
دليل كامل لمصادر OEM للعلامات التجارية الخارجية - يغطي اختيار الدرجة، وعمليات التشكيل، والتحكم في السُمك، وسير عمل مراقبة الجودة، ومعايير التسعير.
دليل كامل لمصادر OEM للعلامات التجارية الخارجية - يغطي اختيار الدرجة، وعمليات التشكيل، والتحكم في السُمك، وسير عمل مراقبة الجودة، ومعايير التسعير.
ملخص تنفيذي
أصبحت تجهيزات المطابخ المصنوعة من التيتانيوم المادة المفضلة للعلامات التجارية الخارجية والتكتيكية المتميزة.
بالنسبة لمشتري المعدات الأصلية، فهم درجات التيتانيوم، وعمليات التشكيل، والتحكم في السُمك، و
تعد هياكل سلسلة التوريد أمرًا بالغ الأهمية لتحقيق جودة مستقرة على نطاق واسع.
يلخص هذا الدليل المعايير الهندسية لشركة 7Titanium لإنتاج أواني الطهي، والتي تغطي:
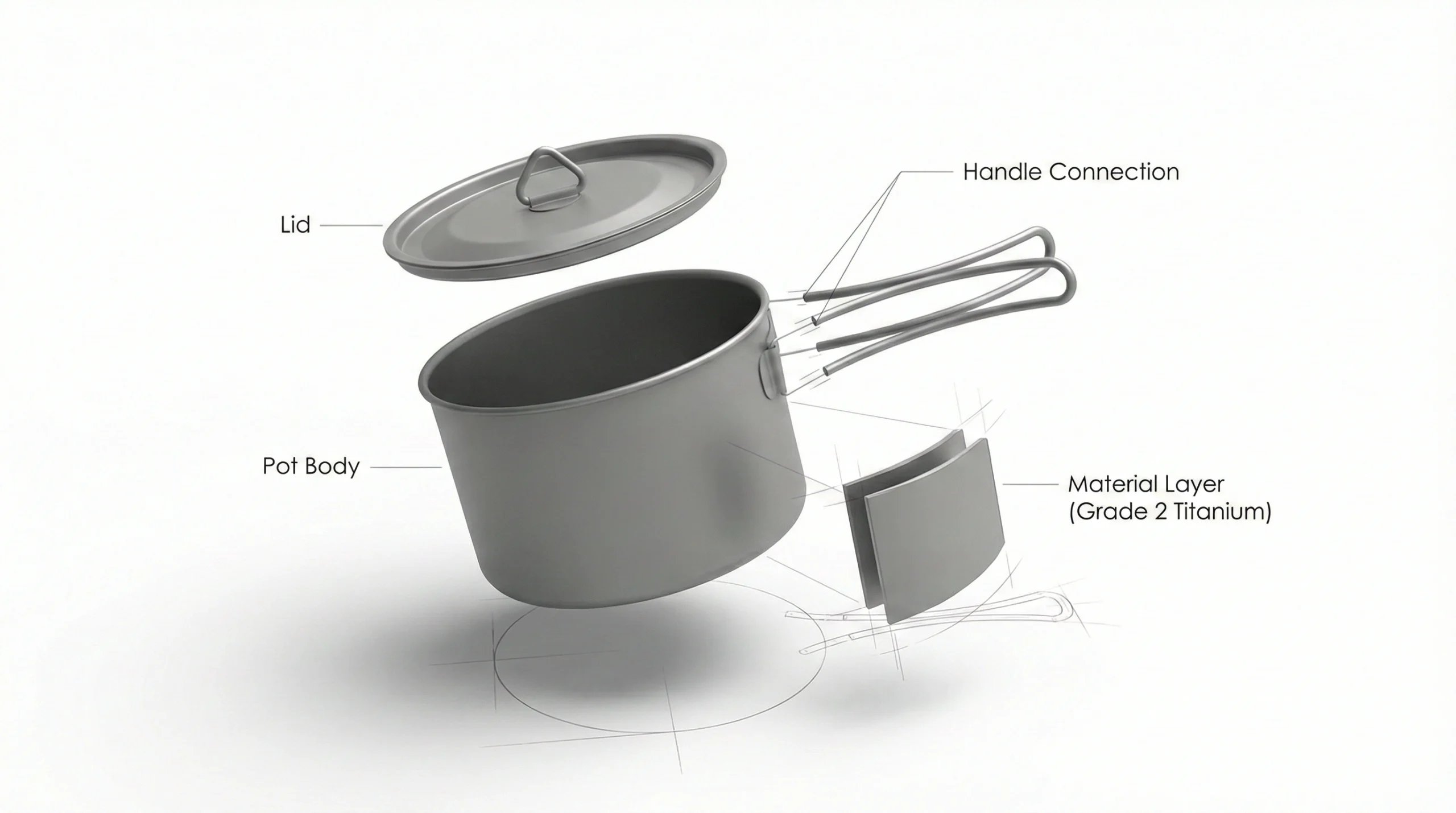
- — اختيار الدرجة: مقارنة الدرجة 1، الدرجة 2، الدرجة 5 (Ti64) لأداء أواني الطهي
- — عمليات التشكيل: الرسم العميق، الغزل، الحدادة، اللحام بالليزر، التشطيب باستخدام الحاسب الآلي
- - استراتيجية السُمك: إرشادات 0.4-0.8 مم لموازنة الوزن والمتانة
- - المعالجة السطحية: السفع الرملي، التلميع، تشطيب الأكسيد، درجة النظافة بدون طلاء
- — خيارات تصنيع المعدات الأصلية والعلامات التجارية: النقش بالليزر، والنقش، وتخصيص المقبض
- — هيكل التكلفة: المادة % / العملية % / معدل العائد / قياس الإنتاج الضخم
- - سير عمل سلسلة التوريد: البحث والتطوير ← الأدوات ← أخذ العينات ← دفعة صغيرة ← الإنتاج الكامل
سواء كنت تقوم بترقية خط تجهيزات المطابخ الحالي أو بناء فئة التيتانيوم المتميزة من
من البداية، يوفر هذا الدليل أساسًا واضحًا على مستوى المهندس لضمان مشروع OEM الخاص بك
يلبي الأداء والامتثال والأهداف التجارية.
لماذا التيتانيوم لتجهيزات المطابخ؟
لقد أصبح التيتانيوم المادة المفضلة لأواني الطبخ الخارجية المتميزة نظرًا لخصائصه نسبة قوة إلى وزن لا مثيل لها، ومقاومة للتآكل، وسلامة ملامسة الطعام، و متانة طويلة الأمد. بالنسبة للعلامات التجارية المصنعة للمعدات الأصلية، يوفر التيتانيوم المزايا الهندسية وتمايز تجاري واضح في قطاع خفيف الوزن.
1. هيكل خفيف الوزن للغاية
يتمتع التيتانيوم بأعلى نسبة قوة إلى الوزن بين المعادن الشائعة. يحافظ وعاء التيتانيوم مقاس 0.5-0.7 مم على السلامة الهيكلية مع بقائه أخف بكثير من الفولاذ المقاوم للصدأ أو الألومنيوم. مثالية لحقائب الظهر، والهبوط البري، والعسكرية، وأدوات الطبخ السريعة.
