
En komplet OEM sourcing-guide til udendørsmærker - der dækker valg af kvalitet, formningsprocesser, tykkelseskontrol, QC-arbejdsgang og benchmarks for prissætning.
En komplet OEM sourcing-guide til udendørsmærker - der dækker valg af kvalitet, formningsprocesser, tykkelseskontrol, QC-arbejdsgang og benchmarks for prissætning.
Executive Summary
Titanium køkkengrej er blevet det foretrukne materiale for premium udendørs og taktiske mærker.
For OEM-købere, forståelse af titaniumkvaliteter, formningsprocesser, tykkelseskontrol og
forsyningskædestrukturer er afgørende for at opnå stabil kvalitet i skala.
Denne vejledning opsummerer 7Titaniums tekniske standarder for produktion af køkkengrej, der dækker:
- — Karaktervalg: Grad 1, Grade 2, Grade 5 (Ti64) sammenligning for kogegrejs ydeevne
- — Formningsprocesser: dybtrækning, spinding, smedning, lasersvejsning, CNC-finish
- — Tykkelsestrategi: 0,4–0,8 mm retningslinjer for balancering af vægt og holdbarhed
- — Overfladebehandling: sandblæsning, polering, oxideret finish, hygiejnekvalitet uden belægning
- — OEM & branding muligheder: lasergravering, prægning, tilpasning af håndtag
- — Omkostningsstruktur: materiale % / proces % / udbyttegrad / masseproduktion skalering
- — Supply chain workflow: R&D → værktøj → prøveudtagning → lille batch → fuld produktion
Uanset om du opgraderer en eksisterende køkkengrejelinje eller bygger en premium titaniumkategori fra
Grundlæggende giver denne vejledning et klart grundlag på ingeniørniveau for at sikre dit OEM-projekt
opfylder præstations-, compliance- og kommercielle mål.
Why Titanium for Cookware?
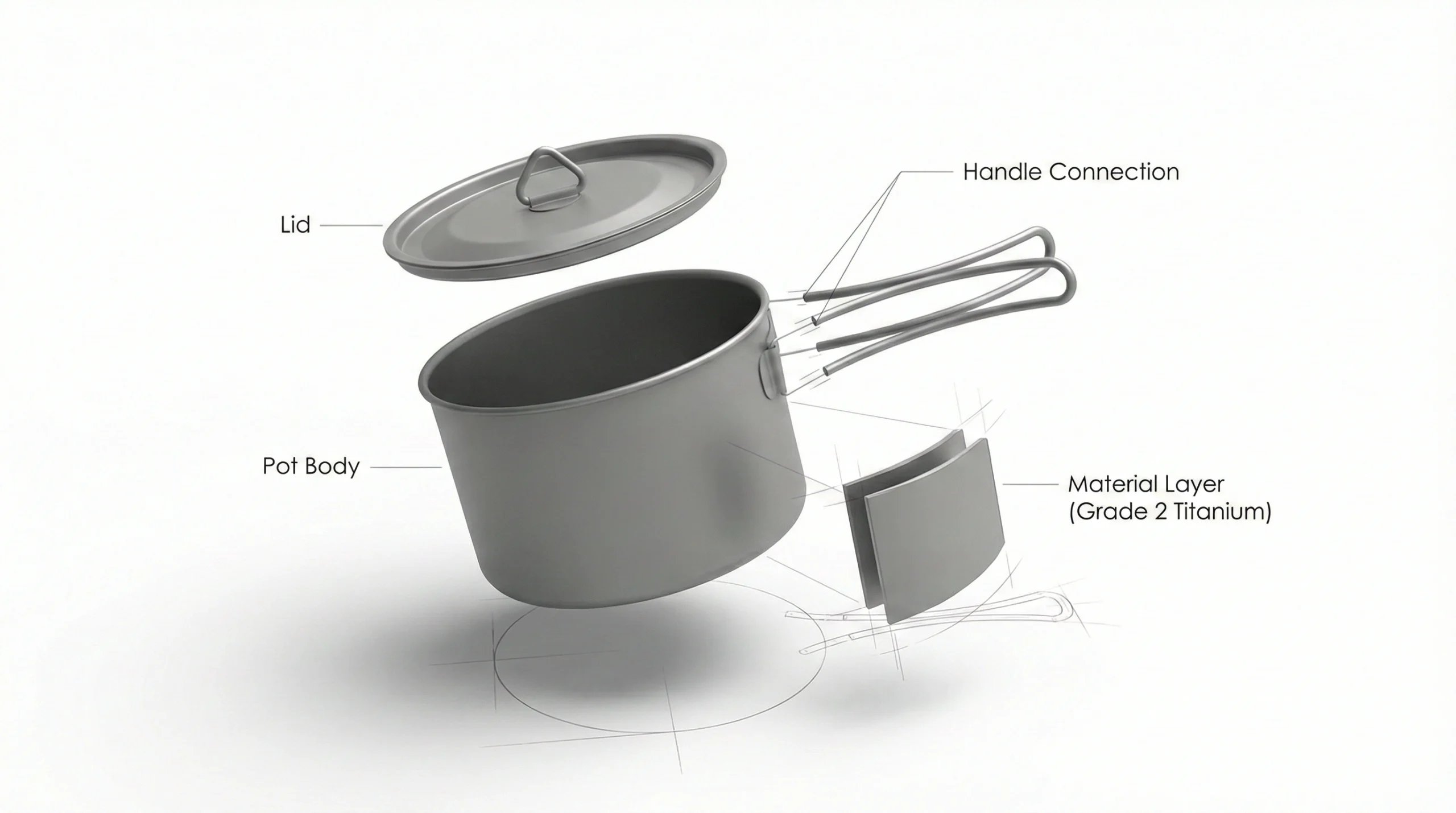
Titanium er blevet det foretrukne materiale til premium udendørs køkkengrej på grund af dets uovertruffen styrke-til-vægt-forhold, korrosionsbestandighed, fødevarekontaktsikkerhed og langtidsholdbarhed. For OEM-mærker giver titanium begge tekniske fordele og klar kommerciel differentiering i det ultralette segment.
