
Titanium køkkengrej fremstilling: proceskontrol og kvalitetsrisikopunkter
Resumé: Risikokontrol på købersiden
Titanium fremstilling er fundamentalt forskellig fra rustfrit stål eller aluminium. Dens høje reaktivitet med ilt og tendens til "galde" kræver streng procesdisciplin. Kvalitet kan ikke inspiceres i en titanium gryde; det skal fremstilles i det.
For OEM-købere er de kritiske kontrolpunkter Vakuum udglødning og Inert gassvejsning. Fejl i disse trin resulterer i forsinket revnedannelse og strukturelt svigt.
I modsætning til rustfrit stål, hvor overfladefejl ofte kan pudses ud, er titaniumdefekter normalt strukturelle og terminale. Forståelse af friktionsvidenskaben og metallurgien i processen er afgørende for at evaluere leverandørens kompetence.
Fase 1: Materialeforberedelse & smøring
Processen begynder med ASTM B265 Grade 1 eller Grade 2 spole. Titanium har systemer med begrænset skridning sammenlignet med stål, hvilket gør det tilbøjeligt til at blive revet i stykker under den første stansning.
1. Blanking & Kornretning
Titan har betydelig "plan anisotropi." Hvis producenten ikke tager højde for spolens kornretning, vil koppen danne ujævne fælge ("ører") under tegningen, hvilket fører til for stort materialespild.
2. Højtrykssmøring
Titanium elsker at koldsvejse til stålmatricer. Fabrikker skal bruge kraftige polymerfilm eller molybdændisulfid ($MoS_2$) smøremidler for at forhindre galning. Sørg for, at smøremidlet er certificeret fødevaresikkert til rengøringsfasen.
Fase 2: Deep Drawing (The Forming Stage)
Det er her, den flade skive bliver til et 3D-kar. Den primære udfordring er Spring-tilbage.
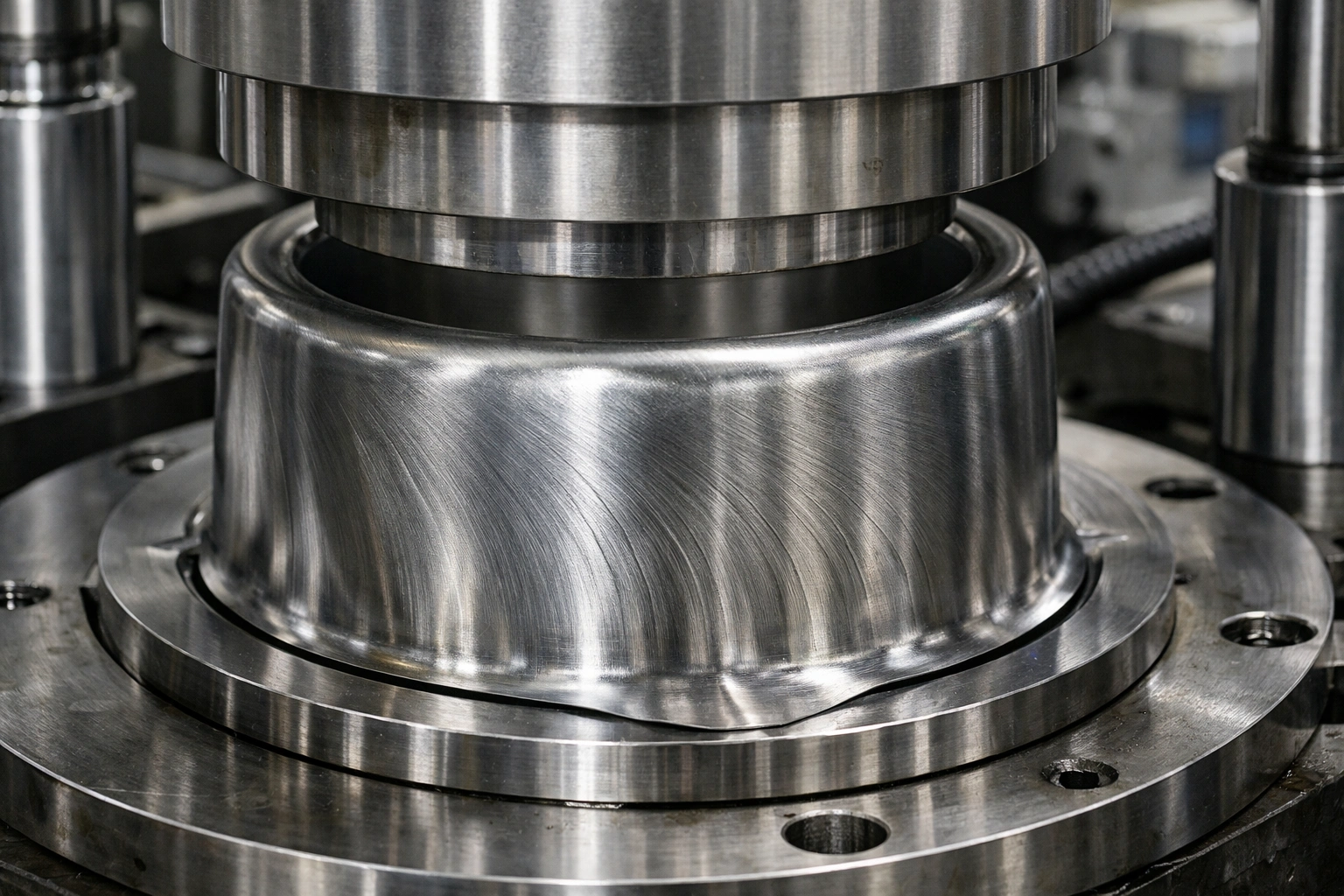
3. Hydraulisk presseformning
Titanium kræver langsom hastighed hydraulisk tegning. Hvis designet kræver en 90° væg, skal værktøjet muligvis overbøjes til 92°, så metallet sætter sig tilbage til 90°. Se efter "Orange Peel"-tekstur, hvilket indikerer dårlig kornstørrelse på råmaterialet.
Fase 3: Vakuumglødning (det kritiske trin)
Efter tegning er titanium krystalstrukturen arbejdshærdet. Det bliver skørt og udsat for spændingskorrosion.