2. مقاومة التآكل والطقس
يشكل التيتانيوم النقي طبقة أكسيد مستقرة، مما يجعله مقاومًا بشكل طبيعي المياه المالحة والرطوبة والتآكل الكيميائي. يعمل بشكل موثوق في الأماكن الخارجية القاسية البيئات التي قد تتحلل فيها الطلاءات الفولاذية.
3. سطح غير مطلي وآمن للطعام بنسبة 100%
لا تتطلب أواني الطبخ المصنوعة من التيتانيوم طلاءًا غير لاصقًا أو أنودة أو تشطيبًا كيميائيًا. وهذا يلغي مخاطر انهيار الطلاء أو مخاوف PFAS/PFOA، مما يوفر العلامات التجارية مع رسائل امتثال قوية لأسواق الاتحاد الأوروبي والولايات المتحدة.
4. تسخين سريع مع تحكم دقيق
على الرغم من أن الموصلية الحرارية للتيتانيوم أقل من الألومنيوم، إلا أنها رقيقة للغاية تصميم الجدار يسمح بالتسخين السريع والتحكم في درجة الحرارة سريعة الاستجابة. وهذا يؤدي إلى استخدام الوقود بكفاءة للطهي في الهواء الطلق.
5. القيمة التجارية طويلة المدى
تتطلب تجهيزات المطابخ المصنوعة من التيتانيوم هوامش بيع بالتجزئة أعلى ودورات حياة طويلة للمنتج. تستفيد العلامات التجارية من المكانة المتميزة والقيمة المدركة المرتفعة، والتمايز القوي في سوق تجهيزات المطابخ المزدحمة.

درجات التيتانيوم لتجهيزات المطابخ
يعد اختيار درجة التيتانيوم الصحيحة أمرًا بالغ الأهمية لأداء أواني الطهي، والوزن، صعوبة التشكيل والتكلفة النهائية. عادةً ما تستخدم أدوات الطهي الخارجية بشكل تجاري نقي التيتانيوم (CP Titanium) لتوازن قوته وقابليته للتشكيل وسلامة ملامسته للأغذية، بينما يتم استخدام الدرجة 5 بشكل انتقائي للمكونات الهيكلية عالية الضغط.
| درجة | تعبير | قوة | القابلية للتشكيل | أفضل استخدام في تجهيزات المطابخ |
|---|---|---|---|---|
| الصف 1 | 99.5% تيتانيوم CP | منخفض – متوسط | ممتاز | أواني وأوعية وأغطية خفيفة للغاية |
| الصف 2 | 99.2% تيتانيوم سي بي | واسطة | جيد جدًا | تجهيزات المطابخ السائدة، والأكواب، والمقالي |
| الصف 5 (Ti-6Al-4V) | 6% Al, 4% V | عالية جدًا | قليل | المقابض والأقواس والأجزاء الهيكلية (غير الملامسة للطعام) |
دليل اختيار الدرجات
- الصف 1 - الأفضل لتحديد أولويات العلامات التجارية أداء خفيف (أنحف تشكيل الجدار).
- الصف 2 - مثالية ل تجهيزات المطابخ الخارجية القياسية موازنة المتانة والتكلفة.
- الصف 5 - يستخدم فقط ل الأجزاء الحاملة; ليس لأسطح الطهي المباشرة.
بالنسبة لمعظم مشاريع OEM الخاصة بأدوات الطهي، نوصي عادةً بالدرجة الأولى للحصول على الحد الأدنى من الوزن أو الدرجة الثانية لخطوط الإنتاج الأوسع التي تتطلب متانة أعلى. تم دمج الصف الخامس بشكل انتقائي في المقابض أو المفاصل الميكانيكية حيث تكون هناك حاجة إلى زيادة الصلابة.
القراءة الموصى بها:
استراتيجية سمك لتجهيزات المطابخ
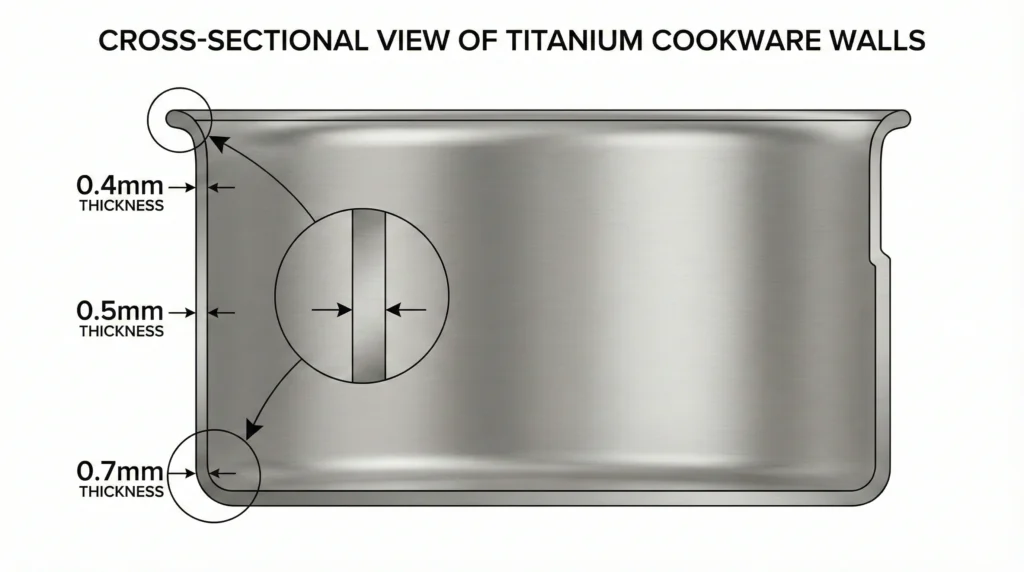
تتراوح تجهيزات المطابخ المصنوعة من التيتانيوم عادة من 0.4 ملم إلى 0.8 ملم في سمك. يؤثر اختيار السُمك الصحيح بشكل مباشر على الوزن والصلابة الهيكلية كفاءة التدفئة والمتانة وتكلفة الإنتاج الإجمالية. للمشترين OEM، تحديد السُمك مبكرًا يضمن الأدوات الصحيحة، وتشكيل المعلمات، ومعدلات إنتاجية يمكن التنبؤ بها.
| سماكة | وزن | متانة | حالات الاستخدام النموذجية |
|---|---|---|---|
| 0.40 ملم | خفيفة للغاية | منخفض – متوسط | أواني الظهر، والأكواب البسيطة، والطهي بالغليان فقط |
| 0.50 ملم | خفيف جدًا | واسطة | تجهيزات المطابخ القياسية للتخييم، ومجموعات خارجية لجميع الأغراض |
| 0.60 ملم | متوازن | متوسطة - عالية | الأواني ذات السعة العالية والمقالي والطهي العام في الهواء الطلق |
| 0.70-0.80 ملم | أثقل | عالي | تجهيزات المطابخ الكبيرة، المهام ذات الحرارة العالية، خطوط المتانة المتميزة |
مثلث الوزن – القوة – التكلفة
الجدران الرقيقة تقلل من وزن العبوة ولكنها تزيد من صعوبة التشكيل.
الجدران السميكة تزيد من الصلابة ومقاومة التشوه.
تكلفة المواد + تعقيد التشكيل = مستوى تكلفة OEM الإجمالي.