1. Ultra-Lightweight Structure
Titanium har det højeste styrke-til-vægt-forhold blandt almindelige metaller. En 0,5-0,7 mm titanium gryde bevarer den strukturelle integritet, mens den er tilbage væsentligt lettere end rustfrit stål eller aluminium. Ideel til backpacking, overlanding, militær og ekspeditions køkkengrej.
2. Korrosions- og vejrbestandighed
Rent titanium danner et stabilt oxidlag, hvilket gør det naturligt modstandsdygtigt over for saltvand, fugt og kemisk korrosion. Den fungerer pålideligt i barsk udendørs miljøer, hvor stålbelægninger kan nedbrydes.
3. 100 % ikke-coated, fødevaresikker overflade
Titanium køkkengrej kræver ingen non-stick belægning, ingen anodisering og ingen kemisk finish. Dette eliminerer risikoen for belægningsnedbrud eller PFAS/PFOA-problemer, hvilket giver mærker med stærke overholdelsesmeddelelser til markederne i EU og USA.
4. Hurtig opvarmning med præcis kontrol
Selvom titaniums varmeledningsevne er lavere end aluminium, er det ekstremt tyndt vægdesign tillader hurtig opvarmning og responsiv temperaturkontrol. Dette resulterer i et effektivt brændstofforbrug til udendørs madlavning.
5. Langsigtet kommerciel værdi
Titanium køkkengrej befaler højere detailmargener og lang produktlivscyklus. Mærker nyder godt af en førsteklasses positionering, forhøjet opfattet værdi, og stærk differentiering i et overfyldt køkkengrejmarked.

Titanium kvaliteter til køkkengrej
At vælge den korrekte titaniumkvalitet er afgørende for kogegrejets ydeevne, vægt, formningsbesvær og endelige omkostninger. Udendørs køkkengrej bruger typisk kommercielt rent titanium (CP Titanium) for dets balance mellem styrke, formbarhed og fødevarekontaktsikkerhed, mens klasse 5 bruges selektivt til højspændingsstrukturelle komponenter.
| Grad | Sammensætning | Styrke | Formbarhed | Bedst brug i køkkengrej |
|---|---|---|---|---|
| 1. klasse | 99,5% CP Titanium | Lav-medium | Fremragende | Ultra-light pots, bowls, lids |
| 2. klasse | 99,2% CP Titanium | Medium | Meget god | Mainstream cookware, mugs, frypans |
| Klasse 5 (Ti-6Al-4V) | 6% Al, 4% V | Meget høj | Lav | Håndtag, beslag, strukturelle dele (ikke i kontakt med fødevarer) |
Vejledning til valg af karakter
- 1. klasse — Best for brands prioritizing ultralet ydeevne (tyndeste vægdannelse).
- 2. klasse - Ideel til standard outdoor cookware balancing durability and cost.
- 5. klasse - Bruges kun til bærende dele; not for direct cooking surfaces.
Til de fleste OEM-projekter af køkkengrej anbefaler vi typisk Grad 1 til minimal vægt eller Grade 2 til bredere produktlinjer, der kræver højere holdbarhed. Karakter 5 er indarbejdet selektivt ind i håndtag eller mekaniske led, hvor der er behov for øget stivhed.
Anbefalet læsning:
Tykkelsestrategi for køkkengrej
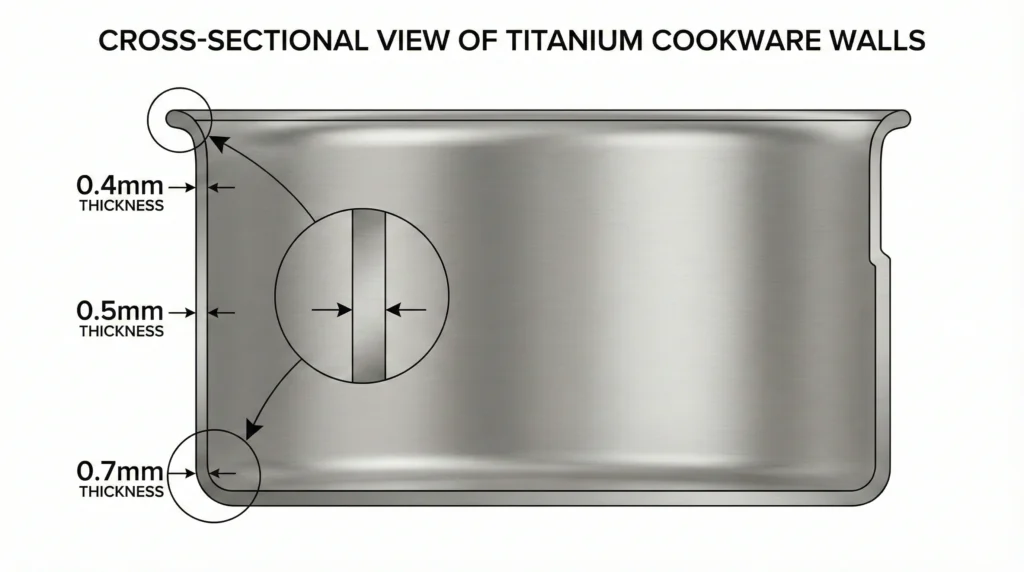
Titanium køkkengrej spænder typisk fra 0,4 mm til 0,8 mm i tykkelse. Valg af den korrekte tykkelse påvirker direkte vægt, strukturel stivhed, varmeeffektivitet, holdbarhed og samlede produktionsomkostninger. For OEM-købere, tidlig definition af tykkelse sikrer korrekt værktøj, formningsparametre, og forudsigelige masseproduktionsudbyttesatser.
