
Herstellung von Titan-Kochgeschirr: Prozesskontrolle und Qualitätsrisikopunkte
Zusammenfassung: Risikokontrolle auf Käuferseite
Die Herstellung von Titan unterscheidet sich grundlegend von der Herstellung von Edelstahl oder Aluminium. Seine hohe Reaktivität mit Sauerstoff und seine Neigung zum „Abrieb“ erfordern eine strenge Prozessdisziplin. Die Qualität kann bei einem Titantopf nicht überprüft werden; es muss darin hergestellt werden.
Für OEM-Käufer sind dies die kritischen Kontrollpunkte Vakuumglühen Und Schutzgasschweißen. Ein Versagen dieser Schritte führt zu verzögerter Rissbildung und strukturellem Versagen.
Im Gegensatz zu Edelstahl, wo Oberflächendefekte häufig ausgeschliffen werden können, sind Titandefekte in der Regel struktureller und endständiger Natur. Das Verständnis der Reibungswissenschaft und Metallurgie des Prozesses ist für die Beurteilung der Lieferantenkompetenz von entscheidender Bedeutung.
Phase 1: Materialvorbereitung und Schmierung
Der Prozess beginnt mit ASTM B265 Klasse 1 oder Klasse 2 Spule. Titan verfügt im Vergleich zu Stahl über Systeme mit begrenztem Schlupf, wodurch es beim ersten Schlag leicht reißt.
1. Ausschneiden und Faserrichtung
Titan weist eine erhebliche „planare Anisotropie“ auf. Wenn der Hersteller die Faserrichtung des Coils nicht berücksichtigt, bildet der Becher beim Ziehen ungleichmäßige Ränder („Ohren“), was zu übermäßigem Materialabfall führt.
2. Hochdruckschmierung
Titan lässt sich gerne kalt mit Stahlstempeln verschweißen. Fabriken müssen hochbelastbare Polymerfolien verwenden oder Molybdändisulfid ($MoS_2$) Schmiermittel, um ein Festfressen zu verhindern. Stellen Sie sicher, dass das Schmiermittel für die Reinigungsphase als lebensmittelecht zertifiziert ist.
Phase 2: Tiefziehen (Umformphase)
Hier wird aus der flachen Scheibe ein 3D-Gefäß. Die größte Herausforderung besteht darin Zurückfedern.
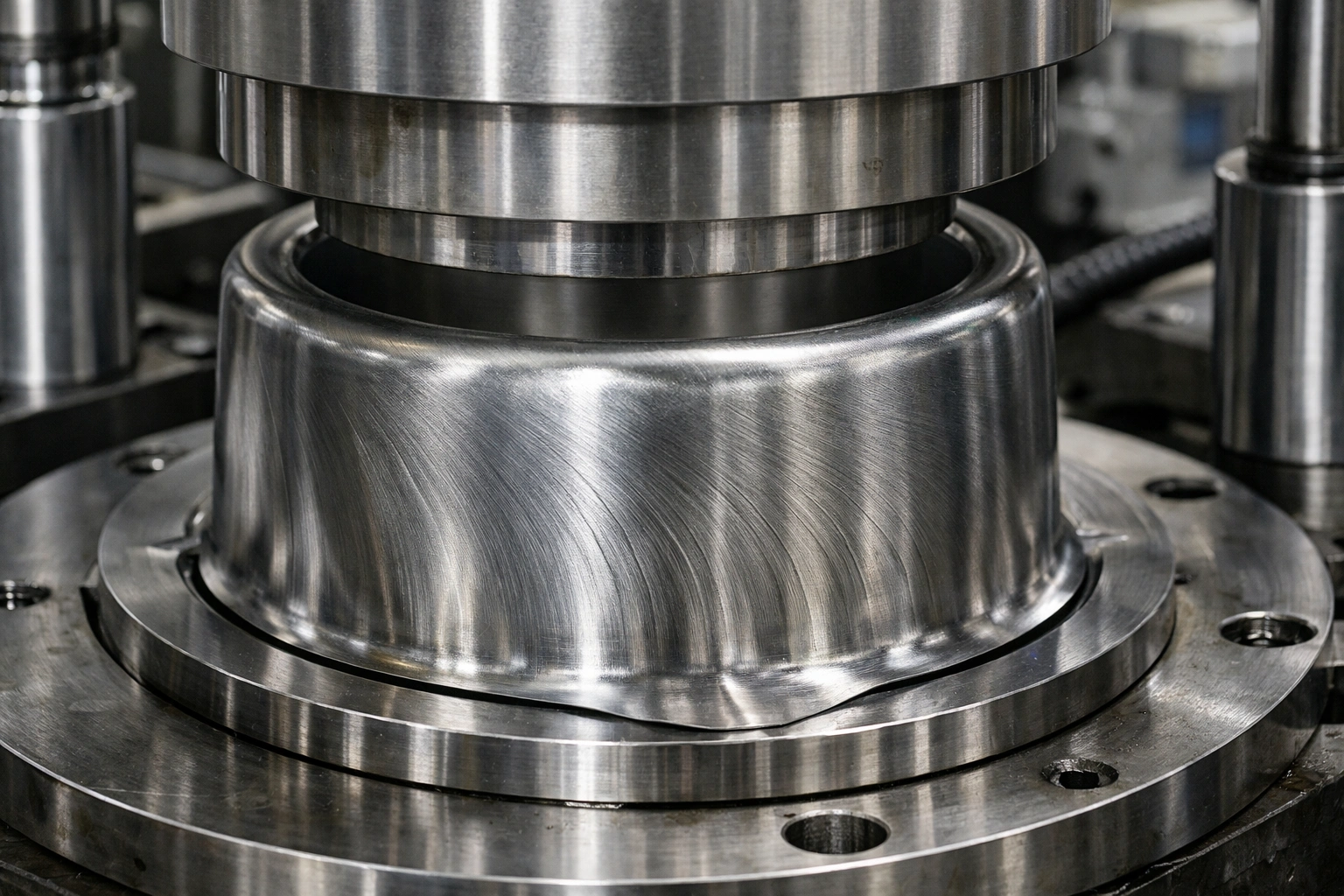
3. Hydraulische Pressformung
Titan erfordert langsames hydraulisches Ziehen. Wenn das Design eine Wand im 90°-Winkel vorsieht, muss das Werkzeug möglicherweise auf 92° übergebogen werden, damit sich das Metall wieder auf 90° ausrichtet. Achten Sie auf die „Orangenschalen“-Textur, die auf eine schlechte Korngröße des Rohmaterials hinweist.
Phase 3: Vakuumglühen (der kritische Schritt)
Nach dem Ziehen wird die Titankristallstruktur kaltverfestigt. Es wird spröde und neigt zur Spannungsrisskorrosion.