توصيات سمك OEM
- سلسلة خفيفة (سريعة الغليان فقط): 0.40-0.50 ملم
- تجهيزات المطابخ التخييم لجميع الأغراض: 0.50-0.60 ملم
- المقالي الكبيرة / أواني الحساء: 0.60-0.70 ملم
- متانة عالية / مجموعات متميزة: 0.70-0.80 ملم
في 7 تيتانيوم، يتم التحقق من صحة سمك أواني الطهي من خلال اختبار تشوه القوة، تحليل معدل العائد، ومحاكاة الطبخ في العالم الحقيقي لضمان الاختيار يتوافق السُمك مع موضع منتجك وتوقعات السوق.
القراءة الموصى بها:
عمليات تشكيل تجهيزات المطابخ التيتانيوم
تتطلب الخواص الميكانيكية للتيتانيوم تقنيات تشكيل متخصصة لتحقيقها
الهياكل ذات الجدران الرقيقة وعالية القوة المطلوبة في أواني الطهي الخارجية.
تؤثر كل طريقة تشكيل على تكلفة الإنتاج، ومتطلبات الأدوات، ومعدل العائد،
وأداء المنتج النهائي.
فيما يلي نظرة عامة على المستوى الهندسي للعمليات المستخدمة في 7Titanium.
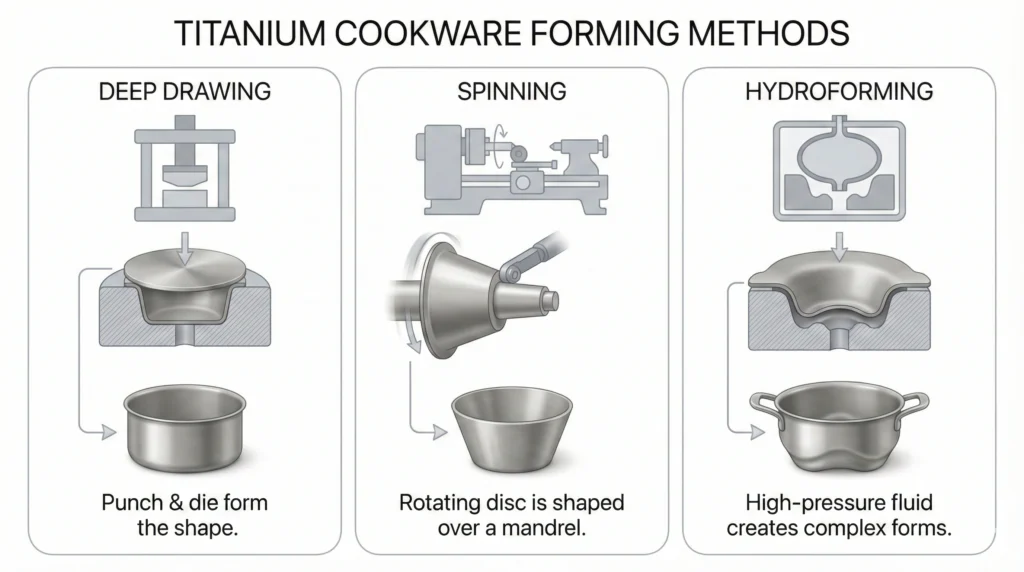
1. الرسم العميق
العملية الأكثر شيوعًا لأواني وأكواب وأوعية التيتانيوم.
يتم رسم صفائح التيتانيوم في الشكل باستخدام أدوات الضغط العالي.
- • الأفضل لسمك الجدار 0.4-0.7 ملم
- • يتطلب أدوات مقوية للتيتانيوم
- • انخفاض التكلفة على نطاق واسع. معدل عائد ثابت لتصنيع المعدات الأصلية
- • مثالية للأشكال المتماثلة: القدور والأكواب والأوعية
2. الغزل
يتم تشكيل قرص تيتانيوم دوار فوق شياق باستخدام ضغط متحكم فيه.
تنتج جدران منحنية سلسة ذات قوة هيكلية ممتازة.
- • مناسبة للمقالي والأواني المستديرة
- • اتساق ممتاز لتصميمات الجدران الرقيقة
- • ارتفاع تكلفة العمالة والآلة مقارنة بالسحب العميق
- • مظهر متميز مع انحناء مستمر وسلس
3. تزوير
تستخدم بشكل أساسي للمقابض والأغطية والأقواس والمكونات عالية القوة.
يعزز الصلابة وصلابة السطح.
- • ليس مخصصًا لأجسام أواني الطهي ذات الجدران الرقيقة
- • مثالية للأجزاء الهيكلية المصنوعة من التيتانيوم من الدرجة 5
- • يزيد من قوة ودقة المفاصل الميكانيكية
- • تكلفة أعلى ولكنها مطلوبة من أجل المتانة
4. اللحام بالليزر
مطلوب عند ربط المقابض، والعروات، والمكونات متعددة القطع،
أو الهياكل الهجينة. يتطلب التيتانيوم حماية الأرجون
لمنع الأكسدة أثناء اللحام.
- • ضرورية للمقابض الجانبية، ومقابض الكفالة، والأقواس
- • يخلق طبقات قوية ونظيفة مع الحد الأدنى من التشوه
- • يتطلب حماية صارمة للغاز
- • التأثيرات على مراقبة الجودة وتصميم الأدوات في مراحل تصنيع المعدات الأصلية المبكرة
5. التصنيع باستخدام الحاسب الآلي
تستخدم للمكونات الدقيقة: مقابض الغطاء، ومفاصل المقبض،
واجهات عالية التسامح.
- • مناسب للتيتانيوم درجة 5
- • صلابة المعالجة العالية تزيد من تآكل الأداة
- • تكلفة أعلى، ولكنها الأفضل من حيث الدقة والشعور المتميز
- • يسمح بالعلامات التجارية المخصصة المعقدة
إطار اختيار عملية OEM
- إذا كان الوزن هو الأولوية: الرسم العميق + التلدين لأواني الطبخ 0.4-0.5 ملم.
- إذا كانت الجماليات هي الأولوية: الغزل للجدران المنحنية السلسة.
- إذا كانت القوة هي الأولوية: مكونات التيتانيوم مزورة أو باستخدام الحاسب الآلي الصف 5.
- إذا كان الهيكل المعياري: اللحام بالليزر بأدوات دقيقة.
في 7Titanium، يتم التحقق من صحة جميع طرق التشكيل من خلال محاكاة الأدوات،
تحليل توزيع القوة، واختبارات متانة الطهي في العالم الحقيقي لضمان ذلك
تتوافق تجهيزات المطابخ النهائية مع مواصفات OEM ووضعها في السوق.

المعالجات السطحية والتشطيب
تتطلب تجهيزات المطابخ المصنوعة من التيتانيوم تقنيات تشطيب متخصصة لتحقيقها الجماليات المرغوبة، وأداء الطهي، ومقاومة التآكل، وتمايز العلامة التجارية. تؤثر كل لمسة نهائية على صلابة السطح، وسلوك الاحتكاك، وقابلية التنظيف، وسهولة الاستخدام في البيئات الخارجية الحقيقية.
1. السفع الرملي
التشطيب الأكثر شيوعًا لتجهيزات المطابخ المصنوعة من التيتانيوم. يخلق ملمسًا موحدًا غير لامع ويعزز الإمساك.
