
التيتانيوم OEM · استراتيجية المهلة الزمنية
بقلم ماكس جيانغ16 نوفمبر 2025زمن القراءة: ~12-15 دقيقة
التأخير في الإنتاج في تصنيع OEM من التيتانيوم يحمل ثمنًا باهظًا. يمكن أن يؤثر التسليم المتأخر مرة واحدة على جداول تجميع الطائرات، أو تأجيل إطلاق الأجهزة الطبية، أو فرض عقوبات تعاقدية تمحو الهوامش الضئيلة بالفعل. يشرح هذا الدليل سبب حدوث التأخيرات وكيف يمكن لمصنعي المعدات الأصلية منعها بشكل منهجي عبر سلسلة قيمة التيتانيوم بأكملها.

تسري عمليات تسليم التيتانيوم المتأخرة عبر جداول تصنيع المعدات الأصلية الخاصة بالفضاء والطبية والصناعية - ولكن يمكن تجنب معظم حالات التأخير باستخدام الأنظمة الصحيحة.
جدول المحتويات
- 1. فهم الأسباب الجذرية لتأخير الإنتاج
- 2. إتقان سلسلة التوريد وإدارة المواد
- 3. بناء أنظمة الجودة الاستباقية
- 4. التنقل بين المتطلبات التنظيمية والامتثال
- 5. إطار التنفيذ: من الإستراتيجية إلى العمل
- الاستنتاج: الوقاية كميزة تنافسية
التأخير في الإنتاج في تصنيع OEM من التيتانيوم يحمل ثمنًا باهظًا. يمكن أن يؤثر التسليم المتأخر مرة واحدة على جداول تجميع الطائرات، أو تأجيل إطلاق الأجهزة الطبية، أو فرض عقوبات تعاقدية تمحو الهوامش الضئيلة بالفعل. الأرقام تحكي القصة: يمكن أن تستغرق مكونات التيتانيوم المزورة من 6 إلى 18 شهرًا من طلب المواد الخام إلى الجزء النهائي، حيث يتطلب التيتانيوم الخام نفسه ما يقرب من تسعة أشهر للشراء. وعندما تؤدي التأخيرات إلى دفع تلك الجداول الزمنية لفترة أطول (أحيانًا لمدة 12 شهرًا أو أكثر)، فإن التأثيرات المتتالية تمس كل أصحاب المصلحة في سلسلة التوريد.
ومع ذلك فإن أغلب حالات التأخير ليست حتمية. وهي تنبع من أسباب جذرية يمكن تحديدها: سلاسل التوريد الممتدة ذات الرؤية المحدودة، وفشل الجودة الذي يتطلب إعادة العمل، وتعطل المعدات، وتوقف التدقيق، واختناقات القدرات عبر الموردين متعددي المستويات. بالنسبة لمديري الإنتاج وفرق المشتريات الذين يتنقلون في قطاعات الطيران والأجهزة الطبية والسيارات وتصنيع المعدات الأصلية الصناعية، لم يعد السؤال هو ما إذا كان إنتاج التيتانيوم لا يمكن التنبؤ به بطبيعته. يتعلق الأمر بما إذا كانت مؤسستك قد وضعت تدابير وقائية منهجية.
توضح هذه المقالة آليات تأخير إنتاج التيتانيوم والاستراتيجيات المثبتة لمنعها، بدءًا من تصميم سلسلة التوريد وهندسة نظام الجودة إلى التنقل التنظيمي وتخطيط القدرات.
فهم الأسباب الجذرية لتأخير الإنتاج
يستخدم تصنيع التيتانيوم طرقًا متعددة: الطحن والتشغيل الآلي، والتزوير، وصب الاستثمار، والتصنيع الإضافي. كل منها يجلب مخاطر فنية وجدول زمني مميز.