| Tykkelse | Vægt | Holdbarhed | Typiske anvendelsestilfælde |
|---|---|---|---|
| 0.40 mm | Ultra-let | Lav-medium | Backpacking gryder, minimalistiske kopper, koge-kun madlavning |
| 0.50 mm | Meget let | Medium | Standard campingkøkkengrej, udendørs sæt til alle formål |
| 0.60 mm | Balanceret | Medium-Høj | Gryder med høj kapacitet, stegepander, generel udendørs madlavning |
| 0,70–0,80 mm | Tyngre | Høj | Stort køkkengrej, opgaver med høj varme, førsteklasses holdbarhedslinjer |
Trekanten Vægt-Styrke-Omkostninger
Thinner walls reduce pack weight but increase forming difficulty.
Thicker walls increase stiffness and resistance to deformation.
Material cost + forming complexity = overall OEM cost level.
OEM Thickness Recommendations
- Ultralight series (fast-boil only): 0.40–0.50 mm
- All-purpose camping cookware: 0.50–0.60 mm
- Large frypans / soup pots: 0.60–0.70 mm
- High durability / premium collections: 0,70–0,80 mm
At 7Titanium, cookware thickness is validated through force deformation testing, yield-rate analysis, and real-world cooking simulations to ensure the selected thickness aligns with your product positioning and market expectations.
Anbefalet læsning:
Forming Processes for Titanium Cookware
Titaniums mekaniske egenskaber kræver specialiserede formningsteknikker at opnå
de tyndvæggede højstyrkestrukturer, der kræves i udendørs køkkengrej.
Hver formgivningsmetode påvirker produktionsomkostninger, værktøjskrav, udbyttegrad,
og slutproduktets ydeevne.
Nedenfor er en oversigt på ingeniørniveau over de processer, der bruges på 7Titanium.
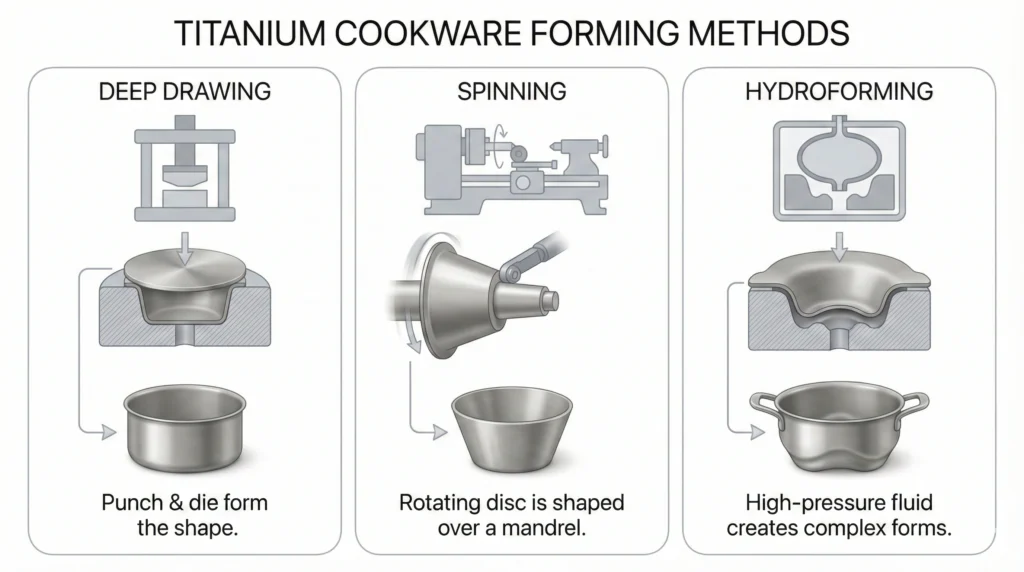
1. Dybdetegning
Den mest almindelige proces for titanium gryder, kopper og skåle.
Titaniumplader tegnes i form ved hjælp af højtryksværktøj.
- • Bedst til 0,4–0,7 mm vægtykkelse
- • Requires hardened tooling for titanium
- • Lavere omkostninger i stor skala; stabil OEM-udbyttegrad
- • Perfekt til symmetriske former: gryder, krus, skåle
2. Spinning
En roterende titaniumskive dannes over en dorn ved hjælp af kontrolleret tryk.
Producerer sømløse buede vægge med fremragende strukturel styrke.
- • Suitable for frypans, rounded pots
- • Excellent consistency for thin-wall designs
- • Højere arbejds- og maskinomkostninger end dybtrækning
- • Førsteklasses udseende med glat kontinuerlig krumning
3. Smedning
Anvendes hovedsageligt til håndtag, låg, beslag og højstyrkekomponenter.
Enhances rigidity and surface hardness.
- • Not for thin-wall cookware bodies
- • Ideal for Grade 5 titanium structural parts
- • Øger styrke og præcision for mekaniske samlinger
- • Higher cost but required for durability
4. Lasersvejsning
Påkrævet ved fastgørelse af håndtag, ører, komponenter i flere dele,
or hybrid-grade structures. Titanium requires argon protection
to prevent oxidation during welding.
- • Vigtigt til sidehåndtag, bøjlehåndtag, beslag
- • Skaber stærke, rene sømme med minimal deformation
- • Kræver streng beskyttelsesgasbeskyttelse
- • Påvirker QC og værktøjsdesign på tidlige OEM-stadier
5. CNC-bearbejdning
Anvendes til præcisionskomponenter: lågknopper, håndtagssamlinger,
og højtolerancegrænseflader.