- • يخفي الخدوش الدقيقة بشكل فعال
- • مثالية لأجسام الأواني والأكواب
- • يتطلب وسائط خزفية دقيقة للتيتانيوم
- • جمالية خارجية محايدة ومتميزة
2. التلميع
ينتج لمسة نهائية عاكسة ناعمة. تستخدم بشكل أساسي في أواني الطبخ الممتازة أو المخصصة للعرض التقديمي.
- • أصعب للخدش، وأسهل للمسح
- • ارتفاع العمالة ووقت الآلة
- • مناسب لأسطح التيتانيوم من الدرجة الثانية
- • غير شائع في الأسواق الخفيفة
3. لمسة نهائية من الأكسدة الحرارية (لون أكسدة اللهب/لون الاحتراق)
يؤدي التسخين المتحكم به إلى إنشاء طبقات أكسيد طبيعية ذات ألوان زرقاء وأرجوانية. مشهورة في أسواق المتحمسين وهواة التجميع.
- • تلوين خالٍ من المواد الكيميائية بنسبة 100%
- • كل قطعة لها تدرجات لونية فريدة
- • معدل خردة أعلى من التشطيبات القياسية
- • مثالي لوحدات SKU الجمالية "التيتانيوم المحروق".
4. النقش بالليزر
الطريقة المفضلة لوضع العلامات التجارية على منتجات التيتانيوم. دقيق ومتين ولا يضر بالسلامة الهيكلية.
- • مثالية للشعارات، والتخرج، والأرقام التسلسلية
- • متوافق مع الأشكال المعقدة
- • لا حاجة إلى حبر أو طلاء كيميائي
- • أفضل الممارسات لتصميمات العلامات التجارية الخاصة لتصنيع المعدات الأصلية
5. نهج عدم الطلاء (لا يوجد مفهوم طلاء كيميائي)
على عكس الفولاذ المقاوم للصدأ والألمنيوم، فإن أواني الطبخ المصنوعة من التيتانيوم للاستخدام الخارجي عادة ما يتجنب الطلاء الكيميائي.
- • لا يوجد طلاء تفلون / PFAS / سيراميك
- • 100% سطح معدني فقط
- • آمن للطهي على اللهب المكشوف وعلى درجات الحرارة العالية
- • يجب تثقيف المستهلكين حول استخدام المواد غير اللاصقة المعتمدة على الزيت
دليل اختيار سطح OEM
- لأواني الطبخ الخفيفة: السفع الرملي + الفرشاة الناعمة.
- بالنسبة لوحدات SKU المتميزة للبيع بالتجزئة: تلميع + نقش عميق.
- للأسواق المتحمسة: تشطيبات بلون أكسيد يمكن التحكم فيها.
- من أجل المتانة أولاً، أواني الطبخ: تفجير غير لامع + تشكيل حافة معززة.
7يقوم التيتانيوم بتنفيذ جميع عمليات التشطيب داخل الشركة لتحقيق أقصى قدر من الاتساق، السماح لعملاء OEM بمطابقة الأنسجة عبر مجموعات تجهيزات المطابخ والتحكم في هوية العلامة التجارية بمعايير هندسية على مستوى السطح.

هندسة المقبض والغطاء
تحدد هياكل المقبض والغطاء بشكل مباشر السلامة وسهولة الاستخدام والتحكم في نقل الحرارة،
قابلية التعبئة والمتانة طويلة الأمد لأواني الطبخ المصنوعة من التيتانيوم.
تتطلب بيئات الاستخدام الخارجية - اللهب المكشوف، والحرارة غير المتساوية، والتأثير، والطي المتكرر
خيارات هندسية مختلفة عن تجهيزات المطابخ الداخلية.
1. مقابض سلكية قابلة للطي
الخيار الأكثر شيوعًا لأواني وأكواب التيتانيوم خفيفة الوزن.
مصنوعة من سلك من التيتانيوم أو الفولاذ المقاوم للصدأ من الدرجة 5، اعتمادًا على أهداف تكلفة صانع المعدات الأصلية.
- • خفيفة الوزن للغاية وصغيرة الحجم لحمل حقائب الظهر
- • الحد الأدنى من التوصيل الحراري إذا تم لحامه عند نقاط اتصال منخفضة
- • الأكمام المطاطية اختيارية، ولكن لا ينصح بها لمستخدمي اللهب المكشوف
- • مثالية ل أكواب وأواني صغيرة سعة 300-900 مل
2. مقابض جانبية ثابتة
مناسب لأواني الطبخ ≥ 1.2 لتر التي تتطلب قبضة ثابتة وصبًا متحكمًا فيه.
- • مقاومة أقوى لعزم الدوران مقارنة بالتصميمات القابلة للطي
- • يفضل لأطقم الطبخ ذات المقالي
- • أثقل وزنًا، ولكنها توفر إحساسًا احترافيًا بالطهي
- • مثالية ل مجموعات التيتانيوم للتخييم العائلي
3. مقابض الكفالة
مُحسّن للتعليق فوق النار أو حامل ثلاثي القوائم في سيناريوهات صناعة الأدغال.
- • الأفضل للأواني سعة 1-2 لتر المستخدمة على اللهب المكشوف
- • يمنع الانقلاب عند طهي محتويات ثقيلة
- • يتطلب اللحام الدقيق للسلامة الهيكلية
- • غالبًا ما يتم إقرانها بمقابض جانبية قابلة للطي (وظيفة مزدوجة)
4. مقابض غطاء التيتانيوم باستخدام الحاسب الآلي
تطلب العلامات التجارية الخارجية المتميزة بشكل متزايد مقابض غطاء من فئة CNC لمزيد من المتانة
والتحكم في العلامات التجارية.
- • سبائك التيتانيوم أو الألومنيوم من الدرجة الخامسة
- • مقاوم للحرارة ومتين للغاية
- • يمكن نقشها بالليزر أو تفجيرها بالخرز
- • يضيف هوية متميزة لخطوط تجهيزات المطابخ OEM
5. هندسة الغطاء المناسب
يؤثر تركيب الغطاء على احتباس البخار وكفاءة الغليان ومقاومة الرياح.
- • يفضل تجهيزات المطابخ الخارجية فضفاضة للوقاية من الغليان
- • المقاس الضيق أفضل للطهي المنزلي
- • يتطلب تأثير الزنبرك الخلفي للتيتانيوم قوالب تشكيل دقيقة
- • فتحة تهوية اختيارية للبخار لعلامات تجارية OEM
6. اللحامات مقابل المسامير
خيار هندسي بالغ الأهمية يؤثر على المتانة مدى الحياة.
- مقابض ملحومة — أقوى، سلس، خالي من التآكل،
يفضل لتجهيزات المطابخ التيتانيوم. - مقابض مثبتة - تكلفة أقل ولكنها أثقل وعرضة للتخفيف.
- • يتم اختيار العلامات التجارية الخارجية المتميزة دائمًا تقريبًا الهياكل الملحومة
- • يجب أن تتطابق جودة اللحام مع درجة التيتانيوم (ارجع إلى دليل الدرجة الثانية / الدرجة الخامسة)
دليل اختيار هندسة OEM
- أسواق خفيفة: مقابض سلكية قابلة للطي + أغطية فضفاضة.