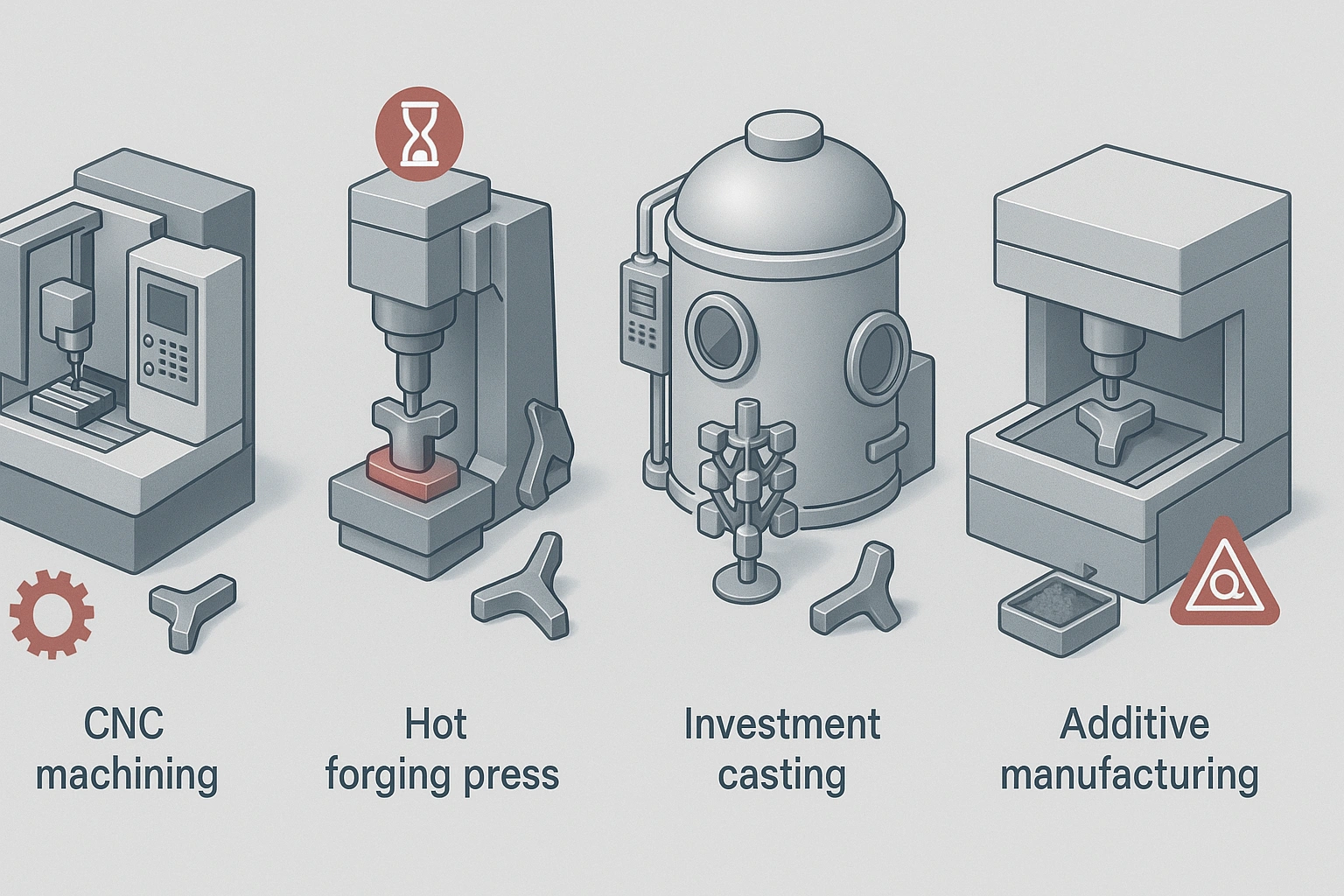
يقدم كل من التصنيع والتزوير والصب والتصنيع الإضافي مخاطر تأخير فريدة يجب إدارتها على مستوى العملية.
الآلات والطحن
التصنيع والطحن: تعمل الموصلية الحرارية المنخفضة على دفع ما يقرب من 80% من قطع الحرارة إلى الأداة بدلاً من الشريحة، مما يؤدي إلى تسريع تآكل الأداة وزيادة خطر فشل الأداة في منتصف التشغيل. تظل Ti-6Al-4V هي السبيكة الأساسية، لكن سبائك بيتا ذات القوة الأعلى (Ti-10V-2Fe-3Al، Ti-5Al-5V-5Mo-3Cr) تتمتع بقدرة تصنيع أقل وتتطلب سرعات أقل. تساعد الإجراءات المضادة العملية (هندسة المشط الإيجابية، والطحن المتسلق، ومبرد الضغط العالي عبر الأداة) على عمر الأداة، لكن الفيزياء لا تزال تجعل التصنيع مصدرًا متكررًا لإجهاد المعدات، وتغييرات الأدوات غير المخطط لها، وتقلب الجدول الزمني.
تزوير
التشكيل: يستخدم التشكيل قوى الضغط لتشكيل الأجزاء، وتحسين نسب القوة إلى الوزن والاتساق الهيكلي المجهري. تكرر التسلسلات النموذجية خطوات الضغط والتنظيف والطحن والمعالجة الحرارية عدة مرات لكل جزء. نظرًا لأن موردي التزوير غالبًا ما يخدمون العديد من مصنعي المعدات الأصلية ويواجهون دورات تأهيل طويلة، فإن قيود السعة وتراكم الطلبات يمكن أن تؤدي إلى تمديد أوقات الدورات بشكل كبير.