- • Velegnet til Grade 5 titanium
- • Høj bearbejdningshårdhed øger værktøjsslid
- • Højere omkostninger, men bedst for nøjagtighed og førsteklasses følelse
- • Tillader indviklet brugerdefineret branding
OEM Process Selection Framework
- Hvis vægt er prioriteret: Dybtrækning + udglødning til 0,4–0,5 mm køkkengrej.
- Hvis æstetik er prioriteret: Spinning til sømløse buede vægge.
- Hvis styrke er prioriteret: Smedede eller CNC Grade 5 titanium komponenter.
- Hvis modulær struktur: Lasersvejsning med præcisionsstik.
Hos 7Titanium er alle formningsmetoder valideret gennem værktøjssimulering,
kraftfordelingsanalyse og holdbarhedstests i den virkelige verden for at sikre
det endelige køkkengrej opfylder OEM-specifikationer og markedspositionering.
Relaterede artikler:

Surface Treatments & Finishing
Titanium køkkengrej kræver specialiserede efterbehandlingsteknikker for at opnå den ønskede æstetik, madlavningsydelse, korrosionsbestandighed, and brand differentiation. Hver finish påvirker overfladens hårdhed, friktionsadfærd, rengøringsevne, and usability in real outdoor environments.
1. Sandblæsning
Den mest almindelige finish til titanium køkkengrej. Skaber en ensartet mat tekstur og forbedrer grebet.
- • Skjuler mikroridser effektivt
- • Ideel til grydekroppe og kopper
- • Kræver fine keramiske medier til titanium
- • Neutral, premium udendørs æstetik
2. Polering
Giver en glat reflekterende finish. Anvendes hovedsageligt til køkkengrej i premium- eller præsentationskvalitet.
- • Sværere at ridse, nemmere at tørre af
- • Højere arbejds- og maskintid
- • Velegnet til Grade 2 titanium overflader
- • Ikke almindeligt for ultralette markeder
3. Heat Oxidation Finish (flammeoxidationsfarve/brændende farve)
Kontrolleret opvarmning skaber naturlige oxidlag med blå-lilla toner. Populær på entusiast- og samlermarkeder.
- • 100 % kemikaliefri farvning
- • Hver brik har unikke farvegradienter
- • Højere skrotmængde end standardfinish
- • Fantastisk til "brændt titanium" æstetiske SKU'er
4. Lasergravering
Den foretrukne metode til branding af titaniumprodukter. Præcis, holdbar og skader ikke den strukturelle integritet.
- • Ideel til logoer, gradueringer, serienumre
- • Kompatibel med komplekse former
- • Der kræves ingen blæk eller kemisk belægning
- • Bedste praksis for OEM private label designs
5. Ikke-belægningsmetode (ingen kemisk belægningskoncept)
I modsætning til rustfrit stål og aluminium, titanium køkkengrej til udendørs brug undgår typisk kemiske belægninger.
- • Ingen Teflon / PFAS / keramisk belægning
- • 100 % metaloverflade
- • Sikker til åben ild og madlavning ved høje temperaturer
- • Skal oplyse forbrugerne om oliebaseret nonstick-brug
OEM overfladevalgsvejledning
- Til ultralet køkkengrej: Sandblæsning + fin børstning.
- For premium detail-SKU'er: Polering + dyb gravering.
- For entusiastmarkeder: Kontrollerede oxidfarvefinisher.
- For holdbarhed-første køkkengrej: Matblæsning + forstærket fælgdannelse.
7Titanium udfører alle efterbehandlingsprocesser in-house for maksimal konsistens, giver OEM-kunder mulighed for at matche teksturer på tværs af køkkengrej og kontrollere mærkeidentitet på en overfladeteknisk standard.
Relaterede artikler:

Håndtag & Låg Engineering
Håndtag og lågstrukturer bestemmer direkte sikkerhed, anvendelighed, varmeoverførselskontrol,
pakbarhed og langtidsholdbarhed af titanium køkkengrej.
Udendørs brugsmiljøer - åben ild, ujævn varme, stød og gentagne foldninger - kræver
tekniske valg, der er anderledes end indendørs køkkengrej.
1. Foldbare trådhåndtag
Det mest almindelige valg til ultralette titanium gryder og krus.
Bygget af grad 5 titanium eller rustfrit ståltråd, afhængigt af OEM-omkostningsmål.
- • Ekstremt let og kompakt til backpacking
- • Minimal varmeledning ved svejsning ved lave kontaktpunkter
- • Gummiærmer valgfri, men anbefales ikke til brugere af åben ild
- • Ideel til 300-900 ml krus og små gryder
2. Faste sidehåndtag
Velegnet til køkkengrej ≥ 1,2L, der kræver stabilt greb og kontrolleret hældning.
- • Stærkere drejningsmomentmodstand end foldbare designs
- • Foretrukken til kogesæt med stegepander
- • Tyngre, men giver en professionel madlavningsfølelse
- • Ideel til familie camping titanium sæt
3. Bail Håndtag
Optimeret til at hænge over bål eller stativ i bushcraft-scenarier.
- • Bedst til 1-2L gryder brugt på åben ild
- • Forhindrer væltning ved tilberedning af tungt indhold
- • Kræver præcisionssvejsning for strukturel integritet
- • Ofte parret med foldbare sidehåndtag (dobbeltfunktion)
4. CNC Titanium Lid Knobs
Premium udendørs mærker efterspørger i stigende grad CNC-grade lågknopper for højere holdbarhed
og branding kontrol.
- • Grade 5 titanium or aluminum alloy
- • Heat resistant & extremely durable
- • Can be laser engraved or bead-blasted
- • Tilføjer premium identitet til OEM køkkengrej linjer
5. Lågtilpasningsteknik
Lågets pasform påvirker dampretention, kogeeffektivitet og vindmodstand.