- تجهيزات المطابخ بالتجزئة المتميزة: مقابض ثابتة + مقابض تيتانيوم CNC.
- أسواق Bushcraft / البقاء: مقابض الكفالة + اللحامات المقواة.
- مشاريع تصنيع المعدات الأصلية كبيرة الحجم: قواعد مقبض ملحومة لتقليل مخاطر مراقبة الجودة.
7يوفر مهندسو ولحامو التيتانيوم أنظمة رقص داخلية لضمان زوايا مقبض متطابقة
ومحاذاة الغطاء عبر الإنتاج الضخم - وهو مطلب أساسي للعلامات التجارية المتميزة لتصنيع المعدات الأصلية.
الأدلة الهندسية ذات الصلة:
استراتيجية تحسين الوزن
الوزن هو القيمة الأساسية لتجهيزات المطابخ المصنوعة من التيتانيوم. يجب أن توازن العلامات التجارية OEM بين المتانة وقابلية التعبئة والكفاءة الحرارية والقوة الهيكلية مع الحفاظ على أقل كتلة ممكنة. إن هندسة الوزن ليست مجرد "جعل الجدران أرق" - بل هي متغيرات متعددة القرار الذي يتضمن درجة المواد، وتوزيع السُمك، والهندسة، والتحكم في العمليات.
1. سمك الجدار التفاضلي
بدلاً من وضع سُمك موحد، يتم تحسين أواني الطبخ المصنوعة من التيتانيوم الفاخر سمك لكل منطقة:
- • القاعدة: 0.5-0.7 ملم لتحسين توزيع الحرارة
- • الجدران الجانبية: 0.3-0.45 ملم لأقصى قدر من تقليل الوزن
- • الحافة: معززة لمنع التشوه أثناء اللحام أو تركيب الغطاء
7 تضمن أدوات تشكيل التيتانيوم توزيع سمك قابل للتكرار أثناء السحب العميق.
2. اختيار درجة المواد
يوفر التيتانيوم من الدرجة 2 قدرة تشكيل ممتازة ووزنًا إجماليًا أخف، في حين أن الدرجة الخامسة أقوى وتسمح بجدران أرق دون فقدان الصلابة الهيكلية. يعد اختيار الدرجة الصحيحة بمثابة رافعة رئيسية لأهداف الوزن الخاصة بشركة OEM.
3. تخفيض الوزن حسب الهندسة
الشكل له تأثير قابل للقياس على الوزن وقابلية التصنيع:
- • الأواني ذات الجدران المستقيمة تزيد الحجم لكل جرام
- • تعمل تصميمات الجدران المنحنية على تحسين الصلابة، مما يسمح بجدران جانبية أرق
- • تعمل الأوعية ذات القاع الواسع على تحسين كفاءة الحرارة واستقرارها
يجب على العلامات التجارية المصنعة للمعدات الأصلية اختيار الشكل الهندسي بناءً على الأسواق المستهدفة (التخييم الخفيف مقابل التخييم العائلي).
4. اللحام والتعامل مع التحسين
غالبًا ما تكون قواعد المقبض ونقاط اللحام هي المناطق المحلية الأكثر ثقلاً. ويمكن تقليل الوزن من خلال:
- • ألسنة اللحام ذات الحد الأدنى من التلامس
- • انخفاض طول حبة اللحام
- • تصاميم المقابض السلكية بدلاً من الألواح الثابتة
تضمن محاذاة الرقصة الصحيحة قوة اللحام حتى مع المكونات الأخف.
5. التحكم في عملية تشكيل الجدار الرقيق
يتطلب التيتانيوم ذو الجدار الرقيق عمليات رسم عميقة مستقرة:
- • التشحيم والتحكم في درجة الحرارة لمنع التشققات الدقيقة
- • رسم متعدد المراحل للحفاظ على دقة الشكل
- • تعويض الزنبرك الخلفي لقطر الحافة الدقيق
تعتبر هذه الخطوات حاسمة لضمان أن المنتجات خفيفة الوزن تتحمل الضغوط الخارجية الحقيقية.
6. قياس الوزن لمشاريع تصنيع المعدات الأصلية
معايير السوق النموذجية لتجهيزات المطابخ التيتانيوم:
- • كوب 450-600 مل: 65-95 جم
- • وعاء 750-900 مل: 105-135 جم
- • وعاء 1.2-1.4 لتر: 145-185 جرام
- • مقالي: 85-140 جرام حسب اختيار المقبض
تضمن المقارنة المعيارية أن طراز OEM الجديد الخاص بك يتوافق مع معايير معدات UL التنافسية.
اطلب عرض OEM مصممًا للوزن
يمكن لمهندسينا محاكاة وتحسين وقياس الوزن لأي تصميم من أواني الطبخ المصنوعة من التيتانيوم.

هيكل تكلفة OEM لتجهيزات المطابخ المصنوعة من التيتانيوم
تتطلب تجهيزات المطابخ المصنوعة من التيتانيوم عمليات تشكيل ولحام وتشطيب سطحي متخصصة. يتيح فهم هيكل التكلفة لمشتري OEM اتخاذ قرارات مستنيرة وتقليلها مخاطر التطوير، والتنبؤ باستقرار الأسعار على المدى الطويل. التيتانيوم ليس منتجًا سلعيًا، فنموذج التكلفة الخاص به يعتمد على معايير هندسية بدلا من الحجم البحت. يعكس التفصيل التالي كيفية حساب الشركات المصنعة تكاليف تصنيع المعدات الأصلية الحقيقية.
1. الأدوات والتركيبات الهندسية
الأدوات هي أكبر تكلفة مقدمة في تطوير تجهيزات المطابخ المصنوعة من التيتانيوم. تتطلب كل سفينة عادة ما يلي:
- • قالب الرسم العميق
- • تركيبات التشكيل والتشذيب الثانوية
- • التعامل مع الرقص اللحام
- • حلقات معايرة لدقة الحافة
النطاق النموذجي: 1,800 دولار – 6,000 دولار للقالب الواحد اعتمادا على الحجم والتعقيد. يزيد التشكيل متعدد المراحل من تكلفة الأدوات ولكنه يحسن معدل الإنتاج والاتساق.
2. المواد الخام (تسعير صفائح التيتانيوم)
تؤثر درجة المواد وسمكها بشكل مباشر على التسعير. الدرجة الثانية هي الأكثر شيوعًا في أدوات الطهي؛ يتم استخدام الدرجة 5 في التصميمات فائقة الخفة أو عالية الصلابة.
المتغيرات الرئيسية التي تؤثر على التكلفة:
- • السعر الفوري للتيتانيوم (تقلبات السوق العالمية)
- • سمك الورقة (0.3 مم مقابل 0.5 مم مقابل 0.7 مم)
- • اختيار المواد للصف الثاني مقابل الصف الخامس
- • طريقة لف الصفائح (المُلدنة مقابل المدرفلة على البارد)
مرجع: مقارنة درجة التيتانيوم
3. اللحام والتجميع
يتطلب لحام التيتانيوم حماية بالأرجون لمنع الأكسدة. يضيف لحام TIG الماهر تكلفة كبيرة بسبب:
- • تحضير اللحام كثيف العمالة
- • تمريرات اللحام المتعددة على مكونات أكثر سمكا
- • رقابة صارمة على الحرارة لتجنب التشويه
- • تنظيف ما بعد اللحام والسفع الرملي
تزداد تكلفة اللحام مع عدد المكونات: مقابض الأسلاك < plate handles < folding handles with brackets.