صب الاستثمار
صب الاستثمار: يتطلب صب التيتانيوم ذوبانًا بالفراغ وأنظمة سيراميك متخصصة بسبب تفاعل المعدن. تشمل العيوب الشائعة مسامية انكماش الخط المركزي، والتي يتم تخفيفها عن طريق الضغط المتوازن الساخن (HIP)، وإصلاحات اللحام اللاحقة التي يتم إجراؤها في أجواء خاملة. يتفاعل التيتانيوم أيضًا مع قوالب السيراميك لتكوين طبقة "حالة ألفا" غنية بالأكسجين والتي يجب إزالتها عن طريق الطحن الكيميائي. تضيف كل خطوة من خطوات الإصلاح (HIP، وإصلاح اللحام، وإزالة حالة ألفا) وقت الدورة وتؤدي إلى مخاطر إعادة العمل.
التصنيع الإضافي (AM)
التصنيع الإضافي (AM): أصبحت عمليات دمج طبقة المسحوق (PBF بالليزر وذوبان شعاع الإلكترون) مؤهلة بشكل متزايد لمكونات التيتانيوم بموجب معايير مثل ASTM F2924 وF3001، والتي تحدد متطلبات المواد الأولية، والبنية المجهرية، والخواص الميكانيكية، والمعالجة الحرارية، وHIP، والفحص، وإصدار الشهادات. يقنن معيار ISO/ASTM 52928:2024 الأخير إدارة دورة حياة المسحوق، ويغطي الخصائص، وطرق الاختبار، وضمان الجودة لكل من المسحوق البكر والمساحيق المعاد استخدامها. في حين يمكن لـ AM تقصير المهل الزمنية للأشكال الهندسية المعقدة، إلا أنها تقدم حلقات جودة المسحوق، وجداول HIP لمرحلة ما بعد العملية، ووثائق التأهيل التي يجب إدارتها بعناية لتجنب التأخير.
سلسلة التوريد والقيود المادية
قيود سلسلة التوريد والمواد: تصل المهل الزمنية للتيتانيوم الخام حاليًا إلى حوالي تسعة أشهر، وتمتد دورات التصنيع الشاملة للأجزاء المصبوبة أو المزورة من 6 إلى أكثر من 18 شهرًا. غالبًا ما تفتقر الشركات المصنعة للمعدات الأصلية إلى رؤية عميقة تتجاوز مورديها المباشرين، مما يتسبب في عدم تطابق توقيت الطلب وزلات الجدول الزمني عندما تفشل إشارات الطلب في الانتشار عبر السلسلة.
فشل مراقبة الجودة
فشل مراقبة الجودة: مسامية الصب التي تتطلب إصلاح HIP واللحام، وإزالة حالة ألفا عن طريق الطحن الكيميائي، وفشل أدوات التشغيل الآلي بسبب الحرارة يمكن أن تؤدي جميعها إلى إعادة العمل وجداول الدفع. عندما يتم اكتشاف هروب الجودة في وقت متأخر (أثناء الفحص النهائي أو فحص إيصال العميل)، تتم إعادة تعيين الدورة.
قيود المعدات والعمليات
القيود المفروضة على المعدات والعمليات: تعتبر أفران المعالجة الحرارية، ومعدات الصهر الفراغي، وأنظمة توصيل سائل التبريد عالي الضغط من الاختناقات الحرجة. تندرج العديد من هذه العمليات الخاصة ضمن اعتماد Nadcap، وهو برنامج تدقيق تابع لطرف ثانٍ تديره الصناعة ويقبله العديد من مصنعي المعدات الأصلية. يمكن أن يؤدي عدم الاعتماد أو عدم مطابقة التدقيق إلى إيقاف الشحنات حتى يتم إغلاق الإجراءات التصحيحية.
الفجوات في القدرات العمالية والهندسية
الفجوات في القدرات العمالية والهندسية: أدت خسائر القوى العاملة بعد الوباء إلى إبطاء تأهيل الأجزاء الجديدة واستكشاف أخطاء الإنتاج وإصلاحها عبر مصنعي المعدات الأصلية وموردي المستوى الأول والمسابك والمصايد. تعني فترات الإعداد التي تتراوح من 3 إلى 6 أشهر ومنحنيات الخبرة المتعددة السنوات أنه لا يمكن إضافة السعة بين عشية وضحاها، حتى عندما يكون رأس المال متاحًا.
اختناقات الامتثال التنظيمي
اختناقات الامتثال التنظيمي: تواجه برامج الدفاع بنود DFARS الخاصة بالمعادن المتخصصة التي تقيد الحصول على التيتانيوم المصهور أو المنتج في الولايات المتحدة أو البلدان المؤهلة، مع استثناءات ضيقة. بالنسبة لمصنعي المعدات الأصلية للأجهزة الطبية، تتضمن لائحة نظام إدارة الجودة (QMSR) التابعة لإدارة الغذاء والدواء (FDA) الآن ISO 13485:2016 حسب المرجع، مع التنفيذ الكامل بدءًا من 2 فبراير 2026. يمكن أن تؤثر تحديثات النظام والتدريب وتغييرات الفحص مؤقتًا على الإنتاجية مع انتقال المؤسسات.