- • Udendørs køkkengrej foretrækker løs pasform til forebyggelse af overkogning
- • Tætsiddende er bedre til hjemmelavet madlavning
- • Titaniums tilbagespringseffekt kræver præcise forme
- • Valgfri dampudluftningsåbning til OEM-mærker
6. Svejsninger vs nitter
Et kritisk ingeniørvalg, der påvirker levetiden.
- Svejste håndtag — stærkere, sømløs, korrosionsfri,
foretrækkes til titanium køkkengrej. - Nittede håndtag — lavere omkostninger, men tungere og tilbøjelige til at løsne sig.
- • Premium udendørs mærker vælger næsten altid svejsede strukturer
- • Svejsekvaliteten skal matche titanium-kvaliteten (se Grade 2 / Grade 5 guide)
OEM Engineering Selection Guide
- Ultralette markeder: Foldbare trådhåndtag + løstsiddende låg.
- Premium køkkengrej: Faste håndtag + CNC titanium knopper.
- Bushcraft / overlevelsesmarkeder: Bøjlehåndtag + forstærkede svejsninger.
- OEM-projekter i store mængder: Svejste håndtagsbaser for at reducere QC-risikoen.
7Titanium ingeniører og svejsere leverer in-house jigsystemer for at sikre identiske håndtagsvinkler
og lågjustering på tværs af masseproduktion - et nøglekrav for premium OEM-mærker.
Relaterede tekniske vejledninger:
Vægtoptimeringsstrategi
Vægt er kerneværdien i titanium køkkengrej. OEM-mærker skal balancere holdbarhed, pakbarhed, varmeeffektivitet, og strukturel styrke samtidig med at den lavest mulige masse bevares. Vægtteknik er ikke blot at "gøre vægge tyndere" - det er en multivariabel beslutning, der involverer materialekvalitet, tykkelsesfordeling, geometri og proceskontrol.
1. Differentiel vægtykkelse
I stedet for at anvende en ensartet tykkelse optimerer premium titanium køkkengrej tykkelse pr. zone:
- • Base: 0,5–0,7 mm for forbedret varmefordeling
- • Sidevægge: 0,3–0,45 mm for maksimal vægtreduktion
- • Kant: forstærket for at forhindre deformation under svejsning eller lågpasning
7Titaniums formningsjigs sikrer gentagelig tykkelsesfordeling under dybtrækning.
2. Valg af materialekvalitet
Titanium Grade 2 giver fremragende formningsevne og en lettere totalvægt, mens Grade 5 er stærkere og tillader tyndere vægge uden at miste strukturel stivhed. At vælge den korrekte kvalitet er en vigtig løftestang for OEM-vægtmål.
3. Geometri-drevet vægtreduktion
Form har målbar indflydelse på vægt og fremstillingsevne:
- • Gryder med lige væg maksimerer volumen pr. gram
- • Design med buede vægge forbedrer stivheden og tillader tyndere sidevægge
- • Bredbundsbeholdere forbedrer varmeeffektiviteten og stabiliteten
OEM-mærker bør vælge geometri baseret på målmarkeder (ultralight vs familiecamping).
4. Svejse- og håndtagsoptimering
Håndtagsbaser og svejsepunkter er ofte de tungeste lokaliserede områder. Vægten kan reduceres gennem:
- • Svejseflige med minimal kontakt
- • Reduceret svejsestrenglængde
- • Trådhåndtagsdesign i stedet for faste plader
Korrekt jigjustering sikrer svejsestyrke selv med lettere komponenter.
5. Proceskontrol til tyndvægsformning
Tyndvægget titanium kræver stabile dybtrækningsprocesser:
- • Smøring og temperaturkontrol for at forhindre mikrorevner
- • Tegning i flere trin for at bevare formnøjagtigheden
- • Tilbagespringskompensation for præcis fælgdiameter
Disse trin er afgørende for at sikre, at letvægtsprodukter overlever ægte udendørs stress.
6. Vægtbenchmarking for OEM-projekter
Typiske markedsbenchmarks for titanium køkkengrej:
- • 450–600ml krus: 65–95g
- • 750–900ml gryde: 105–135g
- • 1,2–1,4L kande: 145–185g
- • Stegepander: 85–140g afhængig af håndtagsvalg
Benchmarking sikrer, at din nye OEM-model stemmer overens med konkurrencedygtige UL-gearstandarder.
Anmod om et vægtkonstrueret OEM-forslag
Vores ingeniører kan simulere, optimere og benchmarke vægt for ethvert titanium køkkengrej design.

OEM omkostningsstruktur for titanium køkkengrej
Titanium køkkengrej kræver specialiserede formnings-, svejsnings- og overfladebehandlingsprocesser. Forståelse af omkostningsstrukturen giver OEM-købere mulighed for at træffe informerede beslutninger, reducere udviklingsrisiko og forudsige langsigtet prisstabilitet. Titanium er ikke et råvareprodukt - dets omkostningsmodel er drevet af tekniske parametre snarere end rent volumen. Følgende opdeling afspejler, hvordan producenterne beregner reelle OEM-omkostninger.
1. Værktøjs- og ingeniørudstyr
Værktøj er den største forudgående omkostning i udvikling af køkkengrej i titanium. Hvert fartøj kræver typisk:
- • Dybttrækningsform
- • Sekundære form-/trimningsarmaturer
- • Håndtag svejsejern
- • Kalibreringsringe for fælgnøjagtighed
Typisk rækkevidde: $1.800 – $6.000 pr. form afhængig af størrelse og kompleksitet. Flertrinsformning øger værktøjsomkostningerne, men forbedrer udbyttegraden og konsistensen.