4. المعالجة السطحية والتشطيب
التشطيب يحدد تصور المستهلك النهائي. قد تشمل تجهيزات المطابخ التيتانيوم:
- • السفع الرملي (جمالي غير لامع موحد)
- • تلميع ناعم (تشطيب عاكس ممتاز)
- • تنظيف الأحماض (إزالة الأكسيد)
- • طلاء نانو مضاد لبصمات الأصابع (اختياري)
التشطيب عادة 8-15% من التكلفة الإجمالية اعتمادا على تعقيد العملية.
5. مراقبة الجودة ومعدل العائد
يتميز تشكيل التيتانيوم بمعدل إنتاجية أقل من الألومنيوم أو الفولاذ المقاوم للصدأ. تتأثر تكلفة تصنيع المعدات الأصلية بما يلي:
- • معدل نجاح الرسم العميق
- • معدل فشل اللحام
- • رفض عيوب السطح
- • التحقق من دقة الأبعاد
تعمل الأدوات الأفضل على تقليل معدل الخردة، مما يؤدي إلى خفض تكلفة الوحدة بشكل مباشر.
6. التعبئة والتغليف والعلامات التجارية
تؤثر خيارات تغليف OEM بشكل كبير على التكلفة:
- • حزمة بالجملة (أقل تكلفة)
- • مجموعات محاصر الفردية
- • الطباعة حسب الطلب أو التغليف الملون
- • أكياس تخزين EVA أو أكياس شبكية لماركات التخييم
التعبئة والتغليف في كثير من الأحيان 5-12% من إجمالي تكلفة المشروع.
7. مستويات الحجم وموك
تكلفة الوحدة تنخفض مع الحجم للأسباب التالية:
- • يتم إطفاء الأدوات عبر المزيد من الوحدات
- • يمكن تحسين هدر المواد
- • تكلفة إعداد خط الإنتاج موزعة على دفعات
تجهيزات المطابخ OEM النموذجية موك: 300-800 مجموعة لكل نموذج.
اطلب تفصيلًا كاملاً لتكلفة OEM
يمكن لفريقنا الهندسي إعداد نموذج تكلفة تفصيلي بناءً على متطلبات التصميم والحجم والمواد الخاصة بك.

سلسلة التوريد وسير عمل مراقبة الجودة لمشاريع تصنيع المعدات الأصلية لتجهيزات المطابخ المصنوعة من التيتانيوم
يتطلب تصنيع أواني الطبخ المصنوعة من التيتانيوم سلسلة توريد خاضعة للرقابة ومتعددة المراحل إطار ضمان الجودة. يستفيد مشترو OEM من فهم كيفية تنفيذ كل مرحلة يساهم تحديد مصادر المواد حتى الفحص النهائي في الأداء والمتانة والتكلفة الاتساق. يعكس سير العمل التالي تسلسل الإنتاج النموذجي المستخدم من قبل الشركات المصنعة المهنية تجهيزات المطابخ التيتانيوم.
1. مصادر المواد الخام وإصدار الشهادات
يبدأ إنتاج أواني الطهي بصفائح التيتانيوم المعتمدة من المطاحن الموثوقة. تشمل المتطلبات ما يلي:
- • صفائح التيتانيوم من الدرجة الثانية أو الخامسة
- • شهادات اختبار المطحنة (MTC / EN 10204 3.1)
- • الشيكات التسامح دقة سمك
- • فحص عيوب السطح قبل التشكيل
يؤثر اختيار المواد على التكلفة والسلامة واستقرار العرض على المدى الطويل. مرجع: دليل درجات التيتانيوم
2. هندسة ما قبل الإنتاج
تقوم الهندسة بتحويل نية التصميم إلى مواصفات قابلة للتصنيع. الإجراءات الرئيسية:
- • تحسين CAD والمراجعة الهيكلية
- • تحسين السُمك بالنسبة للوزن والصلابة
- • تقييم هندسة المقبض/القوس
- • مسار اللحام وخطة التدريع
- • التحقق من صحة الأدوات وجدولة التشغيل التجريبي
تحدد الدقة الهندسية معدل الخردة وطول عمر الأدوات.
3. تصنيع الأدوات ونموذج المادة الأولى (FAS)
تم تصميم الأدوات بناءً على الملفات الهندسية المعتمدة. بعد الانتهاء من الأدوات:
- • أول تجربة سحب عميق (التحقق من التشوه)
- • قياس دقة الحافة
- • التعامل مع واجهة ومحاذاة قوس
- • اختبار جدوى اللحام
- • التحقق من الوزن المستهدف
يتم تقديم FAS إلى المشتري للتقييم قبل الإنتاج الضخم.
4. تحضير المواد وقطعها
يتم قطع صفائح التيتانيوم إلى فراغات دقيقة لضمان التشكيل المتسق. تشمل نقاط تفتيش مراقبة الجودة ما يلي:
- • تحمل سمك الورقة ±0.02–0.05 مم
- • إزالة أكسيد السطح
- • التشذيب خالية من لدغ
- • التلدين قبل التشكيل إذا لزم الأمر
5. الرسم والتشكيل العميق
يتطلب سحب التيتانيوم حمولة عالية وتشكيلًا مشحمًا لمنع التشقق:
- • تشكيل متعدد المراحل للأواني الكبيرة
- • التحقق من دقة الأبعاد لكل دفعة
- • تعزيز الحافة لتحقيق الاستقرار
- • التلدين بين خطوات الرسم للصف الخامس
مرجع: التيتانيوم مقابل دليل سلسلة التوريد الفولاذ المقاوم للصدأ
6. اللحام والتثبيت والتجميع
يتطلب لحام التيتانيوم بيئات خالية من الأكسجين. مراقبة الجودة تشمل:
- • لحام TIG مع درع الأرجون
- • فحص اختراق اللحام والصبغة الحرارية
- • التحقق من دقة محاذاة القوس
- • اختبار عزم الدوران للمقبض القابل للطي (إن أمكن)
7. المعالجة السطحية والتنظيف
بعد التشكيل واللحام، تخضع تجهيزات المطابخ للتشطيب:
- • السفع الرملي أو السفع بالخرز
- • التنظيف الحمضي لإزالة الأكسيد
- • إزالة الأزيز وتقريب الحواف
- • طلاء نانو اختياري لبصمات الأصابع
8. مراقبة الجودة متعددة المراحل والتفتيش النهائي
المهنية OEM مراقبة الجودة تشمل:
- • قياس التسامح الأبعاد
- • فحص بصري للسطح بنسبة 100%
- • اختبار قوة اللحام
- • التحقق من الوزن والسمك
- • الاختبار الوظيفي باللهب أو الحث
يقوم مشرفو مراقبة الجودة بالتوقيع على الدفعة قبل بدء التعبئة.
9. التعبئة والتغليف ووضع العلامات والخدمات اللوجستية للتصدير
تعتمد التعبئة والتغليف على متطلبات العلامة التجارية وطريقة الشحن:
- • التعبئة بالجملة بأقل تكلفة
- • صناديق بيع بالتجزئة فردية (عمل فني مخصص)
- • أكياس تخزين EVA أو شبكية
- • الامتثال لاختبار سقوط الكرتون
وتشمل الخطوات النهائية تنسيق الشحن والوثائق الجمركية والنشر على المنصات.