الشكل 1: الأسباب الجذرية لتأخير الإنتاج في تصنيع التيتانيوم OEM، مصنفة حسب المجال. إن فهم هذه العوامل المترابطة يمكّن من وضع استراتيجيات وقائية مستهدفة.
إتقان سلسلة التوريد وإدارة المواد
تمت إعادة تشكيل سلسلة توريد التيتانيوم في الفترة 2024-2025 من خلال ارتفاع إنتاج الإسفنج غير الروسي المعتمد في مجال الطيران، والإضافات السريعة للقدرات في سوق الدرجة الصناعية في الصين، وتعديلات معدل إنتاج صانعي القطع الأصلية التي خففت من استهلاك المواد الخام. ارتفع إنتاج الإسفنج المعتمد في مجال الفضاء الجوي إلى 89000 طن في جميع أنحاء اليابان وكازاخستان والمملكة العربية السعودية، حيث تم تعويض انخفاض الإنتاج الياباني من خلال زيادة الاستخدام في كازاخستان (UKTMP) وزيادة الإنتاج في المملكة العربية السعودية (AMIC Toho Titanium Metal). وفي الوقت نفسه، حافظت الصين على إنتاج الإسفنج ثابتًا تقريبًا عند حوالي 220 ألف طن، لكنها استمرت في توسيع طاقتها بقوة (تقدر بنحو 260 ألف طن سنويًا بحلول نهاية عام 2024 وربما تصل إلى 320 ألف طن سنويًا)، مما ينتج سوقًا محلية تعاني من فائض في المعروض. ومع ذلك، فإن الإسفنج الصيني ليس مؤهلاً بعد لتطبيقات الفضاء الجوية الهامة، مما يترك ضيقًا في المواد المعتمدة في مجال الطيران ويدفع بعض مصاهر السبائك الغربية والمستهلكين الأمريكيين إلى اختبار الإسفنج الصيني كمكمل.
تم تقييم أسعار العقود لسبائك التيتانيوم من الدرجة الثانية ذات النقاء التجاري الغربي بمبلغ 11.50-12.50 دولارًا أمريكيًا للكيلوغرام الواحد، مقابل السبائك الصينية المحلية من الدرجة TA2 بحوالي 7.14-7.41 دولارًا أمريكيًا للكيلوغرام الواحد. تحفز هذه الفوارق على استكشاف مصادر أقل تكلفة حيثما يسمح المؤهل بذلك.

تشكل إسفنجة التيتانيوم والسبائك والتزوير وطرق تصنيع المعدات الأصلية سلسلة توريد عالمية طويلة. تعد الرؤية والمهل الزمنية الواقعية أمرًا بالغ الأهمية لتجنب التأخير.
تعزيز إشارات الطلب واستراتيجيات المخزون: توفير إشارات طلب موثوقة ومنخفضة التقلب وطويلة الأجل للموردين غير المباشرين. يفتقر العديد من موردي المستوى 2 والمستوى 3 إلى الرؤية بشأن معدلات إنشاء OEM ويتخذون قرارات بشأن السعة بناءً على معلومات قديمة أو غير كاملة. فكر في عمليات الشراء الموجهة للسبائك المهمة والاحتفاظ بمخزون احتياطي للأجزاء ذات الحجم المنخفض لتقليل مفاجآت الجدول الزمني.
تحمل المزيد من المخاطر التعاقدية والقدرة الآمنة: تقديم عقود طويلة الأجل (أكثر من 10 سنوات)، وضمانات الحجم، وأقساط التأمين على قطع غيار ما بعد البيع. وقد أدت دورات الازدهار والكساد وصدمات البرامج إلى تآكل ثقة الموردين ومحدودية التوسعات في القدرات. عندما يكون الأمر استراتيجيًا، قم بالاستثمار المشترك أو تطوير القدرة على الصب أو التشكيل الداخلي لتقليل الاعتماد على الموردين الخارجيين المحدودين.
انشر الدعم الهندسي ذو الخبرة في مواقع الموردين: أعد توظيف أو تعيين مهندسي OEM للمساعدة في استقرار العمليات وتسريع عملية التأهيل واستكشاف الأخطاء وإصلاحها في المسابك والمصايد. يمكن أن تؤدي المعرفة العميقة بالعملية التي يحتفظ بها مهندسو OEM إلى تقصير منحنيات التعلم ومنع هروب الجودة الذي قد يؤدي إلى تكرار حلقات إعادة العمل.
استخدم بدائل المسار والتصميم من أجل قابلية التصنيع: حيثما كان ذلك ممكنًا، قم باختيار الأجزاء المحورية من الصب أو الحدادة إلى التصنيع الإضافي أو الآلات المتقدمة. قم بإعادة النظر في مواصفات الأداء واختيارات السبائك لتحسين قابلية التصنيع وتمكين التوفر متعدد المصادر. قد تؤدي الأجزاء المصممة بتفاوتات صارمة وموروثة إلى تأمين مورد واحد ومسار عملية واحد، مما يزيد من مخاطر التأخير.