2. Råmateriale (prissætning af titaniumplader)
Materialekvalitet og tykkelse har direkte indflydelse på prisen. Grad 2 er mest almindeligt for køkkengrej; Grade 5 bruges i ultralette eller højstive designs.
Nøglevariabler, der påvirker omkostningerne:
- • Titanium spotpris (global markedsvolatilitet)
- • Arktykkelse (0,3 mm vs 0,5 mm vs 0,7 mm)
- • Grade 2 vs Grade 5 material choice
- • Arkvalsemetode (glødet vs koldvalset)
Reference: Titanium Grade Comparison
3. Svejsning & Montering
Titaniumsvejsning kræver argonafskærmning for at forhindre oxidation. Dygtig TIG-svejsning tilføjer betydelige omkostninger på grund af:
- • Arbejdskrævende svejseforberedelse
- • Flere svejsninger på tykkere komponenter
- • Streng varmekontrol for at undgå forvrængning
- • Eftersvejsning og sandblæsning
Svejseomkostninger stiger med antallet af komponenter: trådhåndtag < pladehåndtag < foldehåndtag med beslag.
4. Overfladebehandling & Finishing
Efterbehandling bestemmer den endelige forbrugers opfattelse. Titanium køkkengrej kan omfatte:
- • Sandblæsning (ensartet mat æstetik)
- • Finpolering (premium reflekterende finish)
- • Syrengøring (oxidfjernelse)
- • Anti-fingeraftryk nano-coating (valgfrit)
Efterbehandling er typisk 8-15 % af de samlede omkostninger afhængig af proceskompleksitet.
5. Kvalitetskontrol & Udbytte
Titaniumformning har et lavere udbytte end aluminium eller rustfrit stål. OEM cost is influenced by:
- • Deep-drawing success rate
- • Rate for svejsefejl
- • Afvisning af overfladefejl
- • Dimensional accuracy checks
Bedre værktøj reducerer skrotmængden, hvilket direkte sænker enhedsomkostningerne.
6. Emballage & Branding
OEM-pakningsmuligheder påvirker omkostningerne markant:
- • Bulkpakke (laveste pris)
- • Individuelle æskesæt
- • Custom printing or color packaging
- • EVA opbevaringstasker eller meshposer til campingmærker
Emballage er ofte 5–12% of total project cost.
7. Volumen & MOQ niveauer
Unit cost decreases with volume because:
- • Værktøj afskrives på flere enheder
- • Materialespild kan optimeres
- • Opsætningsomkostninger til produktionslinje fordeler sig over batches
Typisk OEM køkkengrej MOQ: 300-800 sæt pr. model.
Anmod om en fuldstændig OEM-omkostningsfordeling
Vores ingeniørteam kan udarbejde en detaljeret omkostningsmodel baseret på dit design, volumen og materialekrav.

Supply Chain & QC Workflow for Titanium Cookware OEM-projekter
Fremstilling af titanium køkkengrej kræver en kontrolleret forsyningskæde og en multi-trins rammer for kvalitetssikring. OEM-købere drager fordel af at forstå, hvordan hver fase—fra materialeforsyning til den endelige inspektion – bidrager til ydeevne, holdbarhed og omkostninger konsistens. Følgende arbejdsgang afspejler den typiske produktionssekvens, der bruges af professionelle producenter af titanium køkkengrej.
1. Råmateriale sourcing & certificering
Produktion af køkkengrej begynder med certificeret titaniumplade fra pålidelige møller. Kravene omfatter:
- • Grade 2 eller Grade 5 titanium plader
- • Mølletestcertifikater (MTC / EN 10204 3.1)
- • Tjek af tolerance for tykkelsenøjagtighed
- • Inspektion af overfladedefekter før formning
Materialevalg påvirker omkostninger, sikkerhed og langsigtet leveringsstabilitet. Reference: Titanium Grades Guide
2. Pre-Production Engineering
Engineering konverterer designhensigt til fremstillingsspecifikationer. Nøglehandlinger:
- • CAD-forfining og strukturgennemgang
- • Tykkelsesoptimering for vægt og stivhed
- • Håndtag / beslag geometri evaluering
- • Svejsesti og afskærmningsplan
- • Værktøjsvalidering og prøvekørselsplanlægning
Teknisk nøjagtighed bestemmer skrothastigheden og værktøjets levetid.
3. Værktøjsfabrikation og første artikelprøve (FAS)
Værktøj er bygget ud fra de godkendte tekniske filer. Efter færdiggørelse af værktøj:
- • Første dybtrækningsforsøg (kontrol af deformation)
- • Måling af fælgnøjagtighed
- • Håndter interface og beslagjustering
- • Svejsegennemførlighedstest
- • Weight target validation
FAS forelægges køberen til vurdering inden masseproduktion.
4. Material Preparation & Cutting
Titaniumplade skæres til præcise emner for at sikre ensartet formning. QC kontrolpunkter omfatter:
- • Pladetykkelsestolerance ±0,02–0,05 mm
- • Surface oxide removal
- • Gratfri trimning
- • Pre-forming annealing if required
5. Dybdetegning & formning
At trække titanium kræver høj tonnage og smurt formning for at forhindre revner:
- • Flertrinsformning til større køkkengrej
- • Kontrol af dimensionsnøjagtighed pr. batch
- • Rim reinforcement for stability
- • Udglødning mellem træktrin for 5. klasse
6. Svejsning, nitning & montering
Titaniumsvejsning kræver iltfri miljøer. QC inkluderer:
- • TIG welding with argon shielding
- • Svejsegennemtrængning og varmefarveinspektion
- • Bracket alignment accuracy check
- • Foldable handle torque-test (if applicable)
7. Overfladebehandling & rengøring
Efter formning og svejsning gennemgår køkkengrej efterbehandling:
- • Sandblæsning eller perleblæsning
- • Syrengøring til oxidfjernelse
- • Deburring and edge rounding
- • Valgfri nano-coating til fingeraftryk
8. Multi-Stage QC & Final Inspection
Professionel OEM QC inkluderer:
- • Dimensionel tolerancemåling
- • 100 % visuel overfladeinspektion
- • Svejsestyrketest
- • Vægt- og tykkelsesverifikation
- • Funktionstest med flamme eller induktion
QC-tilsynsførende underskriver partiet, før emballering begynder.