4. Stress Relief & Vakuum Shielding
Ved 700°C absorberer titan ivrig ilt. Luftudglødning resulterer i et skørt "Alpha Case"-lag. Vakuum udglødning er ikke til forhandling for at opretholde duktilitet og LFGB-sikkerhedsoverholdelse.
Fase 4: Montering & Inert Gas Welding

"Farvetesten" for svejsekvalitet
| Svejsefarve | Kvalitetsstatus | Strukturel implikation |
|---|---|---|
| Sølv | Perfektionere | Ideel afskærmning. Maksimal duktilitet. |
| Halm / Guld | Acceptabelt | Let overfladeoxidation. Acceptabel til køkkengrej. |
| Blå/lilla | Risiko | Moderat oxidation. Potentiel skørhed. |
| Hvidt Pulver | SVIGTE | Alvorlig oxidation. Svejsning vil sandsynligvis revne. |
Fase 5: Overfladebehandling & rengøring

5. Overfladebehandling og ultralydsrensning
Uanset om det er sandblæst eller poleret, skal det sidste trin være Ultralydsaffedtning. Ufuldstændig rengøring af poleringsvoks er den største årsag til forbrugerklager og "sorte rester".
Fase 6: Endelige QC- og AQL-standarder
Vi anbefaler IQ 2,5/4,0 for titanium linjer:
- Hvid klud test: Ingen grå/sorte rester på spritserviet.
- Fladhed: Let konkavitet for at håndtere varmeudvidelse.
- Vakuumintegritet: Påkrævet for dobbeltvægget isoleret gear.
- Sikkerhed: Valsede fælge skal være helt lukkede med ingen grater.
Opbygning af en robust forsyningskæde
Dygtig titanium fremstilling handler om proceskontrol, ikke kun pris. Sørg for, at din partner bruger vakuumudglødning og højrent argon.
Uddyb din viden:
Udforsk vores guide på Titanium kogegrej strategiske fordele.