تخطيط أوامر الشراء وفقًا لمهل زمنية واقعية: قم بمحاذاة تقاويم الشراء مع الدورات الفعلية الشاملة التي تتراوح مدتها من 6 إلى 18 شهرًا للأجزاء المصبوبة والمزورة، بالإضافة إلى نافذة شراء التيتانيوم الخام التي تبلغ مدتها تسعة أشهر تقريبًا. أوامر التحميل الأمامي للعناصر طويلة الأمد وإنشاء مخازن مؤقتة للجدول الزمني تعكس فيزيائية واقتصاديات قاعدة التوريد، وليس الجداول الزمنية الطموحة.
الشكل 2: الجدول الزمني النموذجي للإنتاج الشامل لمكونات التيتانيوم المصبوبة والمزورة. تشير العلامات الحمراء إلى نقاط تأخير شائعة حيث تنتج الإدارة الاستباقية أعلى حماية للجدول الزمني.
بناء أنظمة الجودة الاستباقية
تعد حالات فشل الجودة من بين أغلى عوامل التأخير لأنها تظهر متأخرًا وتفرض إعادة العمل من خلال خطوات عملية متعددة. يمكن أن يؤدي اكتشاف عيب في الصب أثناء الفحص النهائي إلى إرسال الجزء مرة أخرى من خلال HIP، وإصلاح اللحام، والطحن الكيميائي، وإعادة الفحص، مما يضيف أسابيع أو أشهر إلى الجدول الزمني. تعمل أنظمة الجودة الاستباقية على اكتشاف المشكلات مبكرًا وتمنع انتشار العيوب.
قم بتضمين ممارسات التخطيط المتقدم لجودة المنتج (APQP) وعملية الموافقة على جزء الإنتاج (PPAP) وفقًا لمعيار AS9145: تخطيط الجودة مبكرًا، مع إجراء مراجعات مرحلية بدءًا من المفهوم وحتى الإنتاج. استخدم PPAP لتأكيد القدرة المثبتة بالمعدلات المطلوبة قبل زيادة الحجم. ويقلل هذا النهج من مفاجآت المرحلة المتأخرة ويضمن إثبات قدرة العملية، وليس افتراضها.
الحفاظ على اعتماد Nadcap وعمليات التدقيق الداخلي على العمليات الخاصة: تعمل المعالجة الحرارية والاختبارات غير المدمرة (NDT) واللحام والمعالجة الكيميائية واعتمادات التصنيع الإضافي على تقليل التوقفات الناتجة عن التدقيق وزيادة قدرة العملية. Nadcap هو برنامج تدقيق خارجي تتم إدارته من قبل الصناعة ويقبله العديد من مصنعي المعدات الأصلية في مجال الطيران والدفاع. تتطلب العديد من الشركات الاعتماد، وقد تؤدي عمليات التدقيق المفقودة أو الفاشلة إلى إيقاف الشحنات حتى يتم إغلاق الإجراءات التصحيحية. تعامل مع Nadcap ليس كعبء امتثال بل كأداة لتحسين العملية.
استخدم مراقبة العمليات في الوقت الفعلي والتحكم الإحصائي في العمليات (SPC): المعلمات الحرجة للأداة (درجات حرارة الذوبان، ومعدلات التبريد، ومؤشرات تآكل الأدوات، ومحتوى رطوبة المسحوق) واستخدم SPC للكشف عن انحراف العملية قبل أن تنتج الخردة. تسمح المراقبة في الوقت الفعلي للمشغلين بالتدخل مبكرًا، مما يقلل من تكرار عمليات الرفض في نهاية الخط.
تصميم فحص المادة الأولى (FAI) وبوابات التفتيش أثناء العملية: نقاط فحص الهيكل في التحولات المنطقية للعملية (بعد الحدادة ولكن قبل المعالجة الحرارية، بعد المعالجة الأولية ولكن قبل العمليات النهائية) بحيث يتم اكتشاف حالات عدم المطابقة عندما يكون الإجراء التصحيحي ممكنًا وأقل تكلفة. غالبًا ما يعني الانتظار حتى الفحص النهائي لاكتشاف خطأ في الأبعاد أو شذوذ في البنية الدقيقة أنه يجب إعادة تشغيل الجزء من عملية سابقة أو إلغاؤه بالكامل.
الاستثمار في هندسة جودة الموردين والتواجد في الموقع: انشر مهندسي الجودة لموردي المستوى 1 والمستوى 2 لدعم التحقق من صحة العملية، وتحليل السبب الجذري، والإجراءات التصحيحية. يمكن لفرق الجودة المقيمة بين الموردين تحديد المشكلات الناشئة قبل أن تصبح نظامية، مما يقلل من حجم الأجزاء المرتجعة واضطرابات الجدول الزمني.