9. Emballage, mærkning og eksportlogistik
Emballage afhænger af mærkekrav og forsendelsestilstand:
- • Bulkpakning til laveste omkostninger
- • Individuelle detailkasser (tilpasset kunst)
- • EVA eller mesh opbevaringsposer
- • Overholdelse af kartonfaldstest
De sidste trin omfatter fragtkoordinering, tolddokumentation og palletering.
Få en komplet OEM Supply Chain & QC-plan for dit køkkengrej-projekt
Vores ingeniør- og QC-teams kan udarbejde en detaljeret plan, der er skræddersyet til dit design, målmarked og overholdelseskrav.
Emballerings- og brandingmuligheder for OEM-købere af titan kogegrej
Emballage er en kritisk del af OEM-forsyningskæden - ikke kun for produktbeskyttelse, men også for brand storytelling, detailberedskab og kundeoplevelse. Udendørs og DTC-mærker kræver ofte en balance mellem holdbarhed, vægtoptimering og visuelt identitet. Dette afsnit skitserer det fulde udvalg af tilgængelige emballage- og brandingruter for titanium cookware projects.
1. Bulk Export Packaging (Most Cost-Efficient)
Ideel til mærker, der ompakker kogegrejet i deres egne faciliteter eller 3PL. This method minimizes cost and shipping volume.
- • Polybag or kraft wrap
- • Optional barcode sticker
- • Tæt lastning af hovedkarton til laveste fragtomkostninger
- • Anbefales til B2B engros- og Amazon FBA-forberedelsescentre
2. Tilpasset detailemballage
Designet til premium DTC-mærker og forhandlere, der kræver visuel hyldeappel og konsekvent brandidentitet.
- • Fuld farve trykt detail æske
- • Genanvendelig kraftpapirkasse (økofokuseret)
- • Minimalistisk hvid eller matsort æske til premium mærker
- • QR-kode, instruktionskort, plejemanual
Artwork kan leveres i AI/PDF-formater. Valgfri tilføjelse: brugerdefineret EVA indvendig støbning til beskyttelse.
3. Bløde opbevaringstasker (Ultralight Setup)
Populært blandt udendørsmærker med fokus på vægtbesparelser. Fungerer særligt godt til indlejrende køkkengrej, kopsæt og grydesystemer.
- • Mesh taske (ultralight)
- • Ripstop nylonpose
- • Varmebestandig filtpose
- • Branding tilgængelig via vævet etiket eller trykt logo
4. EVA + støbte beskyttelseshylstre
Tilbyder høj slagfasthed og foretrækkes til premium køkkengrej kits eller sæt i flere dele.
- • Specialstøbt EVA-etui med nøjagtig silhuet
- • Lynlås eller magnetisk lukning
- • Prægede eller trykte logomuligheder
- • Ideel til campingsæt og luksuriøse udendørs gavepakker
5. Brandingmetoder (logotilpasning)
Køkkengrej OEM-projekter understøtter typisk flere branding-teknikker afhængigt af ønsket visuel effekt og holdbarhed.
- • Lasergravering (mest almindelig og holdbar)
- • Præget/præget logo (kræver værktøj)
- • Serigrafi (til låg, håndtag, detailkasser)
- • Elektrolytisk farvemærkning (udvalgte modeller)
Se relateret produktionsvejledning: OEM Titanium Mugs Guide 2025
6. Lovmæssige og detailkrav
Emballage kan fremstilles i henhold til markedsstandarder for at forenkle import og lagerarbejdsgange.
- • UPC/EAN stregkode placering
- • FDA/EU-mærkning af fødevarekontakt (hvis relevant)
- • Mærkning af oprindelsesland
- • Instruktionsmanualer med plejevejledning
Anmod om emballagemockups og varemærkeprøver
Vores design- og ingeniørteam kan forberede detailboksmodeller, muligheder for logoplacering, og emballageprototyper skræddersyet til dit brand.

MOQ Strategi & Lead Time Planning for Titanium Køkkengrej OEM
Titanium køkkengrej kræver specialiserede formnings-, svejse- og efterbehandlingsprocesser. Fordi værktøjsomkostninger og batcheffektivitet adskiller sig fra rustfrit stål eller aluminium, OEM-købere drager fordel af at forstå, hvordan MOQ, værktøjsbeslutninger og leveringstider er struktureret på tværs af forskellige køkkengrejkategorier.
1. MOQ efter produktkategori
Minimumsordremængden varierer baseret på formkompleksitet og værktøj.
- Enkeltvæggede potter/skåle: 300-500 enheder
- Dybtrukne køkkengrejssæt: 500-800 enheder
- Stegepander eller kar med stor diameter: 600-1000 enheder
- Køkkengrej i flere dele: 300-500 sæt
- Brugerdefinerede håndtagssamlinger: 1000+ stykker (metaldannende MOQ)
MOQ kan være lavere for tekniske prøver, præ-lanceringsbatcher eller Kickstarter/DTC validering kører.
2. Værktøjets indflydelse på MOQ
Værktøjsinvesteringer er den største drivkraft for MOQ-fleksibilitet.
- • Brugerdefineret dybtræksværktøj muliggør produktion af mere end 300 enheder
- • Delt værktøj sænker omkostningerne, men begrænser formtilpasning
- • Prægeforme til logo kræver separat værktøj (valgfrit)
- • Håndtagsstempelmatricer kræver typisk højere MOQ (≥1000 stk.)