احصل على سلسلة توريد كاملة من OEM وخطة لمراقبة الجودة لمشروع تجهيزات المطابخ الخاص بك
يمكن لفرق الهندسة ومراقبة الجودة لدينا إعداد خطة تفصيلية مصممة خصيصًا لتصميمك، السوق المستهدف ومتطلبات الامتثال.
خيارات التعبئة والتغليف والعلامة التجارية لمشتري أدوات الطبخ المصنوعة من التيتانيوم
يعد التغليف جزءًا مهمًا من سلسلة توريد OEM - وليس فقط لحماية المنتج، ولكن أيضًا لسرد قصص العلامة التجارية، والاستعداد للبيع بالتجزئة، وتجربة العملاء. في الهواء الطلق و غالبًا ما تتطلب العلامات التجارية DTC التوازن بين المتانة وتحسين الوزن والمظهر البصري الهوية. يوضح هذا القسم النطاق الكامل لطرق التعبئة والتغليف والعلامات التجارية المتاحة لمشاريع تجهيزات المطابخ التيتانيوم.
1. تغليف الصادرات بالجملة (الأكثر فعالية من حيث التكلفة)
مثالية للعلامات التجارية التي تعيد تعبئة أواني الطهي في منشآتها الخاصة أو 3PL. تعمل هذه الطريقة على تقليل التكلفة وحجم الشحن.
- • بوليباغ أو التفاف كرافت
- • ملصق باركود اختياري
- • التحميل الكثيف للكرتون الرئيسي بأقل تكلفة شحن
- • يوصى به لمراكز البيع بالجملة B2B ومراكز Amazon FBA الإعدادية
2. تغليف التجزئة المخصص
مصمم للعلامات التجارية DTC المتميزة وتجار التجزئة الذين يحتاجون إلى جاذبية مرئية على الرفوف هوية العلامة التجارية متسقة.
- • صندوق بيع بالتجزئة مطبوع بالألوان الكاملة
- • صندوق ورق كرافت قابل لإعادة التدوير (يركز على البيئة)
- • صندوق أبيض أو أسود غير لامع للعلامات التجارية المتميزة
- • رمز الاستجابة السريعة، بطاقة التعليمات، دليل الرعاية
يمكن توفير العمل الفني بتنسيقات AI/PDF. الوظيفة الإضافية الاختيارية: مخصصة إيفا صب الداخلية للحماية.
3. أكياس تخزين ناعمة (إعداد خفيف جدًا)
مشهور لدى العلامات التجارية الخارجية التي تركز على توفير الوزن. يعمل بشكل جيد بشكل خاص ل تجهيزات المطابخ المتداخلة ومجموعات الأكواب وأنظمة الأواني.
- • حقيبة شبكية (خفيفة)
- • الحقيبة النايلون Ripstop
- • حقيبة لباد مقاومة للحرارة
- • العلامة التجارية متاحة عبر الملصق المنسوج أو الشعار المطبوع
4. إيفا + حالات الحماية مصبوب
يوفر مقاومة عالية التأثير ويفضل لمجموعات تجهيزات المطابخ المتميزة أو مجموعات متعددة القطع.
- • علبة EVA مصبوبة خصيصًا مع صورة ظلية دقيقة
- • سحاب أو إغلاق مغناطيسي
- • خيارات الشعار المنقوش أو المطبوع
- • مثالية لمجموعات التخييم وحزم الهدايا الفاخرة في الهواء الطلق
5. طرق العلامة التجارية (تخصيص الشعار)
عادةً ما تدعم مشاريع OEM الخاصة بأدوات الطهي تقنيات متعددة للعلامات التجارية اعتمادًا على التأثير البصري المطلوب والمتانة.
- • النقش بالليزر (الأكثر شيوعاً ودائماً)
- • شعار منقوش/منقوش (يتطلب أدوات)
- • طباعة حريرية (للأغطية والمقابض وصناديق البيع بالتجزئة)
- • وضع علامات ملونة إلكتروليتية (طرز مختارة)
راجع دليل التصنيع ذي الصلة: دليل أكواب التيتانيوم OEM 2025
6. المتطلبات التنظيمية ومتطلبات البيع بالتجزئة
يمكن تحضير التغليف وفقًا لمعايير السوق لتسهيل عملية الاستيراد والتصدير سير عمل المستودع.
- • وضع الرمز الشريطي UPC/EAN
- • وضع العلامات الخاصة بملامسة الغذاء لدى إدارة الغذاء والدواء الأمريكية / الاتحاد الأوروبي (إن أمكن)
- • وضع علامة على بلد المنشأ
- • كتيبات التعليمات مع إرشادات الرعاية
اطلب نماذج التعبئة والتغليف وعينات العلامات التجارية
يمكن لفرق التصميم والهندسة لدينا إعداد نماذج بالحجم الطبيعي لصناديق البيع بالتجزئة، وخيارات وضع الشعار، ونماذج التعبئة والتغليف المصممة خصيصًا لعلامتك التجارية.

استراتيجية موك والتخطيط للمهلة الزمنية لتجهيزات المطابخ التيتانيوم OEM
تتطلب تجهيزات المطابخ المصنوعة من التيتانيوم عمليات تشكيل ولحام وتشطيب متخصصة. نظرًا لأن تكاليف الأدوات وكفاءة الدفعات تختلف عن الفولاذ المقاوم للصدأ أو الألومنيوم، يستفيد مشترو OEM من فهم كيفية عمل موك وقرارات الأدوات والمهل الزمنية منظم عبر فئات تجهيزات المطابخ المختلفة.
1. موك حسب فئة المنتج
يختلف الحد الأدنى لكمية الطلب بناءً على تعقيد التشكيل والأدوات.
- الأواني / السلطانيات ذات الجدار الواحد: 300-500 وحدة
- مجموعات تجهيزات المطابخ ذات السحب العميق: 500-800 وحدة
- المقالي أو الأوعية ذات القطر الواسع: 600-1000 وحدة
- أطقم أواني طهي متعددة القطع: 300-500 مجموعة
- جمعيات مقبض مخصص: 1000+ قطعة (تشكيل المعدن موك)
يمكن أن يكون الحد الأدنى للطلب (MOQ) أقل بالنسبة للعينات الهندسية، أو دفعات ما قبل الإطلاق، أو Kickstarter/DTC يعمل التحقق من الصحة.
2. تأثير الأدوات على موك
يعد الاستثمار في الأدوات هو المحرك الأكبر لمرونة موك.
- • تتيح أدوات السحب العميق المخصصة إنتاج أكثر من 300 وحدة
- • تعمل الأدوات المشتركة على خفض التكلفة ولكنها تحد من تخصيص الشكل
- • تتطلب قوالب النقش للشعار أدوات منفصلة (اختياري)
- • يتطلب التعامل مع قوالب الختم عادةً موك أعلى (≥1000 قطعة)
راجع إرشادات الأدوات في: دليل أكواب التيتانيوم OEM 2025
3. تفصيل المهلة الزمنية (قياسي)
تختلف المهل الزمنية حسب تعقيد المنتج وتحميل المصنع.