الشكل 3: الوضع الاستراتيجي لبوابات التفتيش طوال عملية التصنيع. يمنع الاكتشاف المبكر عند نقاط التفتيش المتوسطة عمليات إعادة العمل المكلفة وإعادة ضبط الجدول الزمني التي تحدث عندما يتم اكتشاف العيوب فقط عند الفحص النهائي.
التنقل بين المتطلبات التنظيمية والامتثال
تفرض المتطلبات التنظيمية بوابات صلبة على جداول الإنتاج. قد يؤدي عدم الالتزام بالموعد النهائي للامتثال أو الفشل في عملية التدقيق إلى إيقاف الشحنات، حتى عندما تكون الأجزاء جاهزة فعليًا.
برامج الدفاع وبنود DFARS للمعادن المتخصصة: DFARS 252.225-7008 و252.225-7009 تقيد المعادن المتخصصة (بما في ذلك صراحة التيتانيوم وسبائك التيتانيوم) في الولايات المتحدة أو الدول المؤهلة للصهر والإنتاج، مع استثناءات محدودة للعناصر التجارية الجاهزة والحد الأدنى من المحتوى. تأكد من أن عقود الشراء تتدفق عبر هذه المتطلبات إلى المقاولين من الباطن وأن شهادات المواد تتبع أصل الذوبان. قد يستغرق تأهيل الموردين الجدد بموجب DFARS أشهرًا؛ التخطيط لعمليات تدقيق الموردين ومراجعة الوثائق قبل وقت طويل من الحاجة.
محاذاة الأجهزة الطبية QMSR وISO 13485:2016: تتضمن القاعدة النهائية لعام 2024 الصادرة عن إدارة الغذاء والدواء (FDA) ISO 13485:2016 حسب المرجع، مع بدء التنفيذ في 2 فبراير 2026. ويتطلب هذا الانتقال تحديثات النظام والتدريب وتغييرات في ممارسات التفتيش. بالنسبة لمصنعي المعدات الأصلية الذين لديهم أقسام للأجهزة الطبية، قم بجدولة عمليات التدقيق الداخلي وتحليل الفجوات الآن لتحديد حالات عدم المطابقة وإغلاقها قبل بدء التنفيذ. ولابد من التعامل مع الاستعداد التنظيمي باعتباره عنصراً من عناصر المسار الحرج، وليس كفكرة إدارية لاحقة.
نظام إدارة الجودة في مجال الطيران (AS9100/IA9100) وتنسيق الموردين: يعمل AS9100 ومتغيراته الدولية على تنسيق متطلبات نظام إدارة جودة الطيران لتقليل الوظائف الإضافية الفريدة للمؤسسة وتحسين الجودة والجدول الزمني والتكلفة. تأكد من أن قاعدة التوريد الخاصة بك معتمدة وأن العمليات الداخلية تتوافق مع تركيز المعيار على إدارة المخاطر والتحكم في التكوين والتسليم في الوقت المحدد. يجب أن تتحقق عمليات تدقيق الموردين ليس فقط من حالة الشهادة ولكن أيضًا من التوافق النشط مع ضوابط العملية.
قم بمحاذاة تقاويم تدقيق PPAP وFAI وNadcap مع جداول الإنشاء: عمليات تقديم عملية الموافقة على جزء الإنتاج المنسق (PPAP)، وعمليات فحص المادة الأولى (FAI)، ونوافذ تدقيق Nadcap مع منحدرات الإنتاج المخطط لها. يؤدي الانتظار حتى تصبح الأجزاء جاهزة للشحن قبل جدولة عمليات التدقيق أو مراجعات PPAP إلى إنشاء وقت خامل غير ضروري. قم ببناء هذه المعالم في الجدول الرئيسي منذ البداية.
إطار التنفيذ: من الاستراتيجية إلى العمل
الإستراتيجية بدون تنفيذ هي تخطيط مسرحي. إن تحويل مبادئ منع التأخير إلى واقع عملي يتطلب اتباع نهج تنفيذ منظم.
قم بإجراء تحليل السبب الجذري للتأخير على مدار الـ 12 شهرًا الماضية: قم بتصنيف كل تأخير حسب السبب الجذري (سلسلة التوريد، والجودة، والمعدات، والعمالة، والتنظيم) وقياس تأثير الجدول الزمني. ويكشف خط الأساس هذا عن المجالات التي ستحقق فيها جهود الوقاية أعلى عائد، كما يبني دراسة جدوى للاستثمار.
رسم خريطة للمسارات الحرجة وتحديد عمليات الاختناق: استخدم تخطيط تدفق القيمة أو إدارة مشروع السلسلة الحرجة لتصور تدفق الإنتاج الشامل. حدد العمليات المقيدة (غالبًا المعالجة الحرارية، أو HIP، أو الآلات المتخصصة) وقم بتركيز موارد التحسين هناك. إن تخفيف عنق الزجاجة في مكان آخر من السلسلة لا يؤدي إلى زيادة في الإنتاجية.