Se værktøjsvejledning i: OEM Titanium Mugs Guide 2025
3. Opdeling af leveringstid (standard)
Ledetider varierer efter produktkompleksitet og fabriksbelastning.
- Værktøjsfremstilling: 20-35 dage
- Første artikelprøve (FAS): 10-15 dage
- Masseproduktion (300-800 enheder): 25-35 dage
- Kørsler i stor skala (1.000+ enheder): 35-45 dage
- Brugerdefinerede håndtag/låg: +10–20 dage afhængig af værktøj
Sæsonbestemte toppe (aug-nov) kan forlænge leveringstiderne; Nedlukning i januar bør overvejes til årlig planlægning.
4. Lead Time for Emballage & Branding
- Udskrivning af detailkasse: 12-18 dage
- EVA støbte etuier: 20-25 dage
- Godkendelse af kunstværker: 3-5 dage
- Stregkode/label produktion: 5-7 dage
Emballagegennemløbstider kan løbe parallelt med produktion af køkkengrej for at forkorte den samlede tidslinje.
5. Strategier for lavere MOQ
Købere, der søger fleksibilitet, kan bruge følgende tilgange:
- • Brug eksisterende værktøj i stedet for tilpassede matricer
- • Standardiser håndtagsdesign på tværs af flere SKU'er
- • Start med en enkelt SKU før fuld kit udvikling
- • Kombiner ordrer til kvartalsvise produktionsbatcher
- • Forhåndsgodkend overfladefinish og farve for at undgå genkørsler
6. Forecasting & Supply Chain Planning
Professionelle udendørsmærker planlægger typisk produktion ved hjælp af:
- • 6-måneders efterspørgselsprognose for stabile SKU'er
- • Annual tooling amortization plan
- • Før-kinesisk nytårsreservation (kritisk for levering i 1. kvartal)
- • Quarterly reorder cycles for DTC brands
Se reference til forsyningskæden: Titanium vs Stainless Steel Supply Chain Guide
7. Shipping Lead Times (Global)
- FedEx / DHL prøver: 5-8 dage
- Luftfragt: 7-12 dage
- Søfragt til den amerikanske vestkyst: 18-25 dage
- Søfragt til Europa: 32-40 dage
- FBA direct shipment available
Request a Custom MOQ & Lead Time Plan
Vores team kan udarbejde en detaljeret køreplan baseret på din mållanceringsdato, SKU-struktur, tooling needs, and expected production volume.
RFQ Checklist for Titanium Cookware Buyers
A complete RFQ (Request for Quotation) ensures accurate costing, faster engineering alignment, and predictable lead times. Titanium cookware has unique forming and welding requirements, so providing detailed specifications significantly reduces sampling loops and miscommunication. Use the following checklist to prepare an effective RFQ for OEM production.
1. Product Category & Intended Use
Clarify what you are developing:
- • Single pot / bowl / fry pan / lid
- • Multi-piece cookware set
- • Nesting camping system
- • Ultralight vs heavy-duty use case
Intended use affects thickness selection, welding strategy, and weight targets.
2. Dimensions & Engineering Data
Please include:
- • Diameter, højde, fælgtykkelse
- • Målvolumen (ml / oz)
- • Målvægt
- • Håndtagsdesign (foldelig, fast, nittet)
- • Låggeometri (med damphul eller ej)
CAD-tegninger (STEP/IGES/PDF) fremskynder gennemførlighedsvurderingen markant.
3. Materialekvalitet og tykkelse
- • Grade 2 (kommercielt rent titanium)
- • Grade 5 (Ti-6Al-4V for høj stivhed)
- • Målpladetykkelse (typisk 0,4–0,8 mm)
- • Enkeltvæg vs dobbeltvægget konstruktion
Reference: Titanium Grades Guide
4. Overfladebehandling & Finish
Angiv din foretrukne finish:
- • Sandblæst mat
- • Børstet finish
- • Syrefrenset naturlig titanium
- • Nano anti-fingeraftryk belægning (valgfrit)
5. Krav til håndtag og montering
- • Håndtagsstil: tråd, stemplet, CNC, træindsats
- • Nittet vs svejset grænseflade
- • Krav til varmemodstand
- • Krav til bærende eller hængende løkke
6. Branding krav
- • Lasergravering (mest almindeligt)
- • Prægning / prægning (kræver værktøj)
- • Print på låg / håndtag / detailkasse
- • Logoposition, størrelse, slagtykkelse
Reference: OEM Branding Guide til Titanium Krus
7. Emballeringsvejledning
- • Bulk eksportemballage (laveste pris)
- • Detailæske (trykt eller kraft)
- • Mesh / nylon / EVA pose
- • Stregkode, QR-kode, instruktionskort
8. Mængde & Forecasting
- • Første batch-mængde
- • Årlig prognose (for bedre priser)
- • Om du har brug for lavere MOQ til lanceringstest
Se produktionsplanlægning i: Titanium Supply Chain Guide
9. Overholdelse og test
- • Krav til LFGB / FDA fødevarekontakt
- • BPA-free declarations (if applicable)
- • Drop-test for detailemballage
- • Forventninger til udendørs flammetest
10. Målpris & leveringsforventninger
- • Mål FOB eller EXW prisklasse
- • Packaging included or excluded
- • Foretrukken leveringsdato
- • Destinationsland eller FBA-lager
Download en komplet RFQ-skabelon til titanium køkkengrej
Indsend dine projektdetaljer og modtag en skræddersyet RFQ-skabelon, der er skræddersyet til køkkengrej, udendørsudstyr eller DTC-produktlinjer.