- تصنيع الأدوات: 20-35 يوما
- نموذج المقالة الأولى (FAS): 10-15 يوما
- الإنتاج الضخم (300-800 وحدة): 25-35 يوما
- عمليات تشغيل واسعة النطاق (أكثر من 1000 وحدة): 35-45 يوما
- مقابض/أغطية مخصصة: +10-20 يومًا حسب الأدوات
قد تؤدي فترات الذروة الموسمية (أغسطس-نوفمبر) إلى تمديد المهل الزمنية؛ ينبغي النظر في إغلاق يناير للتخطيط السنوي .
4. مهلة للتغليف والعلامات التجارية
- طباعة صندوق البيع بالتجزئة: 12-18 يومًا
- إيفا مصبوب الحالات: 20-25 يوما
- موافقة العمل الفني: 3-5 أيام
- إنتاج الباركود/الملصقات: 5-7 أيام
يمكن أن تعمل المهل الزمنية للتغليف بالتوازي مع إنتاج أواني الطهي لتقصير الجدول الزمني الإجمالي.
5. استراتيجيات انخفاض موك
يمكن للمشترين الذين يبحثون عن المرونة استخدام الأساليب التالية:
- • استخدم الأدوات الموجودة بدلاً من القوالب المخصصة
- • توحيد تصميم المقبض عبر وحدات SKU المتعددة
- • ابدأ بوحدة SKU واحدة قبل تطوير المجموعة الكاملة
- • دمج الطلبات في دفعات الإنتاج الفصلية
- • الموافقة المسبقة على تشطيب السطح واللون لتجنب إعادة التشغيل
6. التنبؤ وتخطيط سلسلة التوريد
عادةً ما تخطط العلامات التجارية الخارجية الاحترافية للإنتاج باستخدام:
- • توقعات الطلب لمدة 6 أشهر على وحدات SKU المستقرة
- • خطة استهلاك الأدوات السنوية
- • الحجز قبل رأس السنة الصينية الجديدة (أمر بالغ الأهمية للتسليم في الربع الأول)
- • دورات إعادة الطلب ربع سنوية لعلامات DTC التجارية
انظر مرجع سلسلة التوريد: التيتانيوم مقابل دليل سلسلة التوريد الفولاذ المقاوم للصدأ
7. مهلة الشحن (عالميًا)
- عينات فيديكس/دي إتش إل: 5-8 أيام
- الشحن الجوي: 7-12 يومًا
- الشحن البحري إلى الساحل الغربي للولايات المتحدة: 18-25 يومًا
- الشحن البحري إلى أوروبا: 32-40 يومًا
- الشحن المباشر متاح من FBA
اطلب موك مخصص وخطة المهلة الزمنية
يمكن لفريقنا إعداد خريطة طريق مفصلة بناءً على تاريخ الإطلاق المستهدف وبنية SKU و احتياجات الأدوات وحجم الإنتاج المتوقع.
قائمة مراجعة RFQ لمشتري تجهيزات المطابخ المصنوعة من التيتانيوم
يضمن طلب عرض الأسعار الكامل (RFQ) حسابًا دقيقًا للتكاليف وهندسة أسرع المحاذاة، والمهل الزمنية المتوقعة. تتميز تجهيزات المطابخ المصنوعة من التيتانيوم بتشكيل فريد و متطلبات اللحام، وبالتالي فإن توفير المواصفات التفصيلية يقلل بشكل كبير حلقات أخذ العينات وسوء التواصل. استخدم قائمة المراجعة التالية لإعداد طلب عرض أسعار فعال لإنتاج OEM.
1. فئة المنتج والاستخدام المقصود
وضح ما الذي تقوم بتطويره:
- • وعاء واحد / وعاء / مقلاة / غطاء
- • طقم أواني طهي متعدد القطع
- • نظام التخييم التعشيش
- • حالة استخدام خفيفة الوزن مقارنة بالخدمة الشاقة
يؤثر الاستخدام المقصود على اختيار السُمك واستراتيجية اللحام وأهداف الوزن.
2. الأبعاد والبيانات الهندسية
يرجى تضمين:
- • القطر والارتفاع وسمك الحافة
- • الحجم المستهدف (مل/أونصة)
- • الوزن المستهدف
- • تصميم المقبض (قابل للطي، ثابت، مثبت)
- • هندسة الغطاء (مع فتحة بخار أم لا)
تعمل رسومات CAD (STEP/IGES/PDF) على تسريع عملية تقييم الجدوى بشكل كبير.
3. درجة المواد وسمكها
- • الدرجة الثانية (التيتانيوم النقي التجاري)
- • الدرجة 5 (Ti-6Al-4V للصلابة العالية)
- • سمك الورقة المستهدفة (0.4-0.8 ملم نموذجيًا)
- • البناء بجدار واحد مقابل بناء بجدار مزدوج
مرجع: دليل درجات التيتانيوم
4. المعالجة السطحية والتشطيب
حدد النهاية المفضلة لديك:
- • ماتي ساندبلاستيد
- • نحى النهاية
- • التيتانيوم الطبيعي المنظف بالأحماض
- • طلاء نانو مضاد لبصمات الأصابع (اختياري)
5. متطلبات المقبض والتجميع
- • نمط المقبض: سلكي، مختوم، CNC، إدراج خشبي
- • واجهة مثبتة مقابل ملحومة
- • متطلبات مقاومة الحرارة
- • متطلبات الحلقة الحاملة أو المعلقة
6. متطلبات العلامة التجارية
- • النقش بالليزر (الأكثر شيوعاً)
- • النقش/النقش (يتطلب أدوات)
- • الطباعة على الغطاء / المقبض / صندوق البيع بالتجزئة
- • موضع الشعار وحجمه وسمك السكتة الدماغية
7. تعليمات التغليف
- • تعبئة الصادرات بالجملة (بأقل تكلفة)
- • صندوق البيع بالتجزئة (مطبوع أو كرافت)
- • شبكة / النايلون / الحقيبة إيفا
- • الباركود، رمز الاستجابة السريعة، بطاقة التعليمات
8. الكمية والتنبؤ
- • كمية الدفعة الأولى
- • التوقعات السنوية (لأسعار أفضل)
- • ما إذا كنت بحاجة إلى موك أقل لاختبار الإطلاق
انظر تخطيط الإنتاج في: دليل سلسلة توريد التيتانيوم
9. الامتثال والاختبار
- • متطلبات ملامسة الأغذية LFGB / FDA
- • إعلانات خالية من مادة BPA (إن وجدت)
- • اختبار السقوط لتغليف التجزئة
- • توقعات اختبار اللهب في الهواء الطلق
10. السعر المستهدف وتوقعات التسليم
- • النطاق السعري المستهدف FOB أو EXW
- • العبوة متضمنة أو مستبعدة
- • تاريخ التسليم المفضل
- • بلد المقصد أو مستودع FBA
قم بتنزيل قالب RFQ الكامل لأواني الطبخ المصنوعة من التيتانيوم
أرسل تفاصيل مشروعك واحصل على نموذج طلب عرض أسعار مخصص مصمم خصيصًا لذلك تجهيزات المطابخ أو المعدات الخارجية أو خطوط إنتاج DTC.