4. Stressabbau und Vakuumabschirmung
Bei 700 °C nimmt Titan eifrig Sauerstoff auf. Beim Luftglühen entsteht eine spröde „Alpha Case“-Schicht. Vakuumglühen ist für die Aufrechterhaltung der Duktilität und der LFGB-Sicherheitskonformität nicht verhandelbar.
Phase 4: Montage und Schutzgasschweißen

Der „Farbtest“ für die Schweißqualität
| Schweißnahtfarbe | Qualitätsstatus | Strukturelle Implikation |
|---|---|---|
| Silber | Perfekt | Ideale Abschirmung. Maximale Duktilität. |
| Stroh / Gold | Akzeptabel | Leichte Oberflächenoxidation. Für Kochgeschirr geeignet. |
| Blau / Lila | Risiko | Mäßige Oxidation. Mögliche Sprödigkeit. |
| Weißes Pulver | SCHEITERN | Starke Oxidation. Die Schweißnaht wird wahrscheinlich reißen. |
Phase 5: Oberflächenveredelung und Reinigung

5. Oberflächenbehandlung und Ultraschallreinigung
Ob sandgestrahlt oder poliert, der letzte Schritt muss erfolgen Ultraschallentfettung. Eine unvollständige Reinigung von Polierwachs ist die Hauptursache für Verbraucherbeschwerden und „schwarze Rückstände“.
Phase 6: Endgültige QC- und AQL-Standards
Wir empfehlen IQ 2,5/4,0 für Titanleitungen:
- Weißer Stofftest: Keine grauen/schwarzen Rückstände auf dem Alkoholtupfer.
- Ebenheit: Leichte Konkavität zur Bewältigung der Wärmeausdehnung.
- Vakuumintegrität: Erforderlich für doppelwandig isolierte Ausrüstung.
- Sicherheit: Gerollte Felgen müssen vollständig geschlossen und gratfrei sein.
Aufbau einer widerstandsfähigen Lieferkette
Bei der fachmännischen Herstellung von Titan kommt es auf die Prozesskontrolle an, nicht nur auf den Preis. Stellen Sie sicher, dass Ihr Partner Vakuumglühen und hochreines Argon verwendet.
Vertiefen Sie Ihr Wissen:
Entdecken Sie unseren Leitfaden auf Strategische Vorteile von Titan-Kochgeschirr.