إنشاء دورات تخطيط مشتركة مع موردي المستوى 1 والمستوى 2: الانتقال من التفاعلات القائمة على أوامر الشراء إلى التخطيط التعاوني للطلب. شارك التوقعات المتجددة وخطوط التغيير الهندسية وتوقعات ما بعد البيع حتى يتمكن الموردون من ضبط السعة والموظفين بشكل استباقي وليس بشكل تفاعلي.
إنشاء فرق متعددة الوظائف لمنع التأخير: تشكيل فرق دائمة تشمل ممثلي المشتريات والجودة والهندسة ومراقبة الإنتاج. قم بتكليفهم بمراقبة اتجاهات المهلة الزمنية وصحة الموردين وتقويمات التدقيق ومؤشرات الإنذار المبكر. قم بتمكين هذه الفرق من تصعيد المخاطر الناشئة قبل أن تصبح زلات جدول زمني.
تتبع المؤشرات الرائدة والإبلاغ عنها، وليس فقط المقاييس المتأخرة: نسبة التسليم في الوقت المحدد هي مؤشر متأخر يخبرك بأن التأخير قد حدث بالفعل. تمنحك المؤشرات الرائدة (وقت إقرار أمر المورد، واتجاهات عمر الأداة، ومعدلات إغلاق نتائج التدقيق، ومستويات مخزون المواد الخام) وقتًا للتدخل. أنشئ لوحات معلومات تعرض هذه الإشارات وتطلق الإجراء عند تجاوز الحدود.
التحسينات التجريبية على الأجزاء المقيدة أولاً: حدد مجموعة من الأجزاء عالية التأثير وعالية التأخير كنماذج تجريبية للعلاقات الجديدة مع الموردين، أو مسارات العملية، أو بروتوكولات الجودة. أثبت المفهوم على نطاق يمكن التحكم فيه، وقم بتوثيق الدروس المستفادة، ثم قم بتوسيع نطاقه عبر المحفظة. إن محاولة تحويل قاعدة التوريد بأكملها تؤدي في نفس الوقت إلى إضعاف الموارد وزيادة مخاطر التنفيذ.

يمكن للفرق متعددة الوظائف التي تتتبع المؤشرات الرائدة وتشارك التوقعات مع الموردين أن تمنع المشكلات الصغيرة من أن تصبح أزمات تأخير في الجدول الزمني.
الاستنتاج: الوقاية كميزة تنافسية
تعتبر تأخيرات الإنتاج في تصنيع OEM من التيتانيوم باهظة الثمن ومزعجة ويمكن الوقاية منها إلى حد كبير. والأسباب الجذرية معروفة: سلاسل التوريد الممتدة، وفشل الجودة، والقيود المفروضة على المعدات، والفجوات في القوى العاملة، والاختناقات التنظيمية. لقد أثبتت استراتيجيات الوقاية: إشارات الطلب القوية، وشراكات الموردين طويلة الأجل، والدعم الهندسي المدمج، وأنظمة الجودة الاستباقية، وتخطيط الاستعداد التنظيمي.
ما يفصل مصنعي المعدات الأصلية ذوي الأداء العالي عن أقرانهم المتعثرين هو عدم الوصول إلى معلومات أفضل أو موردين أكثر قدرة. إنه الانضباط لوضع تدابير وقائية منهجية والالتزام التنظيمي بالتعامل مع موثوقية الجدول الزمني كأولوية استراتيجية بدلاً من فكرة تشغيلية لاحقة. في صناعة يتم فيها قياس المهل الزمنية بالأشهر وتسلسل التأخيرات عبر البرامج، يصبح هذا الانضباط ميزة تنافسية، وهي ميزة تتفاقم بمرور الوقت مع تعزيز العلاقات مع الموردين، وتحسن القدرة العملية، وتعميق المعرفة المؤسسية.
والسؤال ليس ما إذا كانت مؤسستك قادرة على تحمل تكاليف الاستثمار في منع التأخير. إنه ما إذا كنت تستطيع تحمل عدم القيام بذلك.
الأسئلة المتداولة حول منع التأخير في إنتاج مصنعي المعدات الأصلية من التيتانيوم
فيما يلي إجابات موجزة للأسئلة الشائعة حول سبب صعوبة إنتاج التيتانيوم، أين تنشأ التأخيرات، وكيف يمكن لمصنعي المعدات الأصلية منع حدوث تأخير في الجدول الزمني بشكل منهجي البرامج الفضائية والطبية والصناعية عالية الأداء.
-
س1 لماذا يعد التيتانيوم باهظ الثمن ويصعب إنتاجه؟
التيتانيوم مكلف وصعب بسبب:- تعقيد الاستخراج: يجب تكريره من المعادن مثل الإلمنيت والروتيل.
