemessen werden und Verzögerungen programmübergreifend auftreten, wird diese Disziplin zu einem Wettbewerbsvorteil, der sich im Laufe der Zeit verstärkt, wenn die Lieferantenbeziehungen gestärkt, die Prozessfähigkeit verbessert und das institutionelle Wissen vertieft wird.
Die Frage ist nicht, ob Ihr Unternehmen es sich leisten kann, in die Verhinderung von Verzögerungen zu investieren. Es geht darum, ob Sie es sich leisten können, es nicht zu tun.
Häufig gestellte Fragen zur Vermeidung von Verzögerungen bei der Titan-OEM-Produktion
Nachfolgend finden Sie prägnante Antworten auf häufige Fragen dazu, warum Titan schwierig herzustellen ist. Wo Verzögerungen entstehen und wie OEMs systematisch verhindern können, dass es zu Verzögerungen kommt Luft- und Raumfahrt, Medizin und Hochleistungsindustrieprogramme.
-
Q1 Warum ist Titan so teuer und schwierig herzustellen?
Titan ist aus folgenden Gründen kostspielig und anspruchsvoll:- Extraktionskomplexität: Es muss aus Mineralien wie Ilmenit und Rutil raffiniert werden.
- Kroll-Prozess: Der vorherrschende Extraktionsweg ist energieintensiv und streng kontrolliert.
- Hohe Reaktivität: Bei erhöhten Temperaturen reagiert Titan mit Sauerstoff, Stickstoff und Wasserstoff, was Vakuum oder inerte Atmosphären erfordert.
- Spezialisierte Bearbeitung: Nachgelagerte Schmiede-, Guss-, Bearbeitungs- und Inspektionsarbeiten erfordern spezielle Ausrüstung, Werkzeuge und Fachwissen.
-
Q2 Wie können die Vorlaufzeiten für die OEM-Titanproduktion verkürzt werden?
Die Vorlaufzeiten für OEM-Titan können verkürzt werden durch:- Frühzeitige Lieferanteneinbindung während Design und Industrialisierung.
- Strategische Lagerhaltung für kritische Legierungen und Kleinserienteile.
- Schlanke Fertigung um Engpässe und nicht wertschöpfende Schritte zu beseitigen.
- Fortschrittliche Technologien wie Hochleistungszerspanung und additive Fertigung für komplexe Teile.
- Ausgehandelte, realistische Lieferzeiten mit Lieferanten, einschließlich an die Lieferleistung gebundener Anreize und Strafen.
-
Q3 Welche Lösungen werden umgesetzt, um Lieferengpässen bei Titan entgegenzuwirken?
Die Branche bekämpft Versorgungsengpässe bei Titan durch:- Erweitertes Titanrecycling um die Abhängigkeit vom Primärschwamm zu verringern.
- Alternative Produktionsmethoden das senkt die Kosten und den Energieverbrauch.
- Digitalisierung der Lieferkette für durchgängige Sichtbarkeit und prädiktive Analysen.
- Strategische Bevorratung von kritischen Materialien, wenn Risiko und Bedarf dies rechtfertigen.
-
Q4 Was sind die wichtigsten Qualitätskontrollverfahren für Titan?
Zu den wichtigsten Qualitätskontrollen gehören:- Rohstoffinspektion gegen Spezifikationen und Zertifikate.
- Inprozesskontrollen bei kritischen Schmiede-, Guss-, Bearbeitungs- und Wärmebehandlungsschritten.
- Endkontrolle von Abmessungen, Oberfläche und Eigenschaften.
- Vollständige Dokumentation und Rückverfolgbarkeit zurück zum Schmelzen und Erhitzen.
- Chemische Analyse (z. B. RFA, ICP), um die Legierungszusammensetzung zu bestätigen.
- Mechanische Prüfung (Zugfestigkeit, Härte, Ermüdung, Schlag) zur Validierung der Leistung.
-
F5 Wie erkennen Hersteller Mängel an Titanbauteilen?
Hersteller verwenden eine Kombination aus:- Sichtprüfung für offensichtliche Oberflächenprobleme.
- Ultraschallprüfung (UT) um interne Fehler und Diskontinuitäten zu erkennen.
- Röntgen / Radiographie oder CT um innere Porosität und Einschlüsse aufzudecken.
- Wirbelstromprüfung (ECT) für oberflächliche und oberflächennahe Risse.
- Flüssigkeitseindringprüfung (LPI) für oberflächenbrechende Mängel.
-
F6 Kann Lean Manufacturing auf die Titanproduktion angewendet werden, um die Durchlaufzeiten zu verkürzen?
Ja. Lean Manufacturing ist bei Titan besonders anwendbar:- Wertstrom-Mapping deckt Engpässe und Wartezeiten auf.
- Standardisierte Arbeit stabilisiert Prozesse und reduziert Variabilität.
- Kaizen und kontinuierliche Verbesserung treiben kleine, häufige Optimierungen voran.
- Abfallbeseitigung verkürzt die Zykluszeit und reduziert Nacharbeiten und Lagerbestände.
-
F7 Was sind die Hauptrisiken in der Titan-Lieferkette?
Zu den Hauptrisiken gehören:- Versorgungsrisiken: Rohstoffknappheit, geopolitische Instabilität und begrenzte Luft- und Raumfahrtkapazitäten.
- Produktionsrisiken: Geräteausfälle, Arbeitskräftemangel und Qualitätsmängel, die Nacharbeiten nach sich ziehen.
- Nachfragerisiken: volatile Bauraten und Prognosefehler.
- Regulatorische Risiken: DFARS, Exportkontrollen und sich ändernde Qualitätsstandards.
- Finanzielle Risiken: Preisvolatilität und Währungsschwankungen, die sich auf langfristige Verträge auswirken.