- عملية كرول: إن طريق الاستخراج المهيمن يستهلك الكثير من الطاقة ويتم التحكم فيه بإحكام.
- تفاعلية عالية: عند درجات حرارة مرتفعة، يتفاعل التيتانيوم مع الأكسجين والنيتروجين والهيدروجين، مما يتطلب فراغًا أو أجواء خاملة.
- المعالجة المتخصصة: يحتاج الحد من التزوير والصب والتصنيع والفحص إلى معدات وأدوات وخبرة مخصصة.
-
Q2 كيف يمكن تقليل فترات إنتاج التيتانيوم OEM؟
يمكن تقليل المهل الزمنية لتصنيع التيتانيوم من خلال ما يلي:- المشاركة المبكرة للموردين أثناء التصميم والتصنيع.
- الاحتفاظ بالمخزون الاستراتيجي للسبائك الهامة والأجزاء ذات الحجم المنخفض.
- التصنيع الهزيل لإزالة الاختناقات والخطوات التي ليس لها قيمة مضافة.
- التقنيات المتقدمة مثل الآلات عالية الأداء والتصنيع الإضافي للأجزاء المعقدة.
- مهل زمنية واقعية ومتفاوض عليها مع الموردين، بما في ذلك الحوافز والعقوبات المرتبطة بأداء التسليم.
-
س3 ما هي الحلول التي يتم تنفيذها لمعالجة نقص إمدادات التيتانيوم؟
تعالج الصناعة النقص في إمدادات التيتانيوم من خلال:- توسيع إعادة تدوير التيتانيوم لتقليل الاعتماد على الإسفنج الأساسي.
- طرق الإنتاج البديلة أن انخفاض التكلفة واستخدام الطاقة.
- رقمنة سلسلة التوريد للرؤية الشاملة والتحليلات التنبؤية.
- المخزون الاستراتيجي من المواد الهامة حيث المخاطر والطلب يبرر ذلك.
-
س 4 ما هي إجراءات مراقبة الجودة الرئيسية للتيتانيوم؟
تشمل ضوابط الجودة الرئيسية ما يلي:- فحص المواد الخام ضد المواصفات والشهادات.
- الشيكات أثناء العملية في الخطوات الحرجة للتزوير والصب والتصنيع والمعالجة الحرارية.
- التفتيش النهائي الأبعاد والسطح والخصائص.
- التوثيق الكامل والتتبع العودة إلى الذوبان والحرارة.
- التحليل الكيميائي (على سبيل المثال، XRF، برنامج المقارنات الدولية) لتأكيد تكوين السبائك.
- الاختبارات الميكانيكية (الشد، الصلابة، التعب، التأثير) للتحقق من صحة الأداء.
-
س5 كيف يكتشف المصنعون العيوب في مكونات التيتانيوم؟
يستخدم المصنعون مزيجًا من:- التفتيش البصري لقضايا سطحية واضحة.
- اختبار الموجات فوق الصوتية (UT) للكشف عن العيوب والانقطاعات الداخلية.
- الأشعة السينية / التصوير الشعاعي أو الأشعة المقطعية للكشف عن المسامية الداخلية والشوائب.
- اختبار إيدي الحالي (ECT) للتشققات السطحية والقريبة من السطح.
- فحص اختراق السائل (LPI) لعيوب كسر السطح.
-
س6 هل يمكن تطبيق التصنيع الخالي من الهدر على إنتاج التيتانيوم لتقليل فترات الإنتاج؟
نعم. التصنيع الخالي من الدهون قابل للتطبيق بشكل كبير في التيتانيوم:- رسم خرائط تدفق القيمة يكشف الاختناقات ووقت الانتظار.
- عمل موحد يستقر العمليات ويقلل من التقلب.
- الكايزن والتحسين المستمر إجراء تحسينات صغيرة ومتكررة.
- القضاء على النفايات يختصر وقت الدورة ويقلل من إعادة العمل والمخزون.
-
س7 ما هي المخاطر الرئيسية في سلسلة توريد التيتانيوم؟
تشمل المخاطر الرئيسية ما يلي:- مخاطر العرض: نقص المواد الخام، وعدم الاستقرار الجيوسياسي، والقدرة المحدودة المعتمدة في مجال الطيران.
- مخاطر الإنتاج: تعطل المعدات، ونقص العمالة، وهروب الجودة الذي يؤدي إلى إعادة العمل.
- مخاطر الطلب: معدلات البناء المتقلبة وأخطاء التنبؤ.
- المخاطر التنظيمية: DFARS، ضوابط التصدير، ومعايير الجودة المتغيرة.
- المخاطر المالية: تقلبات الأسعار وتقلبات العملة التي تؤثر على العقود طويلة الأجل.









